
بررسی تجربی اثر پارامترهای فرآیند تراشکاری داغ بر سایش ابزار و زبری سطح فولاد AISI630فرآیند تراشکاری داغ بر سایش ابزار  فولاد AISI360 یک فولاد زنگ نزن است که با مکانیزم پیر سختی، استحکام آن افزایش می یابد. این فولاد دارای سختی بالا و ضریب هدایت حرارتی پایین است. و به این دلیل در دسته مواد سخت-برش قرار می گیرد. این دو عامل سبب میشود که سایش ابزار در فرآیند ماشین کاری این فولاد زیاد باشد. و کیفیت سطح قطعه کار پس از ماشین کار ی نامطلوب باشد. در این تحقیق فرآیند تراشکاری داغ این فولاد مورد بررسی قرار گرفت. برای تعیین تأثیر پارامترهای ماشین کاری بر سایش ابزار، تراشکاری داغ تا دمای پیش گرم 400 درجه سانتی گراد بر روی این فولاد انجام شد. تراشکاری در سه نرخ پیشروی و سه سطح از سرعت برشی. و با استفاده از ابزار کاربایدی با دو لایه پوشش PVD -(Ti,Al)N(Al,Gr)2O3 انجام شد. با استفاده از میکروسکوپ الکترونی مقدار سایش سطح آزاد ابزار در شرایط مختلف تراشکاری دو در دماهای پیش گرم مختلف اندازه گیری شد. و مکانیزم سایش ابزار بررسی شد. نتایج آزمایشگاهی نشان داد که کمترین سایش در سطح آزاد ابزار با انجام تراشکاری داغ در دمای 300 درجه حاصل میشود. بطوریکه تراشکاری داغ در این دما سبب کاهش 33 درصدی در سایش سطح آزاد ابزار شد. مشاهده سطح ساییدگی ابزارها نشان داد. که مکانیسم سایش ابزار در تراشکاری داغ و تراشکاری معمولی این فولاد. از نوع سایش خراشان و سایش چسبیده است. نتایج زبری سنجی از سطح قطعه کار نیز نشان داد. که در هر سرعت برشی و پیشروی، با افزایش دمای اولیه قطعه کار تا 400 درجه سانتی گراد. زبری سطح کاهش می یابد. با استفاده از نرم افزار Minitab مقدار بهینه دما. سرعت برشی و پیشروی با هدف کم کردن سایش ابزار و زبری سطح به دست آمد. فولاد AISI630 یک فولاد زنگ نزن با زمینه مارتنزیتی است. و عمده کاربرد آن در صنایع نظامی، پتروشیمی، هسته ای و هوافضا می باشد. مکانیزم اصلی سخت شوندگی در این فولاد، پیرسختی یا رسوب سختی می باشد. دمای پیرسختی این فولاد از 482 تا 621 درجه سانتی گراد است. و بیشترین سختی این فولاد 48 راکول C است. که با رسوب سختی به مدت یک ساعت در دمای 482 درجه سانتی گراد حاصل می شود. این سختی بالا به همراه رسوب های ریز مس و ذرات سخت کارباید نظیر کارباید نایوبیوم. که در زمینه مارتنزیتی پراکنده شده اند. سبب سایش شدید ابزار و کیفیت نامطلوب سطح قطعه پس از ماشین کاری میشوند. به علاوه ضریب هدایت حرارتی پایین این فولاد سبب میشود. که این فلز در زمره مواد سخت-برش (difficult-to-cut) قرار گیرد. و ماشین کاری آن با سایش زیاد ابزار و کیفیت سطح پایین قطعه کار همراه باشد. محققین بسیاری از روش ماشین کاری داغ برای ماشین کاری مواد و فلزات سخت-برش استفاده کرده اند. چانگ و کو تراشکاری داغ به کمک لیزر را بر روی قطعه ای از جنس سرامیک Al2O3 انجام دادند. نتایج تحقیق آنها نشان داد که تراشکاری داغ زبری سطح و نیروی تراش. را به ترتیب به میزان 70 درصد و 20 درصد کاهش داده است. سوپرآلیاژها نیز دسته ای از مواد سخت برش هستند. که ماشین کاری آنها با سایش شدید ابزار همراه است. اژدری و همکاران مقدار انرژی ویژه تراش، زبری سطح و سایش ابزار را در فرآیند تراشکاری داغ اینکونل 718 با لیزر اندازه گیری کردند. نشان داده شد. که انرژی ویژه تراش، سایش ابزار و زبری سطح در مقایسه با تراشکاری معمولی به ترتیب 35%،22%،53% کاهش یافت. یکی دیگر از مواد سخت برش کامپوزیت های پایه فلزی هستند. که استحکام و سختی بالایی دارند. اما ماشینکاری آنها موجب سایش شدید ابزار و کیفیت سطح نامطلوب میشود. «وانگ» و همکاران فرآیند ماشینکاری داغ. به کمک لیزر را بر روی یک کامپوزیت پایه فلزی آلومینیوم با ذرات ریز AI2O3 انجام دادند. نتایج تحقیق آنها نشان داد که با افزایش دمای پیش گرم، نیروی برش و زبری سطح کاهش می یابد. و عمر ابزار افزایش می یابد. اگرچه انجام ماشین کاری داغ بر روی اغلب مواد سخت برش، می تواند سبب کاهش زبری سطح، کاهش نیرو و کاهش سایش ابزار شود. اما از طرفی می تواند سبب افزایش دمای ابزار شود. که در برخی از فلزات مانند آلیاژهای تیتانیم منجر به افزایش سایش ابزار میشود و در نتیجه باعث کاهش عمر ابزار می شود. نتایج «برمینگهام» و همکاران در ماشین کاری داغ آلیاژ Ti-6A1-4V نشان می دهد. که با افزایش دمای پیش گرم قطعه کار، نیروی برش کاهش می یابد. به علاوه عمر ابزار تا دمای پیش گرم 250 درجه سانتی گراد بهبود مختصری می یابد. ولی با افزایش دمای پیش گرم قطعه به مقدار 350 درجه سانتی گراد، عمر ابزار نسبت به تراشکاری معمولی کاهش می یابد. فولاد AISI630 کاربرد گسترده ای در صنایع نظامی، نیروگاهی و پتروشیمی دارد. و حجم بالایی از قطعاتی که از این فولاد در این صنایع مصرف می شود. با روش ماشین کاری این فولاد توسط محققین مورد توجه قرار گرفته است. موهانتی و همکارانش تأثیر پارامترهای تراشکاری را در دمای محیط بر سایش ابزار. و زبری سطح قطعه ای از جنس فولاد AISI630 با سختی 35HRC مورد بررسی قرار دادند. و محدوده ای از سرعت برشی را برای ابزار کاربایدی پیشنهاد کردند. سیوایا و چاکرادار نیز سایش سطح آزاد ابزار و زبری سطح این فولاد را در فرآیند تراشکاری معمولی مورد بررسی قرار دادند. آنها برای کاهش سایش ابزار روش های خنک کاری برودتی با نیتروژن مایع و روش روانکاری کمیته را به کار گرفتند. و نشان دادند که خنک کاری ابزار در حین فرآیند تراشکاری می تواند منجر به کاهش سایش ابزار شود. لای و همکارانش تأثیر تراشکاری خشک، تراشکاری با خنک کاری نیتروژن مایع. و تراشکاری با خنک کاری هوای فشرده را بر سایش ابزار، نیروی تراش. و زبری سطح فولاد AISI630 بررسی کردند. «خانی» و همکاران نیز فرآیند تراشکاری داغ این فولاد با سختی 43HRC را با استفاده از پلاسما و خنک کاری تبریدی همزمان ابزار انجام دادند. و تأثیر دمای پیش گرم را بر سایش ابزار مورد بررسی قرار دادند. نتایج آنها حاکی از این بود که تلفیق تراشکاری داغ و خنک کاری برودتی-که اصطلاحاً ماشین کاری ترکیبی نام دارد. می تواند سبب کاهش سایش ابزار و افزایش صافی سطح قطعه شود. برمینگهام و همکاران نیز فرآیند فرزکاری داغ را بر روی این فولاد به کمک لیزر انجام دادند. نتایج آنها نشان داد که با پیش گرم کردن قطعه کار در دمای 300 درجه سانتی گراد در فرزکاری داغ. نیروی ابزار 33 درصد کاهش یافت و به تبع آن سایش ابزار نیز 50 درصد کمتر از فرزکاری معمولی شد. در این تحقیق تراشکاری معمولی و تراشکاری داغ در حالت خشک. در دماهای پیش گرم 200، 300 و 400 درجه سانتی گراد بر روی فولاد مورد سختی AISI630 انجام شد. و مقدار سایش سطح آزاد ابزار و زبری سطح قطعه کار اندازه گیری میشود. با استفاده از آنالیز واریانس تأثیر پارامترهای تراشکاری بر روی سایش سطح آزاد ابزار و زبری سطح قطعه کار به دست می آید. و مقادیر دما، سرعت و پیشروی جهت ایجاد کمینه سایش ابزار و زبری سطح قطعه، استخراج شده است. مشخصات تجهیزات و روش انجام آزمایش هابرای انجام آزمایش ها در تحقیق حاضر، فولاد AISI630 (17%Cr-4%Ni-4%Cu). در شرایط انحلال و با سختی 38 راکول C با قطر 36 میلی متر پس از انجام عملیات حرارتی پیرسختی. در دمای 482 درجه سانتی گراد به مدت 1 ساعت به سختی 1±4 راکول C رسید. ابتدا نمونه ها تحت روتراشی قرار می گیرند و قطر آنها به 35 میلی متر کاهش یافت. سپس فرآیند تراشکاری خشک (بدون استفاده از سیال برشی) در سرعت ها. و نرخ پیشروی های مختلف بر روی نمونه ها با طول 240 میلی متر مطابق شکل 1 در مدت زمان 3 دقیقه انجام شد. در انتخاب جنس ابزار و پوشش آن، از موارد پیشنهادی توسط سازندگان معتبر ابزارهای برشی مانند سکو و سندویک استفاده شد. فولاد AISI630 در کاتالوگ شرکت «سِکو» در دسته مواد سخت ISOH با نام H12 قرار گرفت. در حالیکه مطابق شکل 2، در دسته بندی شرکت سندویک در دسته فولادهای زنگ نزن ISO M با شماره 05.12 قرار می گیرد. با توجه به کاتالوگ شرکت «سکو» گرید TH1500 از این شرکت و با توجه به شکل 2، گریدهای GC1115. و GC1125 از شرکت سندویک برای تراشکاری فولادهای زنگ نزن پیرسخت شونده مناسب هستند. با توجه به شکل 2 از ابزار شرکت سندویک با گرید GC1115 برای تراشکاری استفاده شد. جنس ابزار، تنگستن کارباید حاوی 6% وزنی کبالت است. و بر روی آن دو لایه پوشش به روش PVD و با ضخامت تقریبی هر لایه 3 میکرومتر قرار گیری شد. پوشش لایه اول که بر روی تنگستن کارباید ایجاد گردید. N(Ti,A1) است که سختی خود را در دمای بالا به خوبی حفظ می کند. و پوشش لایه دوم (2O3(A1,Cr است. که از تشکیل لبه انباشته جلوگیری می کند. تراشکاری در حالت پرداخت و میانی انجام شد. لذا از ابزار با کد DNMG150608-QM 1115 بکارگیری شد. شعاع نوک ابزار 0/8 میلی متر و شعاع لبه برنده اصلی 0/02 میلی متر می باشد. از ابزارگیر PDJNR2525M1506 برای نگهداری ابزار حین تراشکاری استفاده شد. زوایه براده و آزاد ابزار به ترتیب °6 – و °6 است. فرآیند تراشکاری داغ بر سایش مطابق کار، °93 برای انجام کلیه تست ها می باشد. برای انجام تراشکاری از دستگاه CD6250A شرکت DALIAN MACHINE TOOL GROUP ساخت کشور چین با حداکثر سرعت دورانی 1400 دور بر دقیقه استفاده شد. برای تحلیل اطلاعات خروجی نظیر سایش ابزار و زبری سطح از آنالیز واریانس (ANOVA) در نرم افزار مینی تب 17 بکارگیری شد. 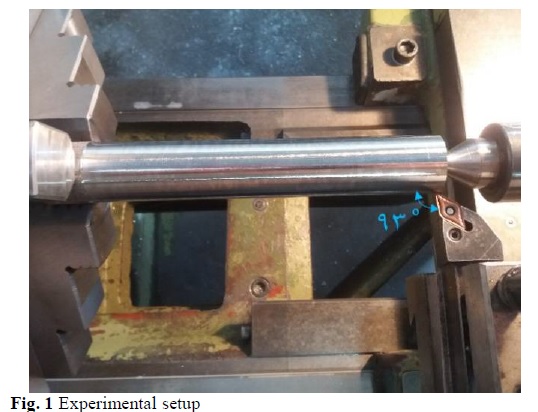 شکل 1 چیدمان انجام آزمایش ها 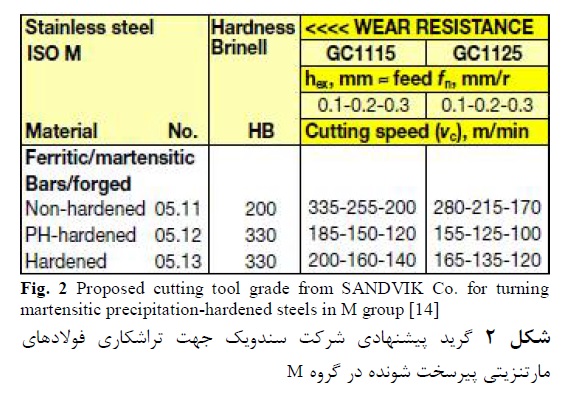 با توجه به شکل 2، برای فولادهای پیرسخت شونده با شختی 330 برینل. (معادل 33 راکول C)، سرعت برشی در محدوده 120 تا 185 متر بر دقیقه پیشنهاد گردید. اما با توجه به اینکه در این تحقیق، فولاد AISI630 در حالت سخت میشود (47HRC) و بدون سیال برشی تخت تراشکاری قرار می گیرد. مقادیر سرعت بخشی کمتر از مقادیر پیشنهادی فوق و در محدوده 62 تا 123 متر بر دقیقه انتخاب شدند. فرآیند تراشکاری داغ بر سایش مطابق جدول 1 در آنالیز واریانس سه سطح از سرعت برشی در نظرگیری شد. نرخ پیشروی با توجه با شکل 2 سه مقدار 0/102، 0/175 و 0/241 میلی متر بر دور اختیار شد. قبل از انجام ماشین کاری داغ، نمونه ها تحت روتراشی قرار گرفتند. و مته مرغک در یک سمت قطعه کار زده شد. برای انجام ماشین کاری داغ در یک دمای مشخص. ابتدا نمونه ها داخل یک کوره المنتی با دمایی 40 تا 60 درجه سانتی گراد. بالاتر از آن دما و طی زمان یک ساعت پیش گرم شدند. به عنوان مثال برای انجام ماشین کاری داغ در دمای 200 درجه سانتی گراد. نمونه ها داخل کوره با دمای 240 درجه سانتی گراد پیش گرم شدند. 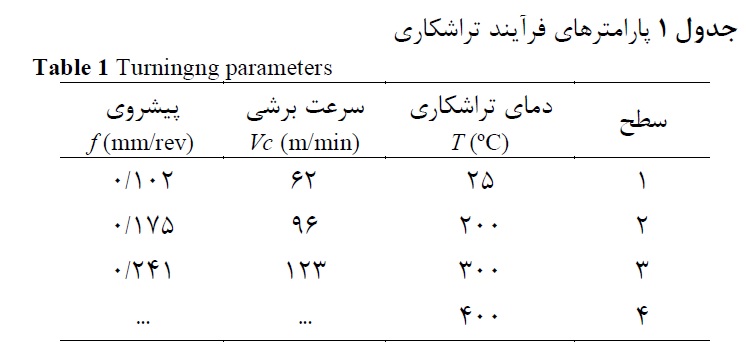 نمونه ها پس از بیرون آمدن از کوره.طی زمان 60 ثانیه بر روی اسپیندل دستگاه تراش نصب شدند. سمت دیگر قطعه کار توسط مرغک مهار شد. پس از بست قطعه کار فرایند روتراشی به مدت زمان سه دقیقه بر روی قطعه انجام شد. دمای قطعه کار پس از خروج از کوره با استفاده از یک ترموکوپل تماسی مدل CHY-502A که در شکل 3 نمایان و مشخص است. در فواصل زمانی 15 ثانیه اندازه گیری و در یک نمودار مانند شکل 4 رسم شد. اندازه گیری دمای قطعه نشان داد. که پس از گذشت 60 ثانیه زمان (جهت بستن قطعه کار به دستگاه). دمای سطح قطعه به 230 درجه سانتی گراد افت می کند. برای محاسبه افت دما در حین بستن قطعه کار بر روی دستگاه. یک مدل شبیه سازی با استفاده از نرم افزار فلوئنت 6/3 نیز انجام شد. مقدار ضریب انتقال حرارت جابجایی در 60 ثانیه اول، 13/8 W/m2ºC بدست آمد. فرآیند تراشکاری داغ بر سایش در حین تراشکاری به دلیل چرخش قطعه کار با سرعت دورانی ω. انتقال حرارت با هوای محیط متفاوت با زمان بستن قطعه کار می باشد. با استفاده از نرم افزار فلوئنت 6/3 مقدار ضریب انتقال حرارت جابجایی تحت چرخش با سرعت دورانی 1120 دور بر دقیقه. (معادل سرعت برشی 123 متر بر دقیقه)، 32/6 W/m2ºC به دست آمد. پس از شبیه سازی مشاهده شد که بعد از سه دقیقه چرخش قطعه کار بر روی دستگاه تراش. حداکثر 50 درجه سانتی گراد افت دما در سطح قطعه اتفاق می افتد. بنابراین فرآیند تراشکاری داغ در دمای اسمی 200 درجه سانتی گراد. در بازه دمایی 190 – 230 درجه سانتی گراد 210±° 20 سانتی گراد بر روی قطعه انجام شد. به همین ترتیب برای انجام ماشین کاری داغ در دمای 300 درجه سانتی گراد. نمونه ها داخل کوره با دمای 350 درجه سانتی گراد پیش گرم شدند. با محاسبه افت دما، فرآیند تراشکاری داغ در دمای نامی 300 درجه سانتی گراد. در بازه دمایی 290 -330 درجه سانتی گراد 310±° 20 درجه سانتی گراد بر روی قطعه انجام شد. برای انجام ماشین کاری داغ در دمای 400 درجه سانتی گراد، نمونه ها داخل کوره با دمای 460 درجه سانتی گراد پیش گرم شدند. با در نظر گرفتن افت دما، تراشکاری داغ در بازه دمایی 380-430 درجه سانتی گراد 405±°25 درجه سانتی گراد بر روی قطعه انجام شد. 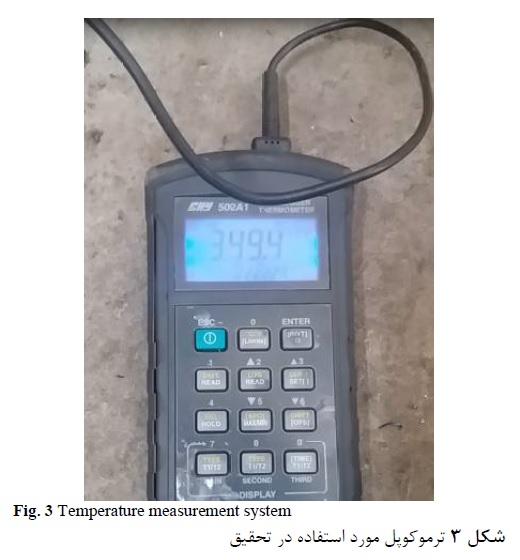 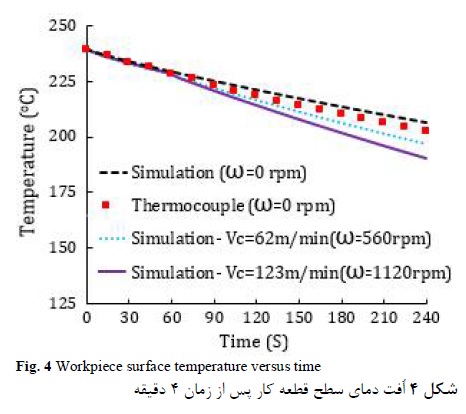 سایش سطح آزاد ابزار با استفاده از میکروسکوپ الکترونی مدل FEI Quanta 450 اندازه گیری شد. زبری سطح همه نمونه در راستای پیشروی ابزار، با دستگاه HOMMELWERKE Turbo Roughness V3.34 اندازه گیری شد. در هر قطعه، در سه مقطع اندازه گیری زبری انجام و مقدار متوسط به عنوان زبری سطح آن قطعه ثبت گردیده است. تجزیه و تحلیل نتایج آزمایش هادر این قسمت نتایج حاصل از انجام تراشکاری داغ در شرایط مختلف ارائه میشود. سپس با استفاده از تحلیل آماری، تأثیر پارامترهای مختلف فرآیند تراشکاری داغ بر روی سایش ابزار و زبری سطح بررسی می شود. تأثیر پارامترهای تراشکاری داغ بر سایش سطح آزاد ابزار در جدول 2. مقدار سایش سطح آزاد ابزار و زبری سطح در هر آزمایش به تفکیک درج و نمایان است. استفاده از یک روش آماری می تواند به درک بهتری از تأثیر پارامترهای تراشکاری. بر روی یک خروجی مشخص مانند سایش سطح آزاد ابزار منجر شود. بنابراین برای مشاهده تأثیر هر پارامتر به صورت مجزا بر روی میانگین سایش ابزار. با استفاده از آنالیز واریانس، نمودار اثرات اصلی در شکل 5 رسم و مشخص است. نمایان است که با افزایش سرعت برشی و پیشروی، مقدار میانگین سایش سطح آزاد ابزار افزایش می یابد. با پیش گرم کردن قطعه در دمای 200 درجه سانتی گراد سایش سطح آزاد ابزار نسبت به تراشکاری معمولی (در دمای محیط) کاهش می یابد. با افزایش دمای پیش گرم به 300 درجه سانتی گراد و انجام تراشکاری، سایش ابزار باز هم کاهش می یابد. اما با افزایش دمای پیش گرم قطعه کار به 400 درجه سانتی گراد مقدار سایش ابزار نه تنها کاهش نمی یابد. بلکه طبق جدول 2، در برخی از شرایط نسبت به تراشکاری در دمای 300 درجه سانتی گراد، افزایش قابل ملاحظه ای می یابد. نتایج جدول 2 نشان می دهد که در تراشکاری داغ فولاد AISI630 با دماهای پیش گرم 200،300 . 400 درجه سانتی گراد ،کمترین سایش سطح آزار ابزار. در تراشکاری با دمای پیش گرم 300 درجه سانتی گراد حاصل می شود. همچنین تراشکاری داغ در این دما در سرعت برشی 62 متر بر دقیقه و پیشروی 0/175 میلی متر بر دور. بیشترین کاهش در مقدار سایش سطح آزاد ابزار نسبت به تراشکاری معمولی، 33% می باشد. سیوایاه و چاکرادار نشان دادند. فرآیند تراشکاری داغ بر سایش در تراشکاری این فولاد با پیشروی 0/143 میلی متر بر دور و سرعت برشی 55 متر بر دقیقه. سایش ابزار در تراشکاری معمولی با سیال برشی در مقایسه با تراشکاری معمولی در حالت خشک، 24% کاهش می یابد. بنابراین مشاهده می شود که تراشکاری داغ در مقایسه با تراشکاری معمولی با سیال برشی، سبب کاهش بیشتر سایش ابزار می شود. و از این نظر می تواند جایگزین تراشکاری معمولی با سیال برشی باشد. یکی از مزایای تراشکاری داغ نسبت به تراشکاری معمولی با سیال برشی، عدم استفاده از سیال برشی. و به تبع آن حذف مشکلات سیال برشی نظیر آلودگی سازی محیط کار و مشکلات تنفسی اپراتور دستگاه می باشد. 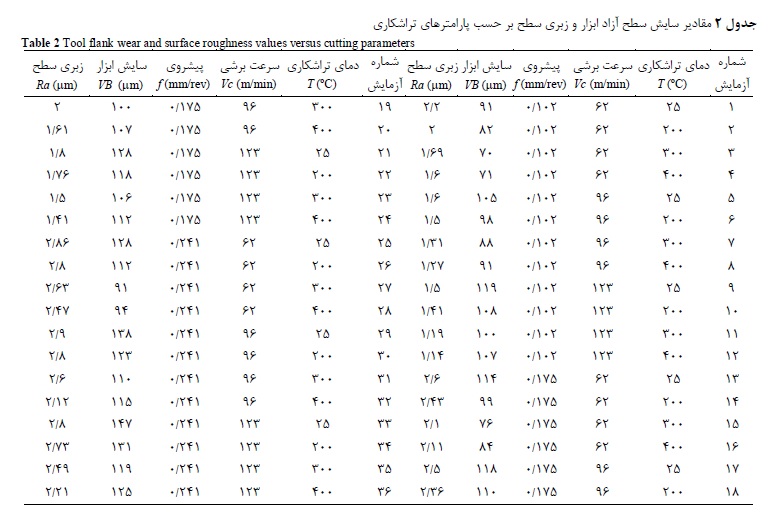 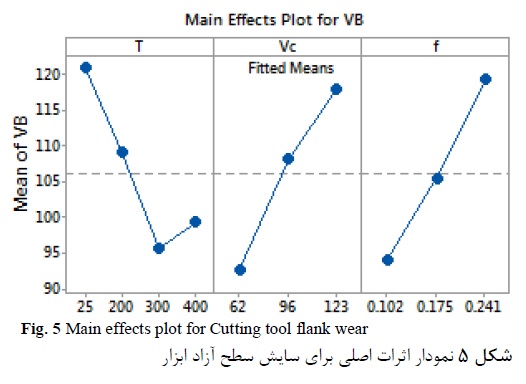 در جدول 3 نیز خلاصه ای از نتیجه آنالیز واریانس درج و مشخص است. مقدار S و P Value به ترتیب بیانگر انحراف استاندارد و مقدار احتمال هستند. اگر P Value برای یک پارامتر کمتر از 0.05 باشد نشان دهنده آن است که آن پارامتر بر سایش ابزار تأثیر گذار است. در جدول 3 مقدار مشارکت هر پارامتر در سایش سطح آزاد ابزار درج است.مشارکت پارامترهای دما، سرعت برشی و پیشروی. در سایش سطح آزاد ابزار به ترتیب30/83%، 33/22%، 32/32% می باشد. بنابراین با توجه به مقدار خطای 3/63% می توان گفت که مشارکت پارامترهای دما. سرعت و پیشروی در سایش ابزار تقریباً به یک اندازه می باشد. همچنین ضریب رگرسیون منطبق است با R2adj برابر 95/46% است. که نشان می دهد بیش از 95 درصد اطلاعات توسط مدل پوشش میشود. با استفاده از میکروسکوپ الکترونی روبشی سایش سطح آزاد ابزارها در دماهای پیش گرم و شرایط تراشکاری مختلف تصویر برداری شد. شکل 6 سطح آزاد دو ابزار را نشان می دهد. که با سرعت برشی 62 متر بر دقیقه و پیشروی 0/102mm/rev در تراشکاری معمولی و داغ مورد استفاده قرار گرفته اند. با توجه به شکل 6، علاوه بر اینکه مقدار سایش ابزار در تراشکاری داغ کاهش یافت. نوع سایش نیز در مقایسه با تراشکاری معمولی تغییر یافت. در تراشکاری معمولی، هر دو لایه پوشش ابزار ساییده میشود. و ماده اصلی ابزار کار حاوی تنگستن کارباید است، نمایان و مشخص است. در حالی که در تراشکاری داغ، لایه بالایی پوشش ابزار کنده میشود و لایه زیرین پوشش همچنان بر روی زیر لایه تنگستن کارباید موجود است. نحوه تشخیص عناصر موجود بر روی سطح ابزار، توسط میکروسکوپ الکترونی در شکل 7 نمایان و مشخص است. فرآیند تراشکاری داغ بر سایش شکل 7-الف یک بزرگنمایی از مستطیل قرمز رنگ در شکل 6- الف می باشد. مناطق مختلف بر روی ابزار ساییده شده، توسط نقشه های EDS شناسایی شده اند. منطقه ای از سطح آزاد ابزار که با نقطه «1» نمایان و مشخص است. منطقه غنی از آهن است و لذا در EDS maps شکل 7- ب به سهولت قابل تشخیص است. ترکیب این نقطه از 75/3% وزنی آهن، 16/3% کروم، 4/5% نیکل، 3/5% مس و 0/3% از سایر عناصر متشکل است. و مشابه ترکیب متریال قطعه کار است. لذا مشخص است که این متریال به صورت یک لایه به سطح ابزار چسبیده است. 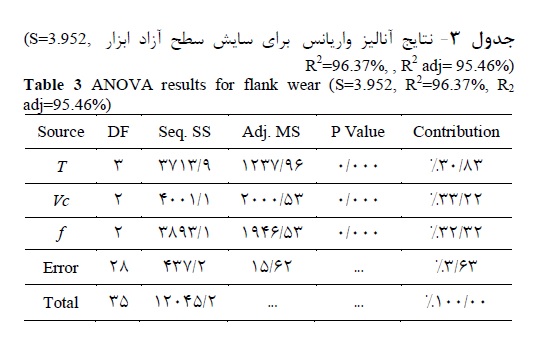 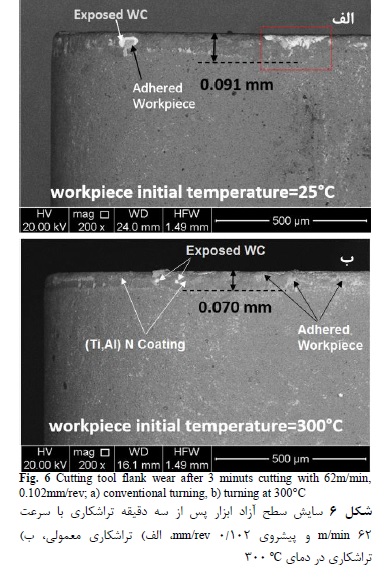 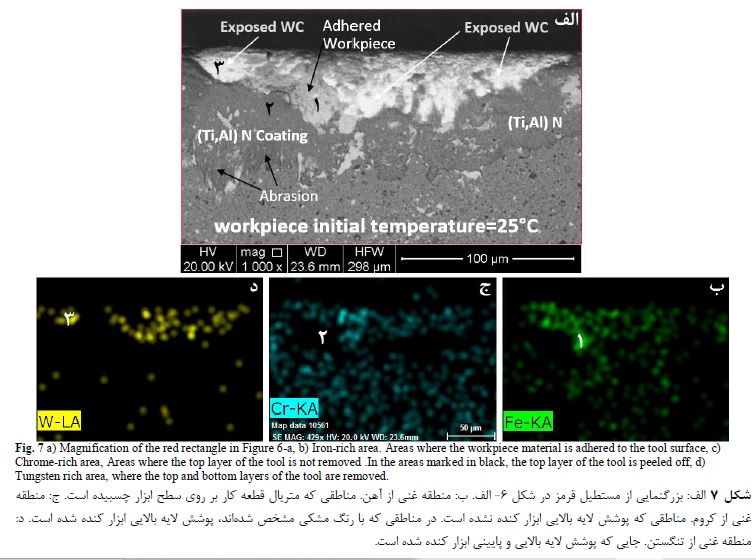 در برخی از نقاط نیز چسبندگی همراه با خراش بوده است. بطوری که متریال قطعه کار یک پیوند قوی با پوشش لایه بالایی ابزار که (A1,Cr)2O3 است. ایجاد کرده و سپس در ادامه فرآیند تراشکاری از روی سطح ابزار کنده شد. این پدیده مسبب آن است که پوشش لایه زیرین ابزار یا (Ti,A1)N نمایان شود. در این نواحی که پوشش لایه بالایی ابزار کنده میشود. کروم نباید وجود داشته باشد. در نتیجه در مناطقی که عنصر کروم رویت نمیشود، پوشش لایه اول کنده میشود. (شکل 7-چ) و پوشش (Ti,A1)N بر روی ابزار مشاهده می شود. بعنوان نمونه نقطه «2» شکل های 7-الف و ج: آنالیز شیمیایی این نقطه شامل 44% وزنی تیتانیم. 22/2% آلومینیوم، 32/8% نیتروژن، 0/6% کربن و 0/3% اکسیژن است. این آنالیز نشان می دهد که ترکیب شیمیایی در این ناحیه (Ti,A1)N است. در برخی از قسمت های سطح آزاد ابزار. خراش به اندازه ای زیاد است. که ماده قطعه کار پس از چسبیدن به سطح ابزار. پوشش بالایی و پوشش زیرین را کنده و سطخ خام تنگستن کارباید را نمایان کرده است. که در شکل 7-د و در نقطه 3 نمونه ای از این سایش نمایان و مشخص است. شکل 7 نشان می دهد که سایش ابزار در ماشین کاری معمولی بیشتر از نوع خراشان. و چسبیده است. شکل 6-ب نیز نشان می دهد که در تراشکاری داغ در دمای 300 درجه سانتی گراد. مکانیزم سایش چسبیده وجود دارد. و متریال قطعه کار به سطح ابزار می چسبد. به علاوه در برخی از نقاط نیز هر دو لایه پوشش ابزار کنده شده است. مقایسه شکل های 6-الف و به نشان می دهد. که با افزایش دمای پیش گرم قطعه کار در ماشین کاری داغ تا 300 درجه سانتی گراد. سایش سطح آزاد ابزار تحت مکانیزم های خراش و چسبندگی. نسبت به تراشکاری معمولی کاهش یافت. در شکل 8-الف سایش سطح آزاد ابزار در تراشکاری داغ با سرعت 62 متر بر دقیقه. و پیشروی 0/175 میلی متر بر دور، نمایان و مشخص است. شکل 8-ب بزرگنمایی از قسمت نوک ابزار را نشان می دهد. شیارهایی روی سطح آزاد ابزار مشاهده می شود. که نشان دهنده اینست که مکانیسم غالب سایش ابزار در این سرعت و پیشروی، سایش خراشان است. به علاوه متریال چسبیده به لبه برنده اصلی ابزار در این شکل به صورت لبه انباشته (BUE) نمایان و مشخص است. در شکل 9 سایش سطح آزاد ابزار در تراشکاری معمولی. و تراشکاری داغ در دمای 400 درجه سانتی گراد با سرعت 96mm/min و پیشروی 0/175mm/rev نمایان و مشخص است. 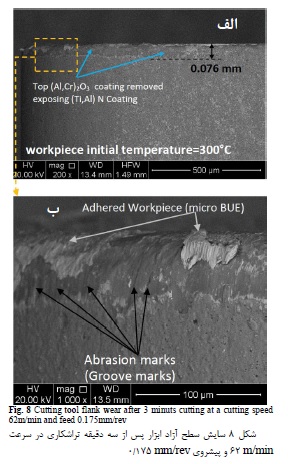 نمایان است که انجام تراشکاری داغ سبب کاهش سایش در سطح آزاد ابزار شد. در تراشکاری معمولی، در قسمت شعاع نوک ابزار، شکستگی لبه ایجاد گردید. و در آن ناحیه تنگستن کارباید نمایان است. در حالیکه در تراشکاری داغ در دمای 400 درجه سانتی گراد مساحت ناحیه ای که تنگستن کارباید نمایان است، کمتر از تراشکاری معمولی است. فرآیند تراشکاری داغ بر سایش شکل 10-الف یک بزرگنمایی از مستطیل سفید در شکل 9-ب می باشد. و EDS maps آن در شکل های 10-ب تا د ترسیم شدند. منطقه ای از سطح آزاد ابزار که با نقطه «4» نمایان و مشخص است. منطقه غنی از آهن است و در EDS maps شکل 10-ب ترسیم گردید. پس از آنالیز مشخص شد که ترکیب این نقطه مشابه ترکیب متریال قطعه کار است. و لذا این متریال به صورت یک لایه به سطح آزاد ابزار چسبیده است. 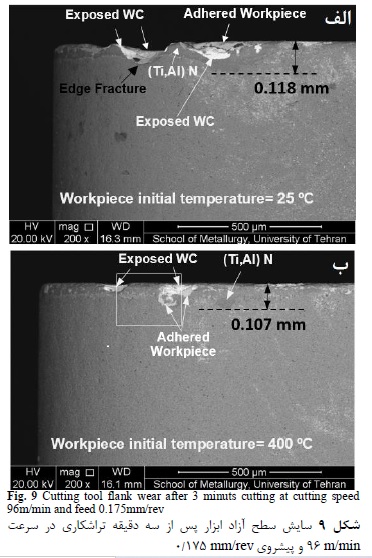 برخی از نقاط مانند نقطه «5» متریال قطعه کار یک پیوند قوی با پوشش لایه بالایی ابزار که 2O3(Al,Cr) است. ایجاد کرده و سپس در ادامه فرآیند تراشکاری از روی سطح ابزار کنده شد. و سبب شد که در آن نقاط که پوشش لایه زیرین ابزار یا N(Ti,A1) نمایان شود. در این نواحی که پوشش لایه بالایی ابزار کنده شده است. کروم نباید وجود داشته باشد. فرآیند تراشکاری داغ بر سایش آنالیز نطقه «5» در شکل 10-ج نشان داد. که ترکیب شیمیایی در این ناحیه N(Ti,A1) است.در برخی از مناطق مانند نقاط «6» و «7» خراش به اندازه ای زیاد بوده. که ماده قطعه کار پس از چسبیدن به سطح ابزار، پوشش بالایی و پوشش زیرین را می کند. و زیر لایه ابزار (تنگستن کارباید) را نمایان کرده است. که در شکل 10-د نمایان و مشخص است. مکانیسم «چسبندگی» سبب می شود. که متریال قطعه کار به صورت یک لایه با استحکام اتصال بالا به سطح آزاد ابزار و لبه برنده اصلی ابزار بچسبد (BUE). به دلیل طبیعت دینامیکی فرآیند تراشکاری، لبه انباشته (BUE) ناپایدار می باشد. و به صورت مداوم از روی لبه ابزار برداشته می شود. این چرخه تشکیل لبه انباشته و برداشته شدن آن در نهایتت منجر به کندگی پوشش ابزار (Peel-off). و شکست لبه ابزار (fracture Edge) خواهد شد (نقاط 6 و 7 در شکل 10-الف). 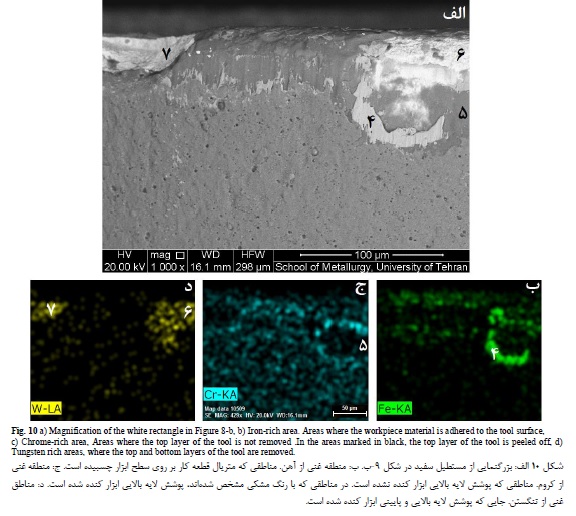 شکل های 10-ب تا 10-ج نشان می دهد. که در تراشکاری داغ در دمای 400 درجه سانتی گراد، هر دو مکانیسم «سایش چسبنده» و «سایش خراشان» وجود دارد. مقایسه اشکال 9-الف و 9-ب نشان می دهد. که با افزایش دمای پیش گرم قطعه کار در ماشین کاری داغ تا 400 درجه سانتی گراد. سایش سطح آزاد ابزار تحت مکانیزم های خراش و چسبندگی، نسبت به تراشکاری معمولی در دمای 25 درجه سانتی گراد کاهش یافت. با استفاده از یک مدل اجزاء محدود که برای تراشکاری فولاد AISI630 توسط ابراهیمی و همکاران صحه گذاری شد. و با بکارگیری معادله ساختاری Power Viscosity Law، مقدار نیروی تراش و دمای ماکزیمم نوک ابزار محاسبه شد. در شکل 11 دمای مکانیزم نوک ابزار (Tp) و نیروی تراش (Fc). بر حسب دمای پیش گرم قطعه کار در سرعت برشی 62m/min و نرخ پیشروی 0/175mm/rev رسم گردید. با توجه به این شکل با افزایش دمای اولیه قطعه کار از 25 درجه سانتی گراد به 300 درجه سانتی گراد. مقدار دمای ماکزیمم نوک ابزار از 685 درجه سانتی گراد به 791 درجه سانتی گراد و به میزان 15% افزایش می یابد. در حالیکه نیروی تراش 543N به 395N و به اندازه 27% کاهش می یابد. این کاهش نیرو سبب کاهش تنش وارده به شعاع نوک ابزار و لبه برنده اصلی ابزار می شود. بنابراین اگرچه انجام تراشکاری داغ، سبب افزایش دمای ابزار می شود. اما سبب کاهش بیشتر نیروی تراش و تنش وارده به لبه ابزار میشود. و در نتیجه سبب کاهش سایش سطح آزاد ابزار به میزان 33% می شود. فرآیند تراشکاری داغ بر سایش با افزایش دمای اولیه قطعه کار از 300 به 400 درجه سانتی گراد. مقدار دمای ماکزیمم نوک ابزار 791 درجه سانتی گراد به 842 درجه سانتی گراد افزایش می یابد. و نیروی تراش از 395N به 367N کاهش می یابد. 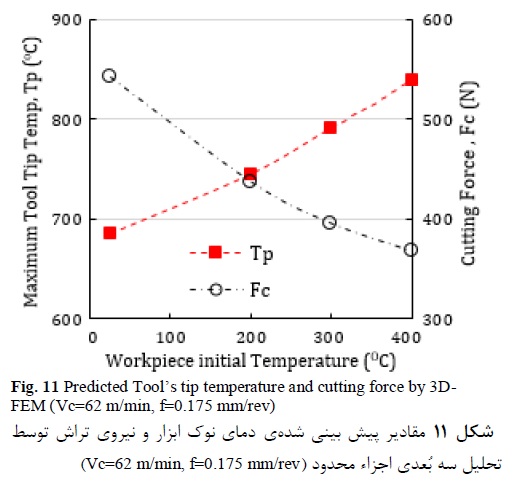 اگرچه در تراشکاری داغ در دمای 400 درجه سانتی گراد، نیروی تراش نسبت به تراشکاری داغ در دمای 300 درجه سانتی گراد کاهش می یابد. اما دمای نوک ابزار نیز به مقادیر بالاتر از 800 درجه سانتی گراد افزایش می یابد. و این در حالیست که در دماهای بالاتر از 800 درجه سانتی گراد. مکانیزم سایش «نفوذ» نیز به عنوان مکانیسم غالب در کنار سایر مکانیسم های سایش بر ابزار تنگستن کارباید اثر می گذارد. و سبب میشود که ابزار کارایی خود را از دست بدهد. تأثیر پارامترهای تراشکاری داغ بر زبری سطح قطعه برای مشاهده تأثیر هر پارامتر به صورت مجزا بر روی میانگین زبری سطح قطعه کار، از نتایج آنالیز واریانس استفاده شد. نمودار اثراث اصلی در زبری سطح در شکل 12 رسم شده است. مشاهده می شود که پیشروی ابزار بیشترین تأثیر را بر روی زبری سطح قطعه کار دارد. با افزایش دمای پیش گرم قطعه کار از 25 به 400 درجه سانتی گراد، مقدار زبری سطح کاهش می یابد. بر خلاف آنچه که در نمودار مربوط به سایش ابزار در شکل 5 مشاهده شد. افزایش دمای پیش گرم تا 400 درجه سانتی گراد همواره منجر به کاهش زبری سطح قطعه کار می شود. در جدول 4 نتیجه آنالیز واریانس درج شده است. مشارکت پارامترهای دما، سرعت برشی و پیشروی، در زبری سطح قطعه کار به ترتیب 14/90%، 12/04% و 66/27% می باشد. بنابراین می توان گفت که در این محدوده از دما، سرعت برشی و پیشروی. مشارکت پارامتر پیشروی در زبری سطح قطعه کار، تقریباً 4 برابر پارامتر دما و 5 برابر پارامتر سرعت برشی است. شکل های 13-الف و ب پروفیل زبری سطح دو نمونه ای را نشان می دهند. که در دمای معمولی و دمای پیش گرم 400 درجه سانتی گراد. با سرعت 96 متر بر دقیقه و پیشروی 0/175 میلی متر بر دور، تراشکاری شده اند. 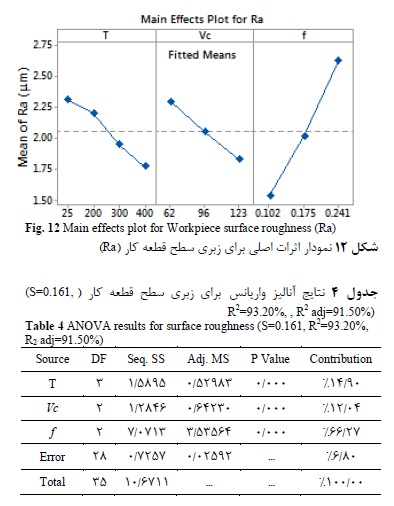 نمایان و مشخص است که مقدار زبری در تراشکاری داغ به شدت کم است. با توجه به نتایج جدول 2، مقدار متوسط زبری سطح در این شرایط تراشکاری. از 2/5 میکرومتر در تراشکاری معمولی به 1/61 میکرومتر در تراشکاری داغ کاهش یافت. چند دلیل برای کاهش زبری سطح در تراشکاری داغ نسبت به تراشکاری معمولی وجود دارد. دلیل اول کم شدن ضخامت متوسط براده (tc) در تراشکاری داغ در مقایسه با تراشکاری معمولی است. به عنوان نمونه در شکل 14 ضخامت متوسط براده در تراشکاری معمولی و تراشکاری داغ. در دمای 300 درجه سانتی گراد از 0/270 میلی متر به 0/255 میلی متر کاهش یافت. با کم شدن ضخامت متوسط براده، نیروی تراش کاهش می یابد و عمل براده برداری با سهولت بیشتری انجام می شود. و در نتیجه زبری سطح کاهش می یابد. دلیل دوم برای کاهش زبری سطح قطعه کار. افت استحکام تسلیم قطعه کار و در نتیجه کاهش نیروی تراش در تراشکاری داغ نسبت به تراشکاری معمولی می باشد. که در شکل 12 نمایان و مشخص است. 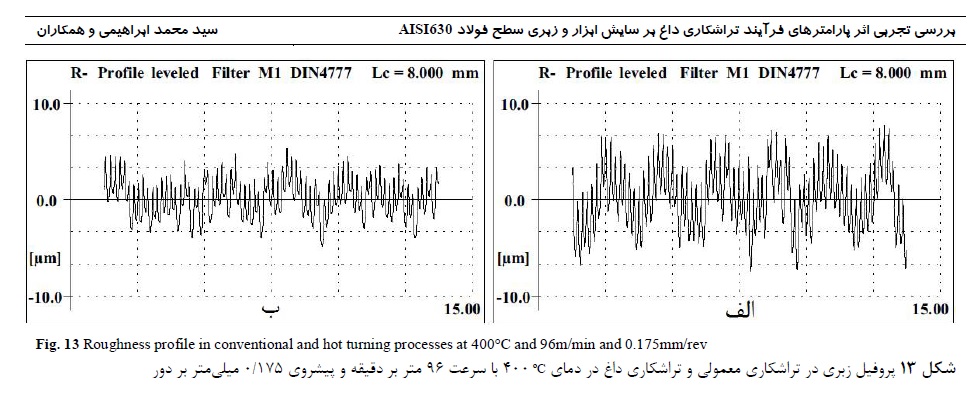 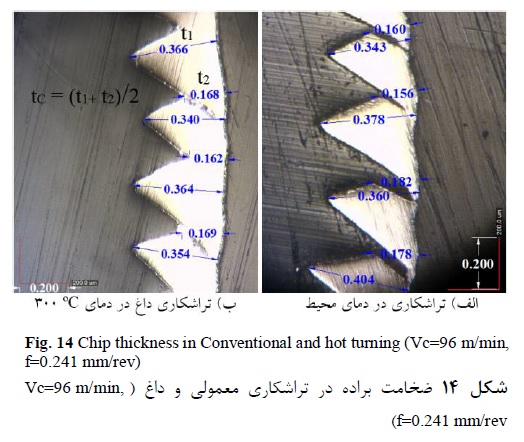 دلیل سوم برای کاهش زبری سطح در تراشکاری داغ نسبت به تراشکاری معمولی. کاهش نوسانات نیروی تراش است. «کالامز» و همکارانش نشان دادند. که زبری سطح علاوه بر وابستگی به مقدار نیروی تراش، به دامنه نوسانات نیروی تراش نیز دارای وابستگی است. به اینصورت که با کاهش دامنه نوسانات نیرو، زبری سطح قطعه کار کاهش می یابد. با استفاده از مدل اجزا محدود، ابراهیمی و همکاران، مقدار دامنه نوسانات نیروی تراش در پیشروی 0/175 میلی متر بر دور محاسبه شد. و در شکل 15 رسم شد. مشاهده می شود که در هر سرعت برشی، با افزایش دمای پیش گرم قطعه کار، دامنه نوسانات نیروی تراش کاهش می یابد. نتایج جدول 2 نیز نشان می دهد که با افزایش دمای پیش گرم تا 400 درجه سانتی گراد، زبری سطح کاهش می یابد. یافتن پارامترهای بهینه تراشکاریبرای پیدایش مقادیر بهینه دما، سرعت برشی و نرخ پیشروی از نرم افزار Minitab استفاده شد. بدین منظور هر دو خروجی سایش ابزار و زبری سطح با ضریب وزنی یک در نظرگیری شدند. همچنین درجه اهمیت هر دو خروجی یکسان در نظر گرفته شد. و مقدار «شرایط مطلوب» یا Desirability توسط نرم افزار محاسبه شد. مقدار «شرایط مطلوب» بین صفر و 1 است و نزدیک بودن. به عدد 1 به این معنی است که پارامترهای مستقل به گونه ای انتخاب شدند. که پاسخ ها از مطلوبیت بیشتری برخوردار هستند. با توجه به شکل 16، دما، سرعت برشی و نرخ پیشروی بهینه در تراشکاری فولاد سخت شدۀ AISI630. به ترتیب 400 درجه سانتی گراد، 65m/min و 0/102mm/rev هستند. با انجام تراشکاری در این شرایط، سایش سطح آزاد ابزار. و زبری سطح قطعه کار به ترتیب 22% و 27% نسبت به تراشکاری خشک در دمای محیط کاهش می یابند. 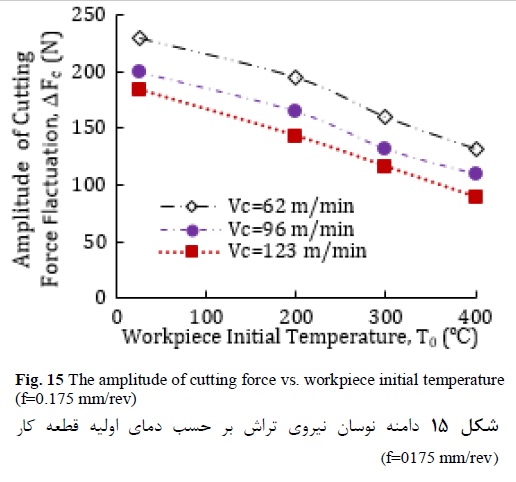 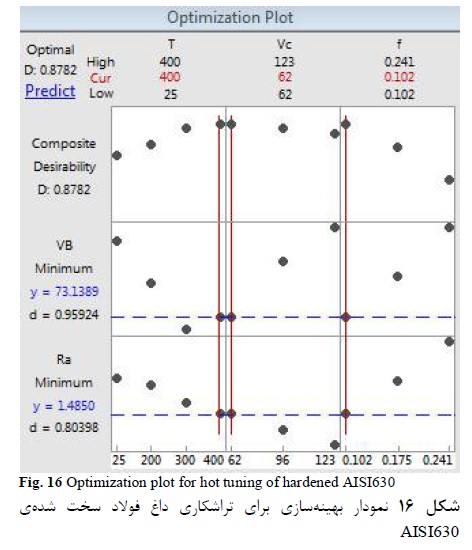 نتیجه گیریدر این تحقیق فرآیند تراشکاری معمولی و تراشکاری داغ فولاد زنگ نزن. رسوب سخت شده AISI630،در سه دمای 200 درجه سانتی گراد، 300 درجه سانتی گراد و 400 درجه سانتی گراد بصورت تجربی مورد بررسی قرار گرفت. اهم نتایج حاصله عبارتند از: -با افزایش دمای پیش گرم قطعه کار از 25 درجه سانتی گراد تا 300 درجه سانتی گراد سایش سطح آزاد ابزار کاهش می یابد. با افزایش بیشتر دمای پیش گرم قطعه از 300 درجه سانتی گراد به 400 درجه سانتی گراد. افزایش جزیی در سایش سطح آزاد ابزار ایجاد می شود. -انجام تراشکاری داغ در دمای 300 درجه سانتی گراد سبب کاهش سایش سطح آزاد ابزار به مقدار حداکثر 33% نسبت به تراشکاری معمولی گردید. این کاهش سایش، در سرعت برشی 62 متر بر دقیقه و پیشروی 0/175 میلی متر بر دور حاصل گردید. فرآیند تراشکاری داغ بر سایش -در هر سه نرخ پیشروی، با افزایش دمای اولیه قطعه کار از 25 به 400 درجه سانتی گراد. مقدار زبری سطح قطعه کار، کاهش یافته است. -کمترین زبری سطح قطعه کار، در دمای 400 درجه سانتی گراد. با سرعت برشی 96 متر بر دقیقه و پیشروی 0/175 بدست آمد. در این حالت زبری سطح نسبت به تراشکاری معمولی 36% کاهش یافت. -دما سرعت برشی و نرخ پیشروی بهینه در تراشکاری فولاد سخت شدۀ AISI630 به ترتیب 400 درجه سانتی گراد، 62m/min و 0/102mm/rev هستند. در این شرایط، سایش ابزار و زبری سطح به ترتیب 22% و 27% نسبت به تراشکاری خشک در دمای محیط کاهش یافتند. -انواع سایش ابزار نظیر سایش سطح آزاد، شکست لبه ابزار. و کنده شده پوشش ابزار در تراشکاری معمولی و داغ این فولاد مشاهده شد. و علت اصلی رخداد این نوع از سایش ها دو مکانیسم چسبندگی و خراش می باشد. مهندسی ساخت و تولید ایران، اردیبهشت 1400، دوره 8 شماره 2 شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.ارتباط با ما: ارتباط با ما در شبکه های اجتماعی https://t.me/foolad_paytakht تلگرام https://www.instagram.com/folad_paytakht اینستاگرام https://www.instagram.com/foolad_paytakht.ir اینستاگرام :: برچسبها: فرآيند تراشکاري داغ بر سايش ابزار , نوشته شده در سه شنبه 3 آبان 1401
فلز برنج – برنج (Brass) ترکیبی آلیاژی از مس و روی است. معمولاً ترکیب این آلیاژ با عناصر دیگر را برنز می گویند. گاهی اوقات نام عنصر آلیاژی به همراه برنز آورده می شود. برای مثال: برنز قلع دار یا برنز فسفردار. صدها نوع ترکیب گوناگون در هر یک از این گروه ها وجود دارد.فلز برنج  با تغییر مقدار روی، خواص آلیاژهای مس – روی نیز تغییر می کند. برنج های مس – روی که عناصر اضافی مانند قلع، آلومینیوم، سیلیسیم، منگنز، نیکل و سرب دارند به عنوان برنج های آلیاژی نام دارند. برنج از مدت ها پیش حتی قبل از تاریخ مورد شناخت بود. در آن زمان که انسان هنوز فلز روی را نمی شناخت. با ذوب کردن مس همراه با کالامین (سنگ معدن فلز روی) برنج تولید می کرد. برنج معمولاً قابلیت چکش خواری بیشتری نسبت به مس و روی دارد و دمای ذوب آن تقریباً بین 900 تا 940 درجه سانتی گراد است. البته سختی و نرم بودن آن می تواند با تغییر نسبت مخلوط مس و روی تغییر کند. مس داخل برنج (از طریق اولیگو دینامیک) خاصیت میکروبکشی به آن می دهد. به همین خاطر از برنج به عنوان دستگیره و دیگر فلزات رایج در بیمارستان استفاده می کنند. امروز تقریباً 90% از فلزات برنج بازیافت می شوند. چون فلز برنج خاصیت مغناطیسی کمی دارد و به راحتی می توان آن را از فلزاتی که معمولاً با آنها مخلوط می شود جدا کرد. بدین ترتیب برنجی که می گردد را دوباره بازیافت می کنند. چگالی برنج ریختگی در حدود 8400 تا 8700 کیلوگرم بر مترمکعب می باشد.  خواص فیزیکیاکثر آلیاژهای برنج دارای دامنه انجماد بسیار کم هستند. و وجود فلزات دیگر در مس عملاً باعث پائین آمدن نقطه ذوب می شود. و هر قدر دامنه انجماد کمتر باشد، سیالیت آلیاژ بهتر خواهد بود ولی این امر معمولاً با زیاد شدن حجم انقباض متمرکز همراه است. برنج از نقطه نظر شبکه محلول های جامد مس و روی دارای خواص زیر می باشند:
دسته بندی آلیاژی مسآلیاژهای مس مانند آلومینیوم به دو دسته آلیاژهای کارپذیر (نوردی) و ریختگی تقسیم می گردند. هر دسته از این آلیاژها نیز بر حسب شرایط ترکیبی عناصر آلیاژی می توانند عملیات حرارتی پذیر یا عملیات حرارتی ناپذیر باشند. انواع برنج های کارپذیر (نوردی) فقط حاوی مس و روی می باشند و عناصر دیگر در حد ناخالصی در آنها وجود دارد و برنج های آلیاژی علاوه بر مس و روی حاوی عناصر دیگری نظیر سیلیسیم، آهن ، قلع و سرب و … هستند و بیشتر از طریق ریخته گری شکل می گیرند. برنج با 5 تا 15 درصد رویکار بر روی قطعه در حالت سرد (Cold working). این نوع برنج ها به ویژه هنگامی که میزان روی آنها نزدیک به 15 درصد باشد به راحتی قابل انجام است. این برنج ها از قابلیت شکل پذیری خوب و مقاومت خوردگی بالایی برخوردارند، اما به سختی ماشینکاری می شوند. آلیاژهایی که در این گروه قرار می گیرند. عبارتند از: برنج طلاکاری (به 5 درصد روی). برنز صنعتی (با 10 درصد روی)، و برنج قرمز (با 15 درصد روی). برنج طلاکاری بیشترین کاربرد را در صنعت طلا و جواهرسازی برای ساخت روکش های طلایی رنگ دارد. شکل پذیری این برنج مانند مس است اما استحکام آن بیشتر است. در ضمن قابلیت ماشینکاری ضعیفی دارد. برنز صنعتی به علت قابلیت شکل پذیری آن در جواهرسازی، آهنگری و پرسکاری بکار می رود. قابلیت ماشینکاری آن ضعیت است، اما دارای خواص کار در حالت سرد بسیار خوبی است. به همین علت از آن برای ساخت لوله های کویل رادیاتورها و کندانسورها استفاده می شود. آلیاژ برنج با 20 تا 36 درصد رویآلیاژهایی که در این گروه قرار می گیرند. عبارتند از: برنج کم روی (با 20 درصد روی). برنج فشنگ (با 30 درصد روی)، برنج معمولی (با 35 درصد روی). از آنجا که روی ارزانتر از مس است، آلیاژهایی که درصد روی آنها بیشتر است ارزانتر هستند. این آلیاژها قابلیت ماشینکاری بهتر و استحکام بالاتری دارند. اما مقاومت خوردگی آنها پایین است. و امکان ترک خوردگی فصلی (Season Cracking) در نقاط دارای تنش های پسماند در آنها وجود دارد. برنج کم روی بسیار شبیه برنج قرمز است و برای قطعاتی که نیاز به عملیات کشش عمیق (Deep Drawing) دارند استفاده می شوند. در میان آلیاژهای مس – روی دارای بهترین ترکیب شکل پذیری و استحکام است. پوکه های فشنگ در ابتدا کاملاً به روش کار در حالت سرد تولید می شدند. فرآیند ساخت از چندین مرحله عملیات کشش عمیق تولید می شد. که پس از هر با کشش، قطعه بازپخت می شد تا برای مرحله بعد مهیا شود. گرچه قابلیت کار در حالت گرم برنج معمولی ضعیت است. اما عملاً می توان از آن در بسیاری از فرآیندهای ساخت استفاده نمود و تنوع محصولات این آلیاژ نیز به همین علت است. فلز برنجاگر مقادیر اندکی سرب به برنج افزوده شود، قابلیت ماشینکاری آن بسیار بالا می رود. و تا حدی نیز قابلیت کار در حالت گرم آن نیز بهتر می شود. افزودن سرب به برنج، خواص جوشکاری و انجام کار در حالت سرد را دچار مشکل می کند. از آلیاژهای این گروه می توان به برنج کم سرب (با 35.5 درصد روی، 0.5 درصد سرب). برنج پر سرب (با 34 درصد روی، 2 درصد سرب)، و برنج خوش تراش (با 35.5 درصد روی، 3 درصد سرب) اشاره کرد. برنج کم سرب نه تنها دارای قابلیت ماشینکاری خوبی است. بلکه خواص کار در حالت سرد خوبی نیز دارد به گونه ای که مناسب ساخت قطعات مختلف ماشین تراش است. برنج پر سرب که گاهی اوقات ((برنج حکاکی)) نیز نامیده می شود. برای ساخت ابزارآلات، قفل و قطعات ساعت بکار می رود. آلیاژ برنج خوش تراش که برای ساخت قطعات ماشین های تراش به کار می رود دارای مقاومت خوردگی خوب و خواص مکانیکی مطلوبی است. برنج مفرغ (Admiralty Metal) (با 28 درصد روی) دارای یک درصد قلع است. که مقاومت خوردگی خوبی به ویژه در مقابل آب دریا به آن می دهد. این آلیاژ دارای استحکام و شکل پذیری خوبی است ولی قابلیت ماشینکاری و نورد آن ضعیت است. به علت مقاومت بالا در مقابل خوردگی، از آن در ساخت تجهیزات نیروگاه و تجهیزات شیمیایی استفاده می شود. برنج آلومینیوم دار (با 22 درصد روی) دارای 2 درصد آلومینیوم است. و به علت نزدیک بودن خواص آن با برنج مفرغ، دارای کاربردهای مشابهی است. به علت مقاومت بالای برنج آلومینیوم دار در مقابل خوردگی ناشی از جریان های سریع آب. استفاده از آن برای ساخت لوله، در مقایسه با برنج مفرغ دار از ارجحیت بیشتری برخوردار است. برنج با 36 تا 40 درصد رویآلیاژهای برنج با بیش از 38 درصد روی دارای قابلیت شکل پذیری کمتری نسبت به برنج فشنگ هستند. و انجام کار سرد بر روی آنها نیز امکان پذیر نیست. از این آلیاژ اغلب برای کار در حالت گرم و حدیده کاری استفاده می کنند. فلز مونتز (Muntz Metal) (با 40 درصد روی) دارای قیمت ارزان و تا حدودی مقاوم در برابر خوردگی است. برنج دریایی (Nabal Brass) تقریباً دارای همان ترکیب فلز مونتز است با این تفاوت که حاوی 0.75 درصد قلع می باشد. وجود قلع در این آلیاژ سبب بالا رفتن مقاومت آن در برابر خوردگی می شود. کاربرداز این آلیاژ به دلیل خواص ویژه و شکل و رنگ آن در جاهای مختلفی استفاده می کنند:
ساختارهای بلوری برنج بزرگترین وجه تمایز بین انواع مختلف برنج بر اساس ساختار بلوری آنهاست. دلیل این امر این است که ساختارهای اتمی دو عنصر مس و روی متفاوت است. و آنها را بسته به نسبت محتوا و درجه حرارت ترکیب می کنند.  برنج دریاییبرنج دریایی (Naval Brass) به گونه ای از آلیاژ مس اطلاق می شود. که به طور نقریبی از 59% مس، 40% روی و 1% قلع و نیز مقدار کمی سرب تشکیل شده باشد. این آلیاژی جزء خانوادۀ برنج های آلفا – بتا یا برنج های مضاعف (Duplex Brasses) دسته بندی می شود. این خانواده از برنج ها بطور معمول سختی بیشتری نسبت به دیگر برنج ها دارند. همان گونه که از اسم برنج دریایی بر می آید. این آلیاژ به منظور استفاده در کابردهای دریایی گسترش دارد. قلع در اصل برای جلوگیری از خوردگی به این آلیاژ اضافه شده است. حضور سرب در این آلیاژ باعث بالا رفتن قابلیت ماشینکاری این فلز میشود. با این حال برای مثال قابلیت ماشین کاری میلۀ برنج دریایی 35% قابلیت ماشینکاری آلیاژ برنج معمولی است. اضافه کردن قلع علاوه بر مورد که بیان شد باعث می شود. تا برنج دریایی مقاومت بالایی در برابر خروج روی از آلیاژ می شود. خروج روی نوعی استحاله است که در آن روی به واسطه خوردگی از آلیاژ جدا می شود. پدیده خروج فلز روی از آلیاژ برنج دریایی برای اولین بار در سال 1920 میلادی. در لوله های برنجی کندانسور (انتقال حرارت) کشتی ها نمایان شد. در آن زمان به این اتفاق پدیدۀ کندانسوری (Condenseritis) می گفتند. از آن زمان تلاش های بسیاری صورت گرفت تا این مشکل بسیار مخرب در کشتی ها حل شود. ابداع برنج دریایی یکی از تلاش هایی است که در این راستا بود. استفاده از این آلیاژ تنها محدود به صنایع دریانوردی نمی شود. از این آلیاژ به دلیل دارا بودن استحکام کششی و مقاومت برشی بیشتر نسبت به سایر آلیاژهای مس. در کاربردهای صنعتی مختلف همچون شیرهای صنعتی استفاده می شود. پدیده روی زدایی برنج دریاییزمانی که یکی از عناصر آلیاژی که دور تر از آرایش گاز نجیب نسبت به عناصر دیگر قرار دارد. از ساختار آلیاژ حذف می شود و در مورد برنج دریایی یک ساختار متخلخل از مس بدون مقاومت مکانیکی به جای می گذارد. بیان می شود که خروج عنصر آلیاژی واقع شد برخی آلیاژهای مس مانند برنج دریایی تمایل بسیار زیادی به از دست دادن عنصر آلیاژی خود. و در نتیجه ترک خوردگی براساس تنش را دارا هستند. این ترک خوردگی ها بسیار سریع رخ می دهند و آثارشان برای این فلز به شدت مخرب است. این پدیده بیشتر در بین آلیاژهایی از مس که حاوی روی هستند رخ می دهد. اگرچه در ترکیبات مس – منگنز، و در واقع نادرتر در آلیاژ مس – نیکل نیز رخ می دهد. در خصوص برنج، این پدیده با نام خروج روی (dezincification) شناخته می شود و در مواقعی رخ می دهد. که آلیاژی دارای 15% یا بیشتر فلز روی باشد. در عنصر برنج های آلفا، پدیده خروج روی باعث ایجاد یک لایه یکنواخت از مس متخلخل می شود. در برنج های دوفازی (فاز آلفا و بتا)، عموماً فاز بتا مورد حمله قرار می گیرد و آلیاژ تکه تکه می شود. برخی از عناصر آلیاژی مانند آرسنیک، آنتیموان و فسفر می توانند. باعث جلوگیری از لایه لایه شدن آلیاژ برنج آلفا شوند. اما نمی توانند باعث جلوگیری از تکه تکه شدن برنج آلفا – بتا شوند. در آلیاژهایی با حدود 30% روی، این عناصر در حد 0.02 – 0.1% موجود می باشند. برخی از آلیاژهای مس از جمله برنج دریایی و مس – منگنز بسیار مستعد خوردگی تنشی هستند. این پدیده زمانی شدت پیدا می کند که میزان عناصر فعال در آلیاژ یا سطح تنش افزایش یابد. خوردگی تنشی معمولاً در حضور آمونیاک یا ترکیبات آن رخ می دهد. اگرچه مواردی از خوردگی تنشی برنج دریایی در مجاورت سیترات ها، تارترات و نیترات ها نیز گزارش شده است. مقاومت در برابر خوردگیمس به طور معمول مقاومت بالایی در محیطهای خورنده مانند آب و هوای دارای فلوراید از خود نشان می دهد. مس و برخی از آلیاژهایش بسیار مستعد خوردگی شیاری هستند. اما مکانیزم رخداد این پدیده با مکانیزمی که در فولاد زنگ نزن رخ می دهد بسیار مقاوم است. اگرچه بطور کلی برنج برای استفاده در محیط های مرطوب مناسب است. اما پدیدۀ روی زدایی یکی از بزرگترین مشکلات این نوع از آلیاژها است مخصوصاً در شرایطی که محیط اسیدی یا بازی است. به این منظور برای به کاربردن این آلیاژها در محیط های مرطوب اسیدی یا بازی مقادیر کمی از قلع. آرسنیک و فسفر به این آلیاژ اضافه می شود. از برنج دریایی در مبدل های حرارتی کشتی های دریا نیز استفاده می شود. برنج دریایی علاوه بر مستعد آسیب بودن در برابر خوردگی تنشی نسبت به خوردگی حفره ای نیز بسیار آسیب پذیر هستند. این پدیده زمانی رخ می دهد که برنج دریایی در مجاورت سولفیدهایی قرار بگیرد. که در شرایط رکود سیستم در مجاورت آب دریا به وجود آمده است. برای به کاهش حداقلی این حساسیت در برابر حمله سولفیدها از سولفات های آهنی در ساختار آلیاژ استفاده می شود. مکانیزم روی زداییمس تشکیل شده توسط روی زدایی برنج، در تصاویر میکروسکوپی، یک لایه متراکم در سطح، تقریباً متناسب با ضخامت عمق روی زدایی است. در مس زیرین غالباً حلقه های رشد لایه های مس متناوب، کم و بیش متراکم قابل مشاهده است. گاهی اوقات این لایه ها دارای نواردهایی از اکسید حجیم هستند و باند باریک از مس متراکم معمولاً در مجاورت جبهه خوردگی مشاهده می شود. این ویژگی ها بر اساس مشاهدات آزمایشگاهی توضیح داده شده اند که می توانند توضیح مناسبی برای مکانیزم روی زدایی باشند. اولین مرحله در روی زدایی و یا خوردگی حفره ای برنج انحلال مس و روی است. فلز برنج فلز برنجاز انحلال مس کلرید مس به وجود می آید. در خوردگی حفره ای، کلرید مس رسوب شده و متعاقباً هیدرولیز یا اکسیده می شود و به محصولات ثانویه تبدیل می شونند. در روی زدایی اما کلرید مس (I) به مس اولیه در نقطۀ شروع تبدیل می شود. برنج آلفا و برنج آلفای غیر آرسنیکی هر دو کلرید مس (I) را به مس کاهش می دهند. (بتا خیلی راحت تر)، اما آلفای دارای آرسنیک چنین نمی کند. این اختلافات بین سه نوع برنج در حساسیت نسبی آنها نسبت به روی زدایی منعکس می شود. شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم. :: برچسبها: فلز برنج,BRASS, کاربرد برنج, برنج های کارپذیر,کار سرد , نوشته شده در یک شنبه 1 آبان 1401
فولاد تندبر-فولاد تندبُر (High -speed steel) در اصطلاح به اختصار HSS خوانده می شود. زیر مجموعه ای از فولادهای ابزاری است که معمولاً جهت ساخت ابزارهای برشی از آن استفاده می شود. فولاد تندبر این فولاد معمولاً در ساخت مته و تیغه های صفحه اره گرد بُر کاربرد دارد. طبق تعریف استاندارد ASTM A600-92a. فولادهای تند بر به دلیل قابلیتشان در ماشینکاری مواد در سرعت های نسبتاً بالا به این طریق نامگذاری شده اند. این فولادها، آلیاژهای پایه آهن پیچیده ای از کربن، کروم، مولیبدن یا تنگستن یا هر دو هستند. و ممکن است در بعضی موارد درصد بالایی از کبالت نیز داشته باشند. این فولادها نسبت به فولاد های کربن-بالایی که تا دهه 1940 استفاده می شد. برتری داشته و سختی خود را در دماهای بالاتری حفظ می کنند. این ویژگی باعث شده تا ابزارهای برشی ساخته شده از جنس HSS. قابلیت کار در سرعت های بالاتری نسبت به فولادهای کربن – بالا داشته باشد. و به همین دلیل فولاد تندبر نامگذاری شده است. از جمله ویژگی های شناخته شده فولادهای تندبر داشتن سختی (معمولاً بالای 60 راکول) و مقاومت به سایش بالا است. که معمولاً به میزان تنگستن و وانادیوم به کار رفته در ساخت آنها ارتباط دارد. کاربرد اصلی فولادهای تندبر ساخت ابزارهای برشی مانند : مته ها، قلاویز، فرز انگشتی (End mill). تیغچه تراشکاری، هاب چرخنده تراشی و تیغه های اره گردبر است. انواع فولاد تندبرفولادهای تندبر آلیاژهایی هستند که خواص خود را از تنگستن یا مولیبدن و معمولاً هر دو بدست می آورند. این فولادها جزو سیستم آلیاژی چند – جزئی آهن – کربن – X هستند. که در آن X نشانگر یکی از عناصر کروم، تنگستن،مولیبدن ،وانادیم یا کبالت است. معمولاً درصد عنصر X بیشتر از 7% به همراه بیش از 0.6% کربن است. این درصدها به تنهایی باعث افزایش سختی فولادها نشده. و برای تبدیل به فولاد تندبر واقعی نیاز به عملیات حرارتی دما بالا دارند. در سیستم واحد نامگذاری (UNS)، گریدهای نوع تنگستنی (برای مثال T1 و T15) به صورت سری T120XX نامگذاری می شوند. در حالیکه گریدهای نوع مولیبدنی (برای مثال M2 و M48) به صورت سری T113XX نامگذاری می شوند. در استاندارد ASTM هفت نوع گرید تنگستنی و 17 نوع گرید مولیبدنی به رسمیت شناخته شده است. افزودن مجموع حدود 10% تنگستن و مولیبدن راندمان سختی و استحکام فولادهای تندبر را پیشینه کرده و کمک می کند. که این فولادها در دماهای بالا این خواص را حفظ کنند. فولادهای تندبُر تنگستنیT1 اولین فولاد تندبر ساخته شده می باشد که در سال 1903 اختراع شد و حاوی 14% تنگستن بود. این فولاد امروزه با فولاد M2 جایگزین شده است. فولادهای تندبُر مولیبدنی M1 فولاد M1 خواص استحکام در دمای بالای M2 را ندارد. اما نسبت به شوک مقاوم تر بوده و انعطاف پذیرتر است. M2 فولاد M2 فولاد تندبُر «استاندارد» صنعت و پرکاربردترین آنها است. این فولاد دارای کاربیدهای کوچک و تقسیم شده به صورت منظمی است. که باعث شده این فولاد مقاومت به سایش بالایی داشته باشد. اما حساسیت دکربوریزه شدن آن کمی بالاست. سختی این فولاد پس از عملیات حرارتی برابر سختی T1 میشود. اما مقاومت به خمش آن تا 4700 مگاپاسکال می رسد. همچنین استحکام و خواص ترموپلاستیسیته آن 50% بیشتر از T1 است. از این فولاد برای ساخت ابزارهای زیادی از جمله مته، قلاویز، برقو و … استفاده می شود. در استاندارد ISO 4957 فولاد 1.3343 معادل فولاد M2 می باشد. M7 از فولاد M7 برای ساخت مته های بزرگتر که انعطاف پذیری و عمر زیاد. نیز از اهمیت بالایی برخوردار است استفاده می گردد. M50 فولاد M50 خواص استحکام در دماهای بالای سایر گریدهای HSS را ندارد. اما برای دریل هایی که شکست مشکلی اساسی آنها است. و نیاز به انعطاف پذیری بیشتری است مورد استفاده قرار می گیرد. از این گرید معمولاً برای ساخت ساچمه های بلبرینگ های دما – بالا نیز استفاده می شود. فولادهای تندبر کبالتی افزایش عنصر کبالت باعث افزایش مقاومت به گرما می شود. و می تواند سختی را تا بالای 67 راکول افزایش دهد. M35 M35 مشابه M2 است که 5% عنصر کبالت به آن اضافه شده است. M35 را معمولاً با نام فولاد کبالتی، HSS یا HSS-E نیز می شناسند. این فولاد نسبت به M2 توان کارکردن در سرعت های بالاتر و عمر بیشتری دارد. M42 فولاد M42 فولاد تندبر سری مولیبدنی بوده که دارای 8 تا 10% کبالت است. از این گرید معمولاً در صنایع تراشکاری و فرزکاری حرفه ای استفاده می شود. چرا که نسبت به سایر گریدهای فولادهای تندبر، خواص مقاومت به گرمای فوق العاده ای دارد. و اجازه می دهد ابزار با سرعت های بیشتری کارکرده و زمان تولید کاهش پیدا کند. همچنین مقاومت به «لب پَر شدن» M42 در هنگام استفاده از آن. برای برش مقاطع ناپیوسته بیشتر از سایر گریدها بوده. و نسبت به ابزارهایی که از جنس کاربید ساخته شده اند. ارزان قیمت تر هستند. ابزارهای ساخته شده از این گرید معمولاً با نماد HSS-Co مشخص می شوند. اثر عناصر آلیاژیسری T حاوی 12 تا 2% تنگستن است و کروم، وانادیوم و کبالت دیگر عناصر اصلی آلیاژی هستند. سری M تقریباً 3.5 تا 10 درصد مولیبدن دارد و کروم، وانادیوم، تنگستن و کبالت سایر عناصر آلیاژی هستند. همه انواع فولادهای تندبر، چه پایه مولیبدنی و چه پایه تنگستنی، حدود 4% کروم دارند. اما درصد کربن و وانادیوم آنها متفاوت است. به عنوان یک قانون کلی زمانی که درصد وانادیم زیاد شود، درصد کربن نیز زیاد می شود. فولاد تندبر تنگستنی نوع T1 حاوی مولیبدن یا کبالت نیست. انواع فولاد تندبر پایه تنگستنی، کبالت دار شامل فولادهای T4 تا T15 است و درصد کبالت در آنها متفاوت است. فولادهای تند بر نوع مولیبدنی M1 تا M10 فاقد کبالت بوده. (به استثنای M6)، اما بیشتر آنها حاوی مقداری تنگستن هستند. فولادهای تندبر ممتاز پایه کبالتی، مولیبدنی – تنگستنی، به طور کلی در سری M30 و M40 طبقه بندی می شوند. فولادهای فوق پر سرعت معمولاً از M40 به بالا نامگذاری می شوند. سختی این فولادها را می توان از طریق عملیات حرارتی به شدت افزایش داد. کربنکربن با اختلاف مهم ترین عنصر تأثیرگذار بوده و به دقت کنترل می شود. با اینکه اکثر فولادهای تندبر محدوده باریکی برای حداقل و حداکثر میزان کربن دارند. تغییرات کوچک حتی در این بازه باریک نیز می تواند. سبب تغییرات چشمگیر در خواص مکانیکی و قدرت برش ماده شود. با افزایش کربن، سختی حین کار و در دمای بالا نیز افزایش می یابد. همچنین افزایش درصد کربن باعث افزایش شکل گیری کاربیدهای پیچیده، پایدار و سخت می شود. افزایش تعداد کاربیدها باعث افزایش مقاومت به سایش می شود. سیلیسیم تأثیر افزایش درصد سیلیسیم تا 0.1% ملایم استت. به صورت کلی معمولاً درصد سیلیسیم کمتر از 45% نگه داشته می شود. منگنزبه طور کلی، غلظت منگنز در فولادهای تندبر زیاد نیست. این امر به دلیل تأثیر منگنز در افزایش تردی و احتمال ترک برداشتن در هنگام کوئنچ کردن ماده است. فسفر هیچ گونه تأثیر مثبتی در فولادهای تندبر نداشته و به دلیل ایجاد پدیده «شکنندگی در دمای سرد». یا تردی در دمای اتاق، غلظت فسفر در حداقل ممکن نگه داشته می شود. کرومکروم در فولادهای تندبر همیشه حضور داشته و غلظتی بین 3 تا 5% دارد. فولادهای تندبر قابلیت سختکاری خود را عمدتاً از وجود کروم بدست می آورند. عموماً درصد کروم در فولادهای تندبر 4% است زیرا به نظر می رسد. که این غلظت بهترین سازش را بین سختی و چقرمگی ایجاد می کند. علاوه بر این، کروم باعث کاهش اکسیداسیون و پوسته پوسته شدن در طی عملیات حرارتی می شود. تنگستنوجود تنگستن در فولادهای تندبر حیاتی است. تنگستن در تمام فولادهای تندبر سری T وجود داشته ولی فقط در دو گرید فولاد سری M وجود دارد. کاربیدهای پیچیده آهن، تنگستن، و کربن که در فولادهای تندبر یافت می شود بسیار سخت بوده. و باعث افزایش چشمگیر مقاومت به سایش ماده می شود. تنگستن باعث افزایش سختی گرم ماده شده، و باعث ایجاد سختکاری ثانویه می شود. وجود تنگستن باعث افزایش چشمگیر مقاومت ماده به تمپر شدن می شود. در زمانیکه درصد تنگستن کاهش یابد، معمولاً درصد مولیبدن را افزایش می دهند تا کاهش آن جبران شود. مولیبدنمولیبدن همان کاربید دو گانه را با آهن و کربن تشکیل می دهد که تنگستن تشکیل می دهد. اما دارای نیمی از وزن اتمی تنگستن است. در نتیجه، مولیبدن می تواند بر اساس تقریباً یک قسمت مولیبدن، بر حسب وزن. به جای دو قسمت تنگستن جایگزین شود. نقطه ذوب فولادهای مولیبدنی کمی پایین تر از فولادهای تنگستنی است. و به همین دلیل به دمای سختکاری کمتری نیاز دارند و محدوده سختکاری باریک تری دارند. وانادیوموانادیم در ابتدا بمنظور پاک کردن ناخالصی های سرباره. و کاهش سطح نیتروژن در عملیات ذوب، به فولادهای تندبر اضافه شد. اما به زودی مشخص شد که این عنصر به طور مؤثری کارایی برش ابزارها را افزایش می دهد. افزودن وانادیوم باعث تشکیل کاربیدهای بسیار سخت و پایدار می شود. که مقاومت به سایش را به طور قابل توجهی افزایش می دهد. و تا حدودی نیز سختی گرم را افزایش می دهد. کبالتتأثیر اصلی کبالت در فولادهای تندبر افزایش سختی گرم و در نتیجه افزایش کارایی برش. در هنگام بالا رفتن دمای ابزار در حین عملیات برش است. گوگردگوگرد، در غلظت های طبیعی 0.03% یا کمتر، هیچ تأثیری بر خصوصیات فولادهای تندبر ندارد. با این حال، گوگرد به برخی فولادهای تندبر خاص اضافه می شود تا باعث ایجاد خاصیت خوش تراشی شود. همانطور که در فولاد های کم آلیاژ این کار را می کند. نیتروژننیتروژن به صورت کلی در فولادهای ذوب شده در مجاور هوا. در غلظت هایی در حدود 0.02 تا 0.03% موجود است. این درصد در برخی فولادهای تندبر عمداً تا 0.04% یا 0.05% افزایش داده می شود. این افزایش درصد نیتروژن اگر با افزایش درصد سیلیسیم همراه شود می تواند باعث افزایش ماکسیمم سختی تمپر شده شود و می تواند بر روی مورفولوژی کاربیدها نیز تأثیر بگذارد. پوشش (Coating)عمر ابزار ساخته شده از فولادهای تندبر را می توان با پوشش دهی. توسط روش هایی مانند انباشت بخار فیزیکی افزایش داد. تیتانیوم نیترید (TiN) یکی از پوشش هاست. وظیفه این پوشش ها معمولاً افزایش خاصیت روانکاری و سختی است. شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم. :: برچسبها: فولاد تندبر , فولاد تندبُر چیست؟ , SPEED STEEL , HIGH , فولاد 3343 , فولاد HSS , مقاطع فولادی , , نوشته شده در پنج شنبه 28 مهر 1401
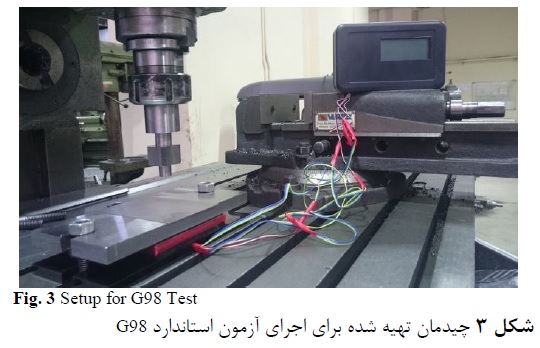
بررسی سایش گالینگ روی قالب های تولیدی ضربه ای حین کار با ورق فولادی پراستحکام پیشرفته بررسی سایش گالینگ به منظور بهبود مقاومت بدنه و کاهش مصرف سوخت. در سالهای اخیر، صنعت اتومبیل سازی بطور گسترده از فولادهای پر استحکام پیشرفته برای تولید اجزای مختلف بدنه خودرو استفاده می نماید. از سوی دیگر، استحکام بالاتر از این نوع فولادها در مقایسه با فولادهای کشش عمیق مرسوم. باعث آن گردید تا به منظور شکل دهی ورق، فشار بالاتری به سطوح ابزار و قطعه کار اعمال شود. این مسأله سبب کاهش طول عمر ابزار میشود. گالینگ، حالتی از خوردگی چسبندگی، بعنوان یکی از مهمترین عوامل افزایش هزینه های نگهداری قالب و همچنین افزایش نرخ اسقاط مورد توجه قرار گرفت. این تحقیق، به منظور مطالعه سایش گالینگ روی قالب تولیدی درب خودروی پژو 405 حین کار با DC04، انجام گرفت. با استفاده از آزمون مورد ارائه توسط استانداردهای بین المللی برای سنجش سایش گالینگ. مقاومت به سایش گالینگ در ورق های کشش عمیق مرسوم و ورق پر استحکام پیشرفته مقایسه گردید. اثر عوامل مختلف از جمله ترکیب شیمیایی ورق، عملیات حرارتی و فرآیند نورد ورق. فشار ورق گیر، سختی و زبری قالب روی سایش گالینگ تعیینی است. در پایان، راه حل های مناسب برای کاهش سایش در ابزار نظیر تغییر نسبت وزنی عناصر به کار رفته در ورق اولیه. پوشش دهی ابزار شکل دهی و تغییر در نیروی ورق گیر پیشنهاد شده است. 1-مقدمهامروزه، افزایش الزامات ساختاری ایمنی توسط استانداردهای بین المللی. و همچنین قوانین مربوط به کاهش آلایندگی اتومبیل، نیاز به افزایش کارایی این صنعت. از طریق استفاده از مواد سبکتر در ساخت اتومبیل را باعث گردید. به منظور اجرای این قوانین و استانداردها، صنایع خودروسازی به استفاده از فولادهای پر استحکام پیشرفته، روی آورده اند. این ورقهای فولادی ضمن کار با قالب های شکل دهی ورق، اثرات سایشی بیشتری نسبت به سایر ورق های فولادی مرسوم بروز می دهند. این موضوع با افزایش زمان تعمیر و نگهداری قالب، محدودیت در حجم تولید محصول را باعث می شود. از این رو، یافتن رااهی برای کاهش میزان سایش در قالب های تولید بدنه خودرو. که از ورق های فولادی پر استحکام پیشرفته استفاده می شود. به دلیل کاهش زمان تعمیر و نگهداری و در نتیجه کاهش قیمت محصول، مورد توجه واقع گردید. بطور کلی عوامل مؤثر در سایش را از جنبه های متفاوتی می توان بررسی نمود. بخشی از این عوامل مربوط به متالورژی ورق و قالب و خواص سطحی آنهاست که تأثیر مستقیمی بر خواص مکانیکی دارد. بخشی دیگر مربوط به پارامترهای کاری قالب های شکل دهی است. تا کنون تحقیقات زیادی در مورد سایش لبه قالب ها ارائه گردید. عطاف و همکاران با مطالعه توزیع تنش روی لبه قالب نشان دادند که پروفیل تنش روی لبه قالب دو نقطه ماکزیمم دارد. مکان نقطه ماکزیمم بزرگتر در ورودی و دیگری با توجه به زاویه خمش ورق روی لبه قالب، در ادامه شعاع قالب اتفاق می افتد. پریرا و همکاران به بررسی دقت پروفیل لبه قالب پرداختند و نشان دادند. که افزایش تلرانس لبه قالب بین از حد قابل قبول 15 میکرومتر، موجب افزایش تنش های وارده به لبه قالب می شود. ونگ و همکاران اثر نیروی ورق گیر و ضرب اصطکاک در توزیع تنش روی لبه های قالب را بررسی نمودند. کر خورن و همکاران به مطالعه اثر ریزساختار فولاد قالب روی اصطکاک قالب با ورق که عاملی تأثیرگذار روی سایش قالب است، پرداختند. فلوکسی و وولرتسن به بررسی سایش در قالب های کشش عمیق در ابعاد میکرو پرداختند. سینگ و همکاران، اثر سرعت فرآیند شکل دهی و اثر روانکار را بر سایش لبه قالب در فورج داغ ارزیابی کردند. همچنین، ونگ و مسعود به بررسی اثر پروفیل منحنی لبه قالب روی توزیع تنش در لبه قالب پرداختند. اگرچه پارامترهای مؤثر بر توزیع تنش روی لبه قالب. به عنوان عامل اصلی در سایش قالب های شکل دهی ورق، به طور گسترده مورد تحقیق قرار گرفتند. اما مطالعه ای در مورد اثر متالورژی ورق در تماس با قالب. به عنوان ماده ای که اثر تنش روی آن نیز بر سایش قالب مؤثرا است. گزارش نشده است. در موارد مشابه، اوکن به بررسی اثر گالینگ در سایش آلیاژهای پایه نیکل و پایه کبالت با استفاده از روش پین روی صفحه پرداخت. بانسالی و میلر، اثر انرژی عیوب لایه ای را بر روی سایش گالینگ فلزات پایه کبالت با روش پین روی بلوک بررسی کردند. وانگ و همکاران اثر پوشش دهی به روش های نیتریده کردن سطح و نفوذ حرارتی کاربید به سطح. در مقاومت به گالینگ ابزار شکل دهی را زمانی که با ورق پر استحکام پیشرفته در تماس باشد، مطالعه کردند. پودگورنیک و همکاران خواص ضد گالینگ نیترید بور هگزاگونال را در شکل دهی آلیاژهای آلومینیوم مطالعه کردند. بهاتاچاریا و همکاران اثر گالینگ ورق های پراستحکام پیشرفته را روی قالب های تریم (برش اضافه کار) مورد مطالعه قرار دادند. کورا و همکاران، سایش قالب را با پوشش های سطحی مختلف، ضمن کار با ورق های فولادی پر استحکام پیشرفته ارزیابی کردند. کورا و کوک ویژگی های سایشی جنس های قالب مورد استفاده برای شکل دهی ورق های فولادی پر استحکام پیشرفته را مورد بررسی قرار دادند. با بررسی پیشینه پژوهش مشخص گردید که تا کنون اثر انرژی عیوب لایه ای و سایش گالینگ در ورق های فولادی پر استحکام پیشرفته. بعنوان ماده خام مورد استفاده در صنایع خودروسازی برای تولید قطعات بدنه خودرو، گزارش نشده است. در این تحقیق تلاش شده است. تا ضمن معرفی استاندارد G98 انجمن تست و مواد آمریکا برای مقایسه مقاومت به گالینگ در بین مواد مختلف. مقاومت به گالینگ بین دو نوع ورق کشش عمیق یا مقداری انرژی عیوب لایه ای متفاوت. در مقابل آلیاژ GGG60 بر اساس استاندارد 1693 مؤسسه استاندارد آلمان که یک آلیاژ پر کاربرد در ساخت قالب های شکل دهی است، بررسی شود. همچنین سعی شده است تا با استفاده از نرم افزارهای تخصصی شکل دهی و مدل کردن قالب مورد نظر. اثر پارامترهای کاری قالب شکل دهی بر روی سایش بدست آید. نتایج حاصل از این تحقیق برای انتخاب ماده اولیه به منظور ساخت قالب های شکل دهی. و انتخاب ورق اولیه و تعیین پارامترهای کاری شکل دهی توسط صنایع خودروسازی مفید خواهد بود. تحقیقات آینده می تواند در زمینه یافتن بازه قابل قبول درصد عناصر محلول در ورق های فولادی پر استحکام پیشرفته. به منظور بروز کمترین احتمال رخداد در گالینگ، متمرکز شود. 2-مکانیزم سایش گالینگبراساس استاندارد G40 انجمن تست و مواد آمریکا، گالینگ گونه ای از آسیب سطحی است. که بین سطوحی که روی یکدیگر می لغزند، ایجاد می شود. و با مشاهده میکروسکوپی زبرشدگی و نقاط آمادگی محلی روی سطح اصلی، قابل تشخیص است. با لغزش سطوح فلزی روی یکدیگر، در اثر پدیده مکث و لغزش مقداری از سطح یک فلز به دیگری منتقل می شود. با ادامه فرآیند و انتقال ماده بیشتر و روی هم انباشته شدن این رسوبات فلزی روی یکدیگر. به تدریج توده سخت و فشرده ای تشکیل می شود. که می تواند استحکام تا 1500 مگاپاسکال داشته باشند. این ذرات ضمن جدا شدن از سطح آشیانه خود و حرکت بین سطوح، موجب خراش های جدی روی سطوح فلزی (قالب و ورق) می شوند. 1-2- انرژی عیوب لایه ای و رابطه آن با سایش گالینگبه طور کلی هر عاملی که باعث تسهیل لغزش صفحات کریستالی روی یکدیگر شود، به سایش گالینگ کمک می کند. مقاومت یک ماده در مقابل گالینگ، معمولاً با فاکتور انرژی عیوب لایه ای بیان می شود. مواد دارای عیوب لایه ای بالا مستعد گالینگ هستند. بانسالی و میلر نشان دادند که کاهش انرژی عیوب لایه ای به کاهش تمایل فلز به گالینگ منجر می شود. جدول 1، میزان انرژی عیوب لایه ای برای عناصر مختلف را نشان می دهد. انرژی عیوب لایه ای برای عناصر مختلف و آلیاژهای گوناگون، متناسب با درصد وزنی آنها متفاوت است. بنابراین برای هر آلیاژ با توجه به عناصر محلول در آن باید از فرمول محاسبه معینی استفاده کرد. در مقایسه اولیه بین ورق های فولادی عاری از عناصر بین نشین (یا IF) و ورق های AHSS. حتی با مساوی بودن میزان انرژی عیوب لایه ای، به دلیل بالا بودن درصد کربن. و کاهش یافتن چسبندگی لایه های کریستالی در ورق های AHSS، می توان پیش بینی کرد. که این ورق ها، استعداد بیشتری به لغزش لایه های کریستالی روی یکدیگر دارند. 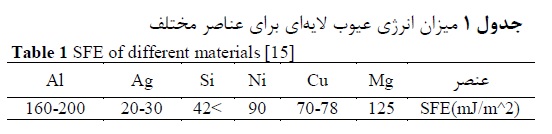 در نتیجه مقاومت به گالینگ کمتری در مقایسه با نمونه های فولادی IF مرسوم دارند. از آنجا که برای بالا نگه داشتن استحکام ورق نمی توان درصد کربن محلول را کاهش داد. باید میزان انرژی عیوب لایه ای ورق های AHSS در حد بهینه کنترل شود. 2-2- آزمون G98 برای مقایسه به گالینگاستاندارد G98 انجمن تست و مواد آمریکا برای مقایسه مقاومت به گالینگ مواد مختلف، چیدمانی مشابه شکل 1 پیشنهاد می دهد. مطابق این شکل، یکی از دو نمونه به صورت پین و دیگری به صورت بلوک بطور عمود در تماس با هم قرار می گیرند. پس از وارد کردن نیروی فشاری معین بر مجموعه پین و بلوک. پین یا بلوک (معمولاً پین) در شرایط خشک و بدون حضور روانکار. یک دور کامل در مقابل دیگری گردش می کند. زمان چرخش پین در مقابل بلوک باید بین 3 تا 20 ثانیه باشد. تمامی ابعاد پین و بلوک به جز قطر و تلرانس ابعادی قطر پین در اختیار کاربر قرار دارد. سایر الزامات مورد نیاز برای اجرای آزمایش در جدول 2 ارائه و معلوم و مشخص است. قبل از اجرای هر آزمایش و برای زدودگی چربی ها، ضروری است که پین با مایع تری کلرواتان شستشوی شود. همچنین بر طبق استاندارد می توان از هر وسیله مکانیکی یا هیدرولیکی. که نیروی مورد نظر را بطور ثابت در طول آزمایش اعمال نماید، استفاده کرد. 3- مقایسه مقاومت به گالینگ ورق فولادی IF با ورق AHSSبه منظور صحه گذاری بر پیش بینی که انجام شد. در بخش قبل مبنی بر کمتر بودن مقاومت به گالینگ ورق های AHSS نسبت به ورق های فولادی IF، با استفاده از چیدمان توصیه شده. توسط استاندارد G98، به مقایسه مقاومت به گالینگ یک نمونه ورق فولادی IF. با یک نمونه ورق AHSS مورد استفاده در تولید بدنه خودروی پژو405 گروه صنعتی ایران خودرو بررسی گردید. 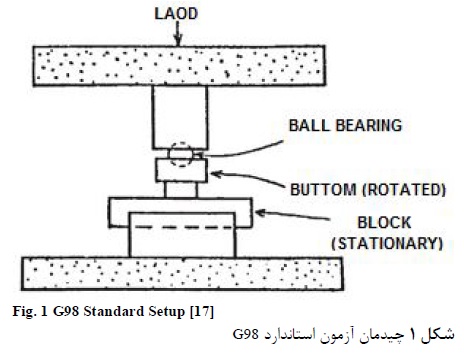 شرایط موجود در اجرای آزمایش، در جدول ای 2 و 3 ارائه شده است. مقایسه شرایط موجود در حین اجرای آزمایش و شرایط استاندارد، مطلوب بودن شرایط اجرای آزمایش را به خوبی نشان می دهد. در این آزمایش از ورق DC04 بر اساس استاندارد انگلیسی 10130 به عنوان نمونه AHSS به کاری گیری شد. که مقدار ضخامت، سختی و زبری سطح هر نمونه در جدول 4. و همچنین آنالیز عناصر موجود در دو نوع ورق با سطح اطمینان 95% در جدول 5 ارائه و معلوم و مشخص است. ساختار زمینه هر کدام از نمونه ها بعد از اچ کردن با بزرگنمایی 100 و 200 برابر در شکل 2 نمایان و مشخص می باشد. متالوگرافی سطح هر دو نمونه نشان می دهد ساختار زمینه هر دو نمونه، فریتی می باشد. برای اعمال نیروی عمودی کنترلی و ثابت در طول اجرای آزمایش از یک دستگاه فرز دکل ساخت ماشین سازی تبریز به کاری گیری می شود. از مزایای استفاده از این دستگاه نگه داشتن مجموعه اعمال نیرو در کلگی دستگاه فرز است. که عمود بودن نیروی وارده بر پین و ورق در طول آزمایش را تضمین می کند. بررسی سایش گالینگ 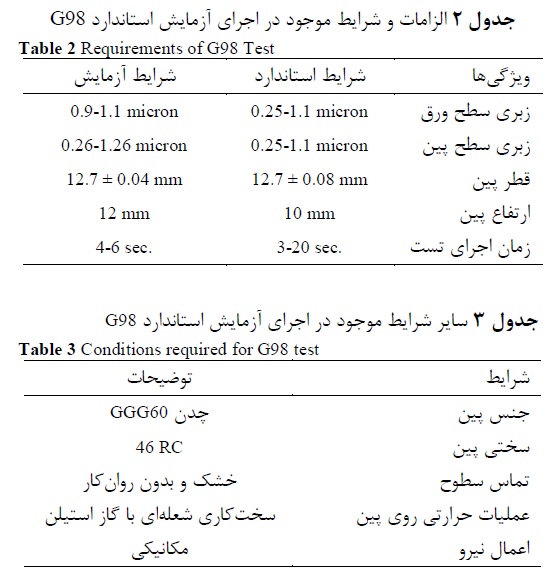 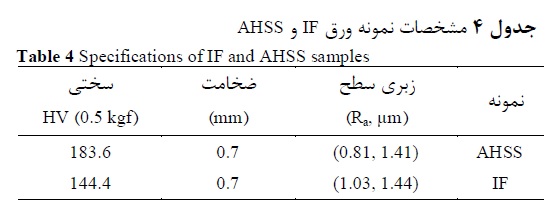 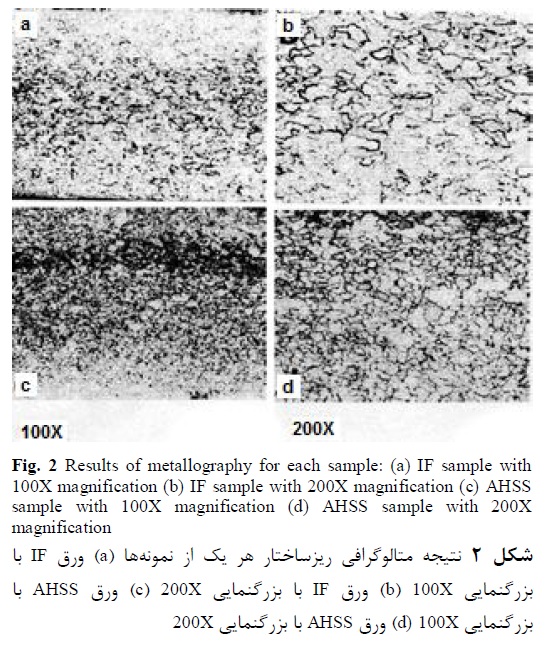 بررسی سایش گالینگ 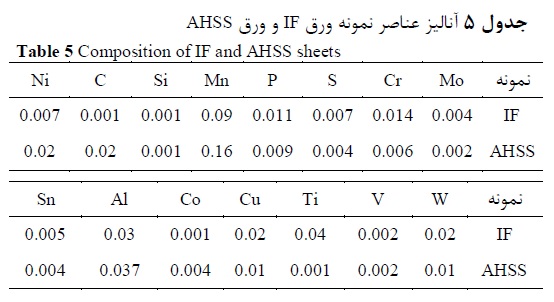 شکل 3، چیدمان آزمایش شامل نیروسنج به همراه نمایشگر تولیدی. برای اطمینان از مقدار و ثابت بودن نیروی اعمالی در طول آزمون، نشیمنگاه ورق، و همچنین پین تولیدی. همراه نگهدارنده آن بر روی کلگی دستگاه را نشان می دهد. بنابراین پیشنهاد استاندارد، نیروی اعمالی از 90 کیلوگرم آغاز می شود و با دوره های 10 کیلوگرم افزایش پیدا می کند. قبل از هر بار آزمایش، سطح پین برای تأمین صافی مورد نیاز سنگ زنی و با مایع تری کلرواتان شستشوی می شود. اندازه نیروی اعمالی تا پیدایش آثار گالینگ در هر دو نمونه ورق فولادی تا نیروی 180 کیلوگرم ادامه پیدا کرده است.
 با توجه به افزایش باند سایش و افزایش میزان پارگی و شخم خوردگی سطح سایش یافت. آستانه پیدایش گالینگ در دو نمونه ورق تعیین گردید. ورق IF در 180 کیلوگرم یا 13/94 مگاپاسکال آثار گالینگ را از خود به نمایش گذاشت. در حالی که ورق AHSS در 130 کیلوگرم یا 10/07 مگاپاسکال آثار گالینگ را از خود نشان داده است. با مقایسه تنش ایجاد گالینگ در دو نمونه می توان نتیجه گرفت ورق AHSS نسبت به ورق IF مورد آزمایش. استعداد بیشتری برای رخداد گالینگ دارد. بنابراین، می توان سایش قالب های شکل دهی ورق در مرحله فرمینگ، را به این موضوع نسبت داد. تماس ورق و قالب در این مرحله، بر اساس فرآیند مکث و لغزش، با اصطکاک بالا ضمن حرکت سطوح روی یکدیگر همراه است. هرچه استعداد گالینگ ورق بیشتر باشد، احتمال جدا شدن ذراتی از سطح ورق و تحمیل سایش به قالب، بیشتر می شود. 4-بررسی نرم افزاری قالب شکل دهیپس از مطالعه گالینگ و به منظور بررسی اثر پارامترهای کاری قالب شکل دهی لازم است. تا با استفاده از نرم افزارهای المان محدود، میزان تنش و احتمال پارگی در قالب شکل دهی ارزیابی گردد. این بررسی در پاسخ به این پرسش که “آیا تنش به وجود آمده. در سطح قالب به میزان بحرانی برای پارگی ورق یا سایش قالب می رسد؟، کاربرد دارد. در این مطالعه، قالب مورد نظر، قالب تولید درب خودروی پژو 405، با استفاده از نرم افزار کتیا مدل سازی گردید. و فرآیند شکل دهی با استفاه از نرم افزار اتوفرم شبیه سازی گشت. تمامی جزئیات اجزای قالب شامل سنبه، ماتریس، ورق گیر، بیدهای مورد بکارگیری. که به منظور کنترل سرعت کشیده شدن و تنش اعمالی روی ورق بصورت نری و مادگی بر روی ماتریس و ورق گیر قرار می گیرند. و همچنین بلوک های فاصله انداز که جهت کنترل کورس حرکتی ورق گیر و کنترل موضعی جریان و تنش. در نقاط مختلف قالب مورد استفاده قرار می گیرند. مد نظر قرار گرفت. و در شکل 5، اجزای مورد مدل سازی قالب نمایان می شود. در این شبیه سازی، کورس حرکتی ماتریس و ورق گیر به ترتیب برابر با 1050 و 170 میلی متر و در جهت پایین می باشد. سنبه در این فرآیند ثابت است. همچنین کل زمان فرایند بر اساس تنظیمات موجود در کارخانه 4 ثانیه در مد نظر قرار گرفت. که 2 ثانیه آن مربوط به حرکت ماتریس از شروع حرکت تا درگیری ورق گیر و 2 ثانیه دیگر آن. مربوط به حرکت هم زمان ماتریس و ورق گیر و انجام عملیات کشش می باشد. به این ترتیب، سرعت حرکت ماتریس قبل از درگیری با ورق گیر برابر با 440 میلی متر بر ثانیه. و سرعت حرکت همزمان ماتریس و ورق گیر برابر با 85 میلی متر بر ثانیه می باشد. 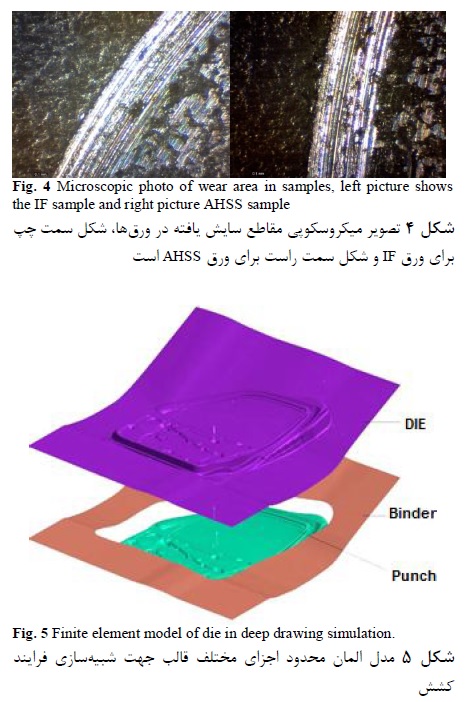 روان کار مورد استفاده بصورت ثابت بر روی سطوح سنبه و ماتریس. و بصورت استاندارد کشش عمیق بگونه ای تعیین گردید تا ضریب اصطکاک برابر با 0/15 شود. البته در واقعیت، این مقدار با توجه به فشار پرس متغیر بوده. و برای نزدیکی بیشتر به واقعیت و بر اساس میزان فشار اعمالی در نقاط مختلف قالب. نرم افزار تغییرات لازم را به صورت خودکار انجام می دهد. با توجه به تنظیمات موجود در کارخانه، مقدار نیروی ورق گیر برابر با 70 تن نیرو قراری گیری شد. هرچند که متغییر کردن آن بر اساس زمان و کورس حرکتی تغییراتی را به همراه خواهد داشت. که موجب کنترل بیشتر روی چین خوردگی ها و پارگی ها خواهد شد. 1-4- نتایج حاصل از بررسی نرم افزاریشکل6، تحلیل المان محدود نرم افزار در مورد تنش های عمودی اعمالی در فرایند شکل دهی را نمایش می دهد. این بررسی نشان می دهد مقدار تنش در مناطق تمرکز تنش، یعنی در لبه ها به بیش از 100 مگاپاسکال می رسد. مطابق شکل 6، لبه بالا سمت راست تودری (منظور قطعه تولیدی قالب است)، منطقه خطرناک از لحاظ توزیع تنش با مقادیر بالای 100 مگاپاسکال است. بررسی سایش گالینگ از این رو هنگام کار قالب با ورق پر استحکام پیشرفته انتظار می رفت تا علائم سایش و خرابی. در این بخش زودتر از سایر بخش های قالب، بروز پیدا کند. مطابق شکل 7، اثرات سایشی استفاده از ورق AHSS روی قالب در بخش مورد انتظار به مقدار بیشتر و وسیع تر ایجاد شد. که بدین ترتیب انتظارات حاصل از بررسی نرم افزاری، تطبیق خوبی با واقعیت نشان داد. به عبارت دیگر، مناطق پر تنش در بررسی نرم افزاری، دقیقاً همان مناطقی هستند که در قالب و بصورت واقعی دچار سایش شدید گردیدند. بررسی سایش گالینگ 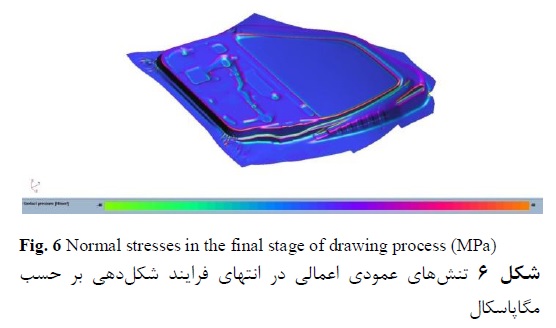  5-نتیجه گیریهمانطور که عنوان شد عوامل بسیار متعددی در سایش قالب های شکل دهی مؤثر هستند. از یک طرف مباحث مربوط به متالورژی ورق و مقاومت ورق در برابر گالینگ و همچنین ویژگی های اصطکاکی مطرح هستند. و از طرفی دیگر مسائل مربوط به پارامترهای شکل دهی اهمیت دارند. بررسی سایش گالینگ در تحقیقی که انجام پذیرفت مباحث مربوط به متالورژی ورق در راستای استعداد به گالینگ ورق های فولادی. بعنوان مکانیزم اصلی سایش در این قالب ها. مورد استفاده در صنایع خودروسازی مطرح و نمایان و مشخص شد. که با تغییر در ترکیب شیمیایی ورق مورد استفاده می توان در جلوگیری از وقوع گالینگ تأثیر گذاشت. در ادامه و با اجرای آزمایش استاندارد G98، همین مسأله در بین دو نوع ورق مورد استفاده در صنایع خودروسازی، مورد مطالعه قرار گرفت. و نمایان و مشخص شد. که یکی از علل سایش بیشتر قالب حین استفاده از ورق AHSS، استعداد به گالینگ بیشتر این ورق نسبت به ورق IF است. همچنین از آنجا که مکانیزم سایش در ارتباط مستقیم با اصطکاک بین ورق و قالب می باشد. تمامی مباحث تأثیرگذار در مقدار اصطکاک از جمله جهت نورد ورق مورد استفاده، روانکار و پوشش سطحی قالب در میزان سایش مؤثر است. هرچند که سخت کاری قالب و پوشش دهی سطحی آن. همانند رسوب بخار شیمیایی و رسوب بخار فیزیکی ترکیبات تیتانیم و کروم در تحمل تنش های وارده به آن نیز اثر گذر است. از جنبه ای دیگر و با بررسی نرم افزاری قالب شکل دهی نشان داده شد. که طی فرایند کشش عمیق، با افزایش تنش های نرمال و برش وارده بر ورق، احتمال بروز سایش گالینگ بیشتر می شود. این مسأله، به خوبی خود را در لبه های قالب که تحت بیشترین تنش هستند، نشان داد. مقایسه تنش نرمال بدست آمده در تست G98 و تنش پیش بینی شده توسط نرم افزار المان محدود. و مطابقت خوب آنها با یکدیگر، صحت شبیه سازی را صحه گذاری نمود. بنابراین می توان با تغییر در پارامترهای کاری شکل دهی از جمله تناژ دستگاه. محل و اندازه بیدها و بلوک های فاصله انداز به کار رفته. و سرعت حرکت اجزای قالب حین اجرای فرایند، تا حدود زیادی از سایش قالب جلوگیری کرد. حمیدرضا بدخشیان، محمد سروش مرکانی، بیژن ملایی داریانی، علی پرویزی شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.ارتباط با ما: ارتباط با ما در شبکه های اجتماعی https://t.me/foolad_paytakht تلگرام https://www.instagram.com/folad_paytakht اینستاگرام https://www.instagram.com/foolad_paytakht.ir اینستاگرام :: برچسبها: بررسی سایش گالینگ روی قالب های تولیدی ضربه ای , نوشته شده در سه شنبه 26 مهر 1401
فولاد ساختمانی یک اصطلاح کلی برای مواد فولاد است. که برای ساخت مصالح ساختمانی در اشکال مختلف مورد استفاده قرار می گیرد. فولاد ساختمانی بسیاری از پروفیل های فولادی به شکل یک تیر بلند است که مشخصات یک مقطع خاص را دارد. شکل پروفیل های فولادی، اندازه، ترکیب شیمیایی، مشخصات مکانیکی مانند مقاومت. شیوه های ذخیره سازی و غیره با استفاده از استاندارد ها در اکثر کشورهای صنعتی تنظیم می شود. اکثر پروفیل های فولادی مانند تیرهای با مقطع I، گشتاور دوم سطح بالایی دارند. به این معنی که از نظر سطح مقطع بسیار قوی هستند. و در نتیجه می توانند میزان بار زیادی را بدون تغییر شکل در خور اهمیت تحمل کنند. فولاد ساختمانی استاندارد آمریکا فولادهای مورد استفاده در ساخت و ساز در ایالات متحده. از آلیاژهای استانداردی که توسط ASTM International شناسایی و مشخص شده اند، استفاده می کنند. این فولادها دارای یک شناسایی آلیاژ هستند که با A. و سپس دو، سه یا چهار عدد پس از آن شروع می شود. درجات چهار عددی AISI فولاد که معمولاً برای مهندسی مکانیک. ماشین آلات و وسایل نقلیه استفاده می شود یک سری مشخصات کاملاً متفاوت است. فولاد های ساختمانی استاندارد که معمولاً مورد استفاده قرار می گیرند عبارتند از:
فولادهای کم آلیاژ مقاوم بالا
Quenched and Self Tempered (QST) W shapes
فولادهای مقاوم دربرابر خوردگی با آلیاژ کم و مقاموت بالا
فولاد های آلیاژی آب دیده
فولاد آهنگری شده
فولاد ساختمانی
بلندترین سازه ها امروزه (که معمولاً به آن “آسمان خراش ها” یا ساختمان مرتفع گفته میشود). به دلیل قابلیت خوب ساخت و همچنین نسبت بالای مقاومت به وزن فولاد. با استفاده از این مصالح ساخته می شوند. در مقایسه با بتن، اگرچه چگالی بتن از فولاد کمتر است. اما نسبت مقاومت به وزن بتن نیز بسیار کمتر است. به همین دلیل یک عضو سازه بتنی برای تحمل یک میزان معین بار به حجم بسیار بزرگی نیاز دارد. فولاد گرچه متراکم تر است اما برای حمل بار به مواد زیادی احتیاج ندارد. اما، این مزیت برای ساختمان های کم ارتفاع، یا برای ساختمان های چند طبقه یا کمتر، اهمیت زیادی ندارد. بارهای ساختمان های کم ارتفاع نسبت به سازه های مرتفع بسیار کمتر است. و در نتیجه استفاده از بتن برای سازه اقتصادی است. این امر به ویژه در مورد سازه های ساده. مانند پارکینگ یا هر ساختمانی که دارای شکل ساده مستطیلی است، صادق است. ترکیب فولاد و بتن مسلحسازه هایی که از این دو ماده تشکیل شده اند. از مزایای فولاد و بتن مسلح هر دو بهره مند می شوند. این روش هم اکنون در بتن آرمه متداول است. که در آن از ظرفیت کششی میلگردهای تقویتی برای تأمین استحکام کششی در اعضای بتنی سازه استفاده می شود. نمونۀ بارز آن در پارکینگ های چند طبقه است. برخی از این پارکینگ ها با استفاده از ستون های فلزی و دال بتن مسطح ساخته می شوند. بتن برای شالوده ریخته می شود و سطحی برای ساخته شدن پارکینگ بر روی آن را به پارکینگ می دهد. ستون های فولادی با پیچ و مهره یا جوشکاری آنها به میخ های فلزی. که بخشی از آن ها از سطح دال بتن ریزی شده بیرون گذاشته شده اند. به شالوده متصل می شوند. تیرهای بتنی پیش ساخته می تواند برای نصب در طبقه دوم، به کارگاه تحویل داده شوند. که پس از آن یک دال بتنی برای قسمت روسازی پارکینگ ریخته می شود. این روند می تواند در مورد چندین طبقه انجام شود. یک پارکینگ از این نوع فقط نمونه ای قابل اجرا از بسیاری از سازه هایی است. که می تواند از بتن مسلح و فولاد استفاده کننند. مهندسی سازه از وجود طرح های بی شماری برای ایجاد ساختمانی کارآمد، ایمن و مقرون به صرفه آگاه است. این وظیفۀ آن مهندس است که در کنار مالکان، پیمانکاران و دیگر طرف های ذینفع در پروژه. برای رسیدن به یک نتیجۀ ایدئال متناسب با نیاز هر کدام از آنها، همکاری کند. مهندس، هنگام انتخاب مصالح سازه ای برای ساختمان، متغیرهای زیادی، از جمله هزینه. نسبت مقاومت/وزن، پایداری مصالح، قابلیت ساخت و غیره را در نظر می گیرد. خواص حرارتیخواص فولاد بسته به عناصر آلیاژی آن بسیار متفاوت است. درجه حرارت آستنیت کننده، دمایی که در آن فولاد به ساختار بلوری آستنیت تبدیل می شود. برای فولاد از 900 درجه سانتی گراد (1650 درجه فارنهایت) در مورد آهن خالص شروع می شود. و با افزایش میزان کربن، دما به حداقل 724 درجه سانتی گراد (1335 درجه فارنهایت). برای فولاد یوتکتیک (فولاد حاوی 83% وزنی کربن تنها)، پایین می آید. با نزدیک شدن میزان کربن به 2.1 % (نسبت به جرم). درجه حرارت آستنیت کننده بالا می رود و به 1.130 درجه سلسیوس (2070 درجه فارنهایت) می رسد. به طور مشابه، نقطه ذوب فولاد بر اساس آلیاژ تغییر می کند. کمترین دما که در آن یک فولاد کربنی ساده می تواند شروع به ذوب شدن کند. درجه حرارت جامد آن، 1130 درجه سانتی گراد (2070 درجه فارنهایت)، است. فولاد، زیر این درجه حرارت، هرگز به مایع تبدیل نمی شود. آهن خالص (فولاد به صفر درصد کربن) با شروع به ذوب شدن 1492 درجه سانتی گراد (2718 درجه فارنهایت). و با رسیدن به 1539 درجه سانتیگراد (2802 درجه فارنهایت) کاملاً مایع است فولاد با 2.1 % کربن وزن. شروع به ذوب شدن در 1130 درجه سانتیگراد (2070 درجه فارنهایت). و با رسیدن به 1315 درجه سانتی گراد (2399 درجه فارنهایت)، کاملاً ذوب می شود. فولاد با بیش از 2.1% کربن دیگر فولاد نیست. اما به عنوان چدن شناخته می شود. شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.ارتباط با ما: :: برچسبها: فولاد ساختمانی , پروفیل فولادی , مقاطع فولادی , فولاد آلیاژی , فولاد ساختمانی استاندارد آمریکا , نوشته شده در یک شنبه 24 مهر 1401
بررسی مودهای شکست لرزه ای و راهکارهای مقاوم سازی مخازن استوانه ای فولادی مهارنشده در یک مجتمع نفتی بررسی مودهای شکست چکیده مخازن استوانه ای فولادی رو زمینی به طور وسیع در مجتمع های نفتی و از جمله انبارهای نفت ایران به کار گیری می شوند. تجربه زلزله های گذشته در کشورهای مختلف نظیر ژاپن، ایالات متحده، ترکیه و غیره نشان می دهد. که این گونه مخازن در مقابل حرکات نیرومند زمین در زلزله بسیار آسیب پذیر بوده. و مطالعات آسیب پذیری و مقاوم سازی آنها از اهمیت زیادی برخوردار است. در این مقاله رفتار لرزه ای 5 مخزن فولادی رو زمینی مهار نشده. در یک مجتمع نفتی با نسبت های ارتفاع به قطر (H/D) مختلف مورد مطالعه قرار گرفتند. و انواع مودهای آسیب شامل کمانش پافیلی، کمانش الماسی. آسیب دیدگی سقف در اثر نوسان سیال، لغزش، واژگونی، بلندشدگی کف و نشست نامتقارن با تحلیل غیر خطی بررسی گردید. در این مطالعات، علاوه بر ارزیابی ضوابط آیین نامه های معتبر از جمله API650 و ASCE. تحلیل های استاتیکی، مودال، طیفی (خطی) و تاریخچه زمانی (غیر خطی) نیز بکارگیری شد. نتایج مطالعات موردی نشان می دهد که با در نظرگیری ارتفاع آزاد سیال داخل مخازن (free Board). برابر 13 درصد ارتفاع آنها، خطر آسیب دیدگی سقف از بین می رود. همچنین مخازن با نسبت ارتفاع به قطر بزرگتر و یا مساوی با یک (≤H/D) ناپایدار می باشند. سایر مودهای آسیب مذکور در مورد مخازن مورد مطالعه حاکم نمی باشند. مقدمه یکی از انواع سازه های مهم که کاربرد فراوانی در پالایشگاه های نفتی دارد. مخازن فولادی رو زمینی نفتی هستند. که به شکل استوانه ای طراحی و اجرا می گردند. در واقع مخزن را وقتی رو میزی گویند که کف آن متکی بر بستر خاک یا پی باشد. یک مخزن فولادی از سه جزء اصلی تشکیل یافته است. بدنه، کف و سقف. کف مخزن ورق تختی می باشد که متکی بر بستر متراکم و یا شالوده گسترده بوده. و سقف آن نیز بسته به نوع ماده ذخیره شده به صورت ثابت و یا متحرک ساخته می شود. بررسی مودهای شکست مخازن رو زمینی نسبت به شرایط تکیه گاهی، به دو گروه تقسیم می شوند. مهار شده و مهار نشده. در یک مخزن مهار شده از حرکت قائم نسبی جداره در سطح پی جلوگیری شده است. در حالیکه یک مخزن مهار نشده در اثر تکان های شدید می تواند از روی زمین یا پی بلند شود. و بنابراین برای تحلیل دقیق دینامیکی آن آنالیز غیر خطی لازم است. رفتار دینامیکی مخازن اولین بار توسط هاوزنر مدل سازی شد. و مبنای طرای آیین نامه ها قرار گرفت. وی چنین عنوان کرد که در یک مخزن دارای سطح آزاد که در معرض شتاب دینامیکی افقی قرار دارد. سیال از دو طریق بر روی جداره اثر می گذارد. 1) فشار نوسانی 2) فشار ضربانی. فشار نوسانی در اثرحرکت سیال مواج در بالای مخزن پدید می آید. و فشار ضربانی در اثر حرکت قسمتی از سیال در پایین مخزن و هماهنگ با پوسته ایجاد می گردد. فرکانس حرکت نوسانی به میزان قابل توجهی پایین تر از فرکانس حرکت ضربانی است. بدین معنی که این مود در پریودهای بالای زلزله تحریک می گردد. در سال 2003 میلادی علی الزینی استاد و محقق دانشگاه کالیفرنیا. مقاله ای تحت عنوان ((بررسی پارامترهای مؤثر در پاسخ لرزه ای غیر خطی مخازن مهار نشده)) ارائه کرد. وی در این تحقیق اثراث فشار هیدرودینامیکی سیال را بر روی جداره مخازن مهار نشده در طول ارتعاشات ناشی از زلزله مورد بررسی قرار داد. و همچنین نتیجه گرفت که احداث مخازن بر روی فوندانسیون های انعطاف پذیر مناسب تر از اجرای آنها بر روی فوندانسیون های صلب می باشد. زیرا نرمی فوندانسیون سبب طولانی شدن پریود ارتعاشی مخازن در برابر نیروهای هیدرودینامیکی می گردد. در سال 2004 میلادی نیز مارتین کولر به همراه پراوین مالهوترا مقاله ای تحت عنوان ((ارزیابی لرز های مخازن مهار نشده)) ارائه نمودند. که درآن هفت مخزن با نسبت های ارتفاع به شعاع مختلف (H/R) تحت بررسی قرار گرفت. آنها چنین عنوان کردند که یک ارتباط تنگاتنگ بین نسبت (H/R) و بلندشدگی کف مخازن وجود دارد. مطالعات آسیب پذیری لرز ه ای مخازن فولادی موجود در یک مجتمع پالایشگاهی در سال 2006 نشان داد. که حدود 40 درصد مخازن موجود بسیار آسیب پذیر بوده و نیازمند مقاوم سازی اساسی هستند. در این تحقیق، 5 مخزن موجود در یک مجتمع پالایشگاهی با نسبت های ارتفاع به قطر مختلف مورد ارزیابی قرار گرفت. علاوه بر کنترل ضوابط آیین نامه ای تحلیل های استاتیکی، مودال، طیفی و تاریخچه زمانی غیر خطی برای هریک از مخازن صورت پذیرفت. مودهای آسیب مخازنآسیب های وارده به مخازن را می توان در قالب هفت معیار آسیب پذیری بیان نمود. که به صورت مختصر عبارتند از: واژگونی وقتی نسبت ارتفاع به قطر زیاد می شود. پایداری مخزن در برابر این آسیب دیدگی کاهش می یابد. علت این پدیده بالا رفتن ارتفاع مرکز ثقل مخزن می باشد. این معیار با استفاده از ضوابط آیین نامه API650 و بر اساس نسبت M[D2(WL+Wt)] کنترل می گردد. در این رابطه M لنگر واژگونی مخزن بر حسب (N/m) و WL وزن محتویات مخزن. و در واحد طول محیط (N/m) و Wt وزن ورق جداره در واحد طول محیط مخزن بر حسب (N/m) می باشند. در صورتی که این نسبت بیشتر از 1/57 باشد مخزن ناپایدار بوده و واژگون خواهد شد. کمانش الماسی جداره تنش های فشاری که ایجاد شد در جداره مخازن سبب بروز کمانش در قسمت های میانی آن می گردد. که کمانش الماسی (کمانش الاستیک) نام دارد. مخازن با ارتفاع زیاد معمولاً دچار چنین آسیبی می شوند. این آسیب با محدود کردن تنش فشاری ایجاد شده. در جداره مخزن و مقایسه آن با تنش مجاز جداره مطابق با ضوابط آیین نامه api650 کنترل می گردد. کمانش پافیلی جداره کمانش پافیلی (کمانشی الاستوپلاستیک) معمولاً در مخازن بزرگ و در ارتفاع 1/5 تا 2/5 متری از کف مخزن رخ می دهد. علت ایجاد چنین کمانشی آن است که در هنگام بلند شدن قسمتی از کف مخزن تحت اثر نیروهای جانبی زلزله. در طرف مقابل آن تنش فشاری قائم به شدت جلوگیری از افزایش می یابد. در این حالت ترکیب دو تنش کششی حلقوی و فشاری قائم باعث ایجاد این کمانش در جداره می گردد. بدین ترتیب جلوگیری از افزایش بیش از حد تنش کششی حلقوی در جداره مخزن معیاری برای کنترل کمانش پافیلی محسوب می شود. لغزش مخزننیروهای برشی ناشی از زلزله در تراز کف مخزن ممکن است بر نیروی اصطکاک غلبه کرده و باعث لغزش مخزن گردد. برای کنترل مخزن در برابر لغزش، برش پایه به عنوان نیروی محرک و نیروی اصطکاک کف مخزن با بستر. به عنوان نیروی مقاوم در نظرگیری می شود. بر اساس پیشنهاد دستورالعمل ASCE برای تأسیسات موجود، حداقل ضریب اطمینان لازم در مقابل لغزش برابر 1/5 می باشد. برای محاسبه نیروی مقاوم در برابر لغزش، ضریب اصطکاک بین کف مخزن و پی برابر 0/4 پیشنهاد گردید. آسیب دیدگی سقفنیروی ارتعاشی ناشی از زلزله باعث ارتعاش مخزن و سیال درون آن می گردد. ارتعاش سیال با فرکانش خیلی پایین تر از فرکانس جداره رخ می دهد. ارتعاش سیال متأثر از ارتعاش جداره نیست. بلکه عموماً به محتوای فرکانسی زلزله بستگی دارد. بنابراین، اگر پیش بینی های لازم صورت نگیرد. ممکن است پوشش سقف مخزن صدمه ببیند و یا محتویات درون آن به بیرون پاشش شود. عامل کنترل کننده در این حالت ارتفاع موج سیال می باشد. بلند شدگی کف بلند شدگی کف مخازن مهار نشده یکی از مودهای آسیب در زلزله های گذشته محسوب می شود. در صورتی که مقدار این بلند شدگی از مقدار مجاز آن (30 سانتیمتر) بیشتر شود. ممکن است منجر به پارگی جداره مخزن و یا شکستگی لوله های متصل به آن گردد. نشست نامتقارن بسترتنش های ناشی از لنگر واژگونی و ضربه های ناشی از بلند شدگی کف مخزن در هنگام زلزله. موجب نشست نامتقارن در تراز پایه می گردد. در نتیجه امکان آسیب دیدگی و خسارت مخزن وجود دارد. حداکثر نشست نامتقارن بستر طبق دستورالعمل های موجود به 5 سانتیمتر محدود گردید. بررسی مودهای شکست مدل سازی و تحلیل مخازن مشخصات هندسی مخازن مورد بررسی به اختصار در جدول (1) بیان گردید و معلوم مشخص است. همچنین مدل سه بعدی یکی از مخازن به همراه چگونگی مش بندی آن در شکل (1) نمایان و مشخص است. 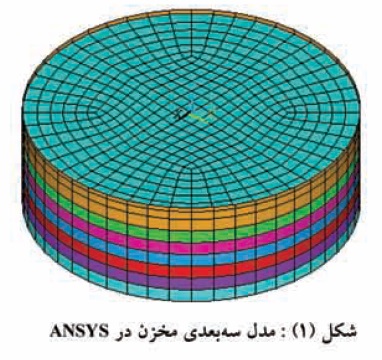 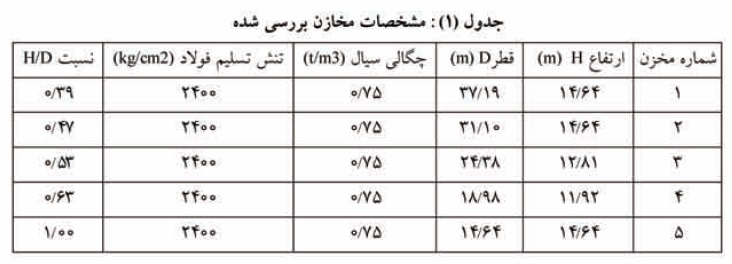 برای مدل سازی رفتار دقیق مخازن به هنگام تحریک زلزله، هم جداره فولادی. و هم سیال درون مخزن به کمک نرم افزار Ansys مدل سازی شده اند. برای مدل کردن جداره از المان Shell63 استفاده شده است. این المان یک المان خمشی – غشائی است. که قابلیت تحلیل نیروهای درون صفحه عمود بر صفحه را دارا می باشد. به علاوه، این المان قابلیت سخت شدگی کرنش و تغییر مکان های بزرگ را دارا می باشد. بررسی مودهای شکست برای مدل سازی سیال از المان Fluid80 استفاده شده است. این المان برای مدل کردن سیال بدون جریان مناسب است. و برای محاسبه فشار هیدرواستاتیک و اندرکنش سیال و سازه کاربرد دارد. همچنین برای مدل کردن بلند شدگی کف مخزن از المان Gap (Link10) استفاده شده است. این المان یک فتر فشاری است که سختی آن در هنگام کشش صفر می گردد. تحلیل استاتیکیبه عنوان اولین گام در تحلیل کمی، مخازن تحت اثر وزن جداره و فشار هیدرواستاتیک سیال تحیلیل شده اند. نتایج این تحلیل بیانگر تنش های کششی حلقوی ایجاد شده در جداره مخزن تحت اثر فشار هیدرواستاتیک می باشد. همچنین، نتایج این تحلیل در ترکیبات بارگذاری مربوط به بارهای ثقلی و زلزله مورد استفاده قرار می گیرد. بررسی مودهای شکست تحلیل مودال مشخصات ارتعاشی یک مخزن شامل فرکانس های طبیعی و شکل های مودی. از جمله پارامترهای مهم در تحلیل دینامیکی آن محسوب می شود. که با تحلیل مودال حاصل می شود. تعیین و بررسی این پارامترها می تواند در تفسیر رفتار دینامیکی مخزن مفید باشد. مودهای نوسانی و ضربانی از جمله مهمترین مودهای ارتعاشی محسوب می شوند که حداکثر جرم مؤثر را به خود اختصاص می دهند. و در تحلیل های دینامیکی حائز اهمیت هستند. تحلیل طیفیپس از انجام تحلیل مودال و تعیین مودهای اصلی مخزن تحلیل طیفی انجام پذیرفت. در این تحلیل برای ترکیب مودها از روش جذر مجموع مربعات (CQC) مورد کاربرد قرار گرفت. طیف طرح ویژه ساختگاه به صورت سه مؤلفه ای با نسبت های 100،30،30 استفاه شده است. نوع خاک محل تیپ III مطابق استاندارد 2800 زلزله ایران می باشد. مطابق دستورالعمل ASCE برای ارزیابی لرزه ای تأسیسات نفتی از طیف طرح ویژه ساختگاه. با احتمال گذر 10 درصد در 50 سال (دوره بازگشت 475 سال) استفاده گردیده که در شکل (2) ملاحظه می شود. 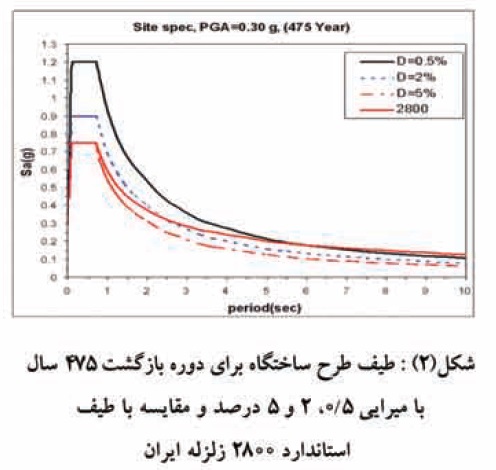 همچنین بر اساس ضمینه E آیین نامه API650 میرایی 2 درصد برای مود ضربانی و میرایی 0/5 درصد. برای مود نوسانی مخزن در نظر گرفته شده است. تحلیل تاریخچه زمانیبا آنالیز تاریخچه زمانی میتوان علیه عوامل غیر خطی را در آنالیز وارد کرد. هدف از تحلیل دینامیکی حل معادلات حرکت حاکمه طبق رباطه (1) تحت اثر نیروهای زلزله می باشد.  این روابط به صورت غیر خطی تحلیل می شوند. و برای بر آورد میزان بلند شدگی کف مخزن و مقادیر دقیق پاسخ های سازه از این نوع تحلیل مورد کاربرد قرار گرفت. میرایی سیستم دینامیکی به صورت میرایی رایلی در نظر گرفته شده است. که طبق رابطه (2) تابع خطی از جرم و سختی است.  که در آن [CFi] ماتریس میرایی المان i ام سیال ویسکوز و m تعداد المان های سیال می باشد. ضرایب a و β از رابطه (3) حاصل می شوند.  در رابطه فوق ωi و ωj فرکانس های دو مود اصلی مخزن و ξi و ξj میرایی مربوط به آنها می باشد. ضرایب a و β برای تحلیل تاریخچه زمانی بکار می رود. در این مطالعات از رکوردهای زلزله های گلبافت، طبس و السنترو که بیشترین تطابق را با شرایط ساختگاه داشتند به کاری گیر گردید. این رکوردها به صورت سه مؤلفه ای در جهات متعامد با نسبت های 100،30،30 درصد به مخازن اعمال گردیده اند. نمودار تاریخچه زمانی شتاب زلزله طبس به عنوان نمونه در شکل (3) نمایان و مشخص است. 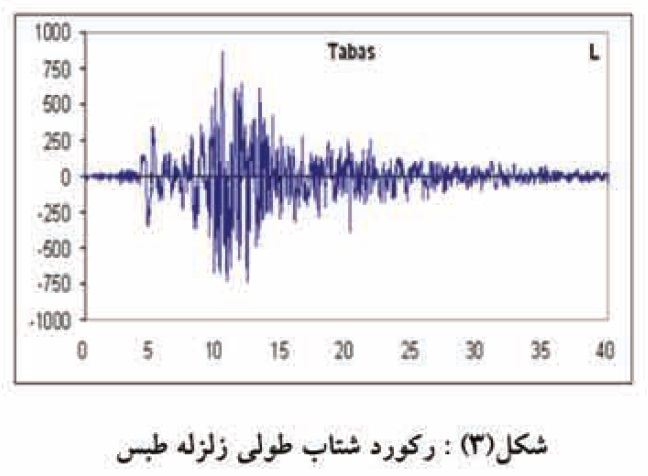 کنترل معیارهای آسیب پذیری مورد بررسی با بهره گیری از نتایج تحلیل های دینامیکی غیر خطی هر یک از مخازن مورد نظر، معیارهای آسیب پذیری مربوطه کنترل گردیده است. که در ادامه بررسی می شوند. کنترل واژگونی به بهره گیری از ضوابط آیین نامه ASCE، نسبت M/[D2(wL+wt)] برای کلیه مخازن مورد نظر محاسبه گردیده. و نتایج آن در جدول (2) نمایان و مشخص است. همانطور که ملاحظه می شود فقط مخزن شماره 5 از نظر واژگونی مشکل دارد. بررسی مودهای شکست تغییرات میزان واژگونی مخازن بر حسب نسبت ارتفاع به قطر (H/D) در شکل (4) نمایان و مشخص است. همانطور که ملاحظه میشود تغییرات مربوطه غیر خطی است که با یک رابطه خطی تقریب زده شده است. روند تغییرات به گونه ای است که با افزایش نسبت (H/D) میزان واژگونی افزایش می یابد. بررسی مودهای شکست 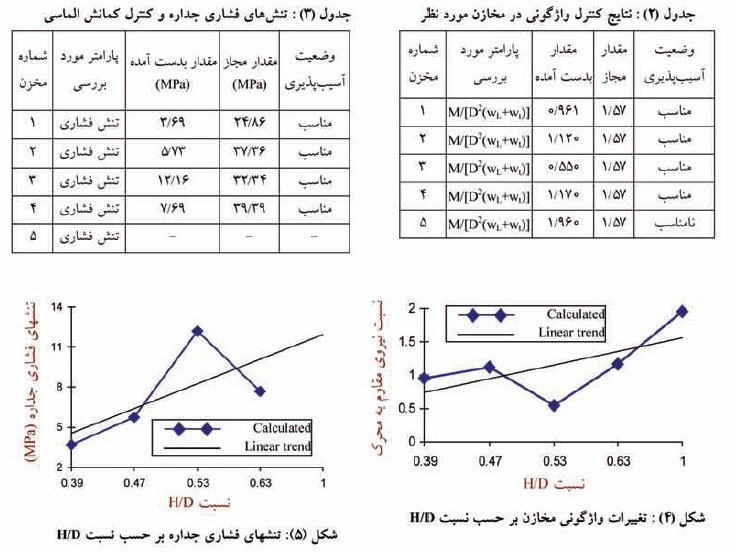 کنترل کمانش الاستیک الماسی در جدارهپس از محاسبه نسبت M/[D2(wL+wt)]. می توان حداکثر مقدار نیروی فشاری در واحد طول محیط جدارۀ مخزن (b) را بدست آورد. این نیرو با توجه به ضوابط آیین نامه API650 محاسبه گردید. و سپس تنش فشاری جداره مخزن (b/1000t) با تنش مجاز مربوطه مقایسه گردید. (t ضخامت ورق جداره به میلیمتر است). نتایج مورد حاصل از این محاسبات در جدول (3) نمایان و مشخص است. همچنین تغییرات تنش فشاری جداره بر حسب نسبت H/D در شکل (5) نمایان و مشخص است. طبق ضوابط آیین نامه API650 کنترل کمانش الاستیک الماسی تنها در مورد مخازنی صورت می گیرد که پایدار بوده و مشکل واژگونی نداشته باشد. در واقع روابط موجود در این آیین نامه برای کنترل کمانش الماسی تنها در مورد مخازن پایدار معتبر می باشد. بنابراین کنترل این پارامتر در مورد مخزن شماره پنج امکان پذیر نیست. کنترل کمانش الاستوپلاستیک پافیلیبرای کنترل این پدیده، تنش های کششی حلقوی در جداره مخازن تحت اثر آنالیزهای مختلف کنترل گردید. و نتایج مورد حاصل، در جدول (4) نمایان و مشخص است . نتایج مورد حاصل حاکی از آنست که مقدار این تنش در تحلیل طیفی بیشتر از مقادیر حاصله از سایر تحلیل ها می باشد. تغییرات این تنش ها بر حسب نسبت H/D در شکل (6) نمایان و مشخص است. طبق دستورالعمل ASCE ظرفیت مجاز تنشهای کششی در جداره مخازن برابر با Fa=1.6(0.6Fy) می باشد. که Fy تنش حد جاری شدن فولاد مصرفی است. و در مخازن مورد بررسی برابر با 2400 کیلوگرم بر سانتیمتر مربع می باشد. همانطور که ملاحظه می شود. مسأله کمانش پافیلی در مورد هیچ یک از مخازن مورد نظر مطرح نیست. 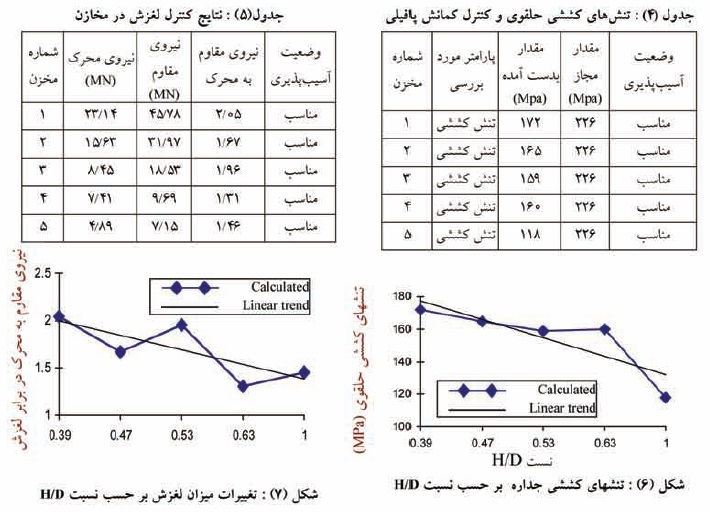 کنترل لغزشبه منظور کنترل لغزش مخازن، حداکثر برش پایه حاصله. برای هر مخزن به عنوان نیروی محرک (V) با استفاده از نتایج تحلیل طیفی و تاریخچه زمانی استخراج گردید. نیروی مقاوم در برابر لغزش توسط وزن سازه و اصطکاک بین کف و بستر مخزن به دست می آید. مطابق آیین نامه ASCE ضریب اطمینان در برابر لغزش مخازن بایستی 1/5 در نظر گیری شد. همچنین ضریب اصطکاک کف مخزن و بستر نیز برابر 0/4 در نظر گرفته شده است. بدین ترتیب برای کنترل لغزش مخازن رابطه (4) بررسی گردید. بررسی مودهای شکست 0.4W≤1.5V که در این رابطه W وزن مخزن و سیال درون آن می باشد. نتایج حاصل از کنترل لغزش مخازن مورد بررسی در جدول (5). و منحنی تغییرات میزان آن بر حسب نسبت H/D در شکل (7) ارائه شده است. همانطور که ملاحظه می شود مسأله لغزش در مخازن مورد نظر وجود ندارد. کنترل نوسانات سیال (Sloshing) و آسیب سقف ارتعاش مخزن و سیال درون آن. در اثر لغزش های ناشی از زلزله سبب پایدار شدن امواجی در سطح سیال درون آن می شود. اگر پیش بینی های لازم در این مورد به عمل نیاید. این امواج سبب وارد آمدگی آسیب هایی به سقف مخازن می گردد. حداکثر ارتفاع امواج ایجادی در سطح سیال مخزن شماره دو به عنوان نمونه در شکل (8) نمایان و مشخص است. نتایج حاصل از دامنه نوسان سیال در مخازن مورد نظر حاصل از تحلیل های دینامیکی در جدول (6). و منحنی تغییرات آن در شکل (9) ارائه گردیده است. همان طور که ملاحظه می شود. ارتفاع آزاد موجود (Free Board) در مخازن کافی نبوده و لذا آسیب پذیر هستند. یک راه حل برای جلوگیری از آسیب دیدگی سقف مخازن افزایش ارتفاع آزاد و راه حل دوم تقویت مخازن می باشد. بر اساس API650 ارتفاع آزاد مورد نیاز معادل 70 درصد ارتفاع موج می باشد. 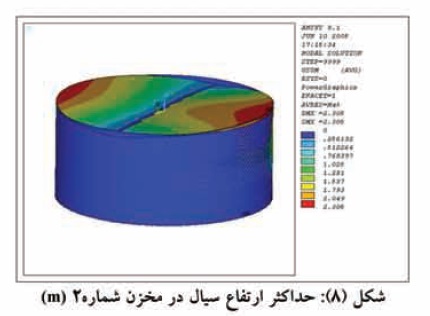 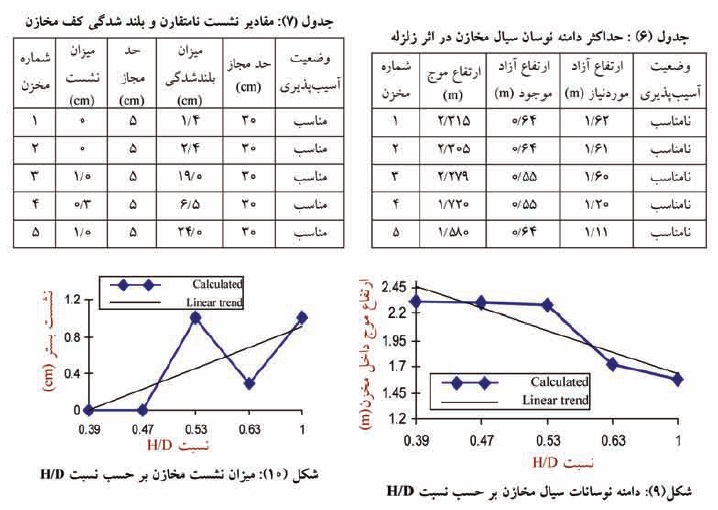 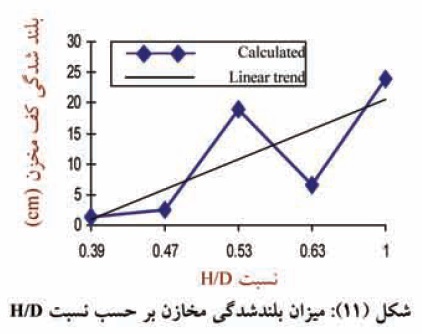 کنترل بلندشدگی و نشست نامتقارن بسترپدیده بلند شدگی و نشست نامتقارن مخازن یک پدیده غیرخطی هندسی می باشد. لذا برای بررسی میزان بلندشدگی کف و نشست ناشی از ضربه این بلندشدگی ها، آنالیز تاریخچه زمانی غیرخطی بر روی مخازن صورت پذیرفت. رکورد زلزله های طبق، گلبافت و السنترو که با شرایط ساختگاهی سازگاری بیشتری دارند، انتخاب شدند. پس از آنالیز تاریخچه زمانی، تغییر مکان قائم گره های کف مخزن تحت رکوردهای فوق بررسی و حداکثر مقادیر آنها استخراج گردید. نتایج تحلیل در جدول (7) آمده است. همچنین نتایج نشست نامتقارن بستر در شکل (10) و نتایج بلندشدگی کف مخزن در شکل (11) نمایان و مشخص است. همانطور که ملاحظه می شود میزان بلند شدگی کف و همچنین میزان نشست بستر در تمام مخازن در محدوده مجاز قرار دارد. ولی با افزایش نسبت ارتفاع به قطر (H/D) این مقادیر افزایش می یابند. راهکارهای مقاوم سازی با توجه به محدودیت های موجود در شناخت میزان دقیق خطر لرزه ای یک ساختگاه برای طراحی یا مقاوم سازی. و کاستی های موجود در مدل سازی های تحلیلی نتایج قطعی قابل ارائه نمی باشد. بنابراین همواره پذیرش سطوحی از خطر اجتناب ناپذیر است. در نتیجه، افزودن حاشیه اطمینان و تأمین ضوابط طراحی و مقاوم سازی. و همچنین بررسی جزئیات با دقت بیشتر می تواند به عملکرد مطمئن و رفتار متناسب مخازن تحت زلزله های محتمل در آینده منجر شود. لذا هدف اصلی در یک پروژه طراحی و یا مقاوم سازی. کاهش خطر و حداقل نمودن آن با در نظر گرفتن امکانات و منابع موجود می باشد. در تمام مخازن بررسی شده، سطح سیال درونی در وضعیت بحرانی قرار گرفته است. بدین ترتیب در ادامه راهکارهایی برای مقاوم سازی این مخازن ارائه گردیده است. به منظور جلوگیری از آسیب های وارده به سقف در اثر پدیده نوسان سیال (Sloshing) که در تمام مخازن مورد بررسی به وجود می آید. کاهش ارتفاع سیال درون مخازن تا سطوح مورد بیان در جدول (6) کم هزینه ترین راه حل محسوب می شود. در این صورت لازم است میزان ارتفاع آزاد (Free Board) حداقل معادل 13 درصد ارتفاع کل هر مخزن در نظر گیری شود. در صورتی که به دلایل خاصی کاهش ارتفاع سیال امکان پذیر نباشد. لازم است با افزودن رینگ فولادی در بالای مخزن، تقویت کنج در مقابل ضربات ناشی از نیروی سال، مقاوم سازی لازم به عمل آید. نتایج حاکی از آن است که مخزن شماره 5 با نسبت ارتفاع به قطر مساوی یک دچار واژگونی میشود و ناپایدار می باشد. در مورد این مخزن پس از بررسی راه حل های پیشنهادی آیین نامه API650. راه حل افزودن یک رینگ بتنی مسلح در پیرامون مخزن (زیر ورق پوسته) و مهار نمودن جداره مخزن. به این رینگ بتنی انتخاب شده است. نمایی از طرح پیشنهادی در شکل (12) نشان داده شده است. میل مهارهای لازم در فواصل مساوی طوری طراحی می شوند. که تحمل تنشها و نیروهای کششی ناشی از لنگر واژگونی را داشته باشند. باید توجه نمود که بر طبق ضوابط آیین نامه API650، فاصله میل مهارها نباید بیشتر از 3 متر در نظر گرفته شود. همچنین قطر مهارها نباید کمتر از 25 میلیمتر باشد. بررسی مودهای شکست تحلیل مجدد مخزن پس از مقاوم سازی نشان می دهد که تنش های کششی جداره برابر 12/34 مگاپاسکال می باشد. که کمتر از مقدار مجاز (43/58 مگاپاسکال) بوده و لذا قابل قبول می باشد.  نتیجه گیریدر این تحقیق 5 مخزن فولادی استوانه ای رو زمینی موجود در یک مجتمع نفتی مورد ارزیابی لرزه ای قرار گرفت. مخازن مورد بررسی در یک ناحیه لرزه خیر قرار دارند. که حداکثر شتاب زلزله طرح ساختگاه معادل 0.3g بر اساس استاندارد 2800 زلزله ایران می باشد. مهمترین یافت های حاصل از مطالعات تحلیلی و ارزیابی ضوابط آیین نامه ای به شرح زیر می باشند: بررسی مودهای شکست 1- به منظور جلوگیری از پدیده واژگونی مخازن مهار نشده، بایستی نسبت ارتفاع به قطر (H/D) آنها از 0/7 کمتر باشد. این نسبت در آیین نامه های موجود به 0/6 محدود شده است. 2- با افزایش نسبت ارتفاع به قطر (H/D)، خطر کمانش الاستیک الماسی در جداره نیر افزایش می یابد. 3- با افزایش نسبت ارتفاع به قطر (H/D)، میزان کمانش الاستوپلاستیک کاهش می یابد. همچنین، در مخازن با قطر بزرگتر، خطر کمانش الاستوپلاستیک پافیلی بیشتر است. 4- در مخازن مورد مطالعه پدیده لغزش بستر اتفاق نمی افتد. تجربه زلزله های گذشته نمایان است که تا کنون در مخازن با قطر بزرگتر از 9 متر لغزش قابل ملاحظه ای نمایان و مشخص نیست. بررسی مودهای شکست 5- با افزایش قطر مخازن دامنه نوسان سایل داخل آنها (Sloshing) نیز افزایش می یابد. لیکن با افزایش نسبت ارتفاع به قطر (H/D)، این دامنه کاهش می یابد. ارتفاع آزاد سایل حداقل بایستی 13 درصد ارتفاع کل مخزن باشد. تا از آسیب دیدگی سقف جلوگیری شود. 6- با افزایش نسبت ارتفاع به قطر (H/D)، میزان بلندشدگی کف و همین طور میزان نشست کف نیز افزایش می یابد. در مخازن بررسی شده که نسبت های ارتفاع به قطر کوچکتر از یک بوده است. (H/D≤I) میزان بلندشگی و نشست بستر کمتر از مقادیر مجاز آیین نامه ای می باشد. شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.ارتباط با ما: ارتباط با ما در شبکه های اجتماعی https://t.me/foolad_paytakht تلگرام https://www.instagram.com/folad_paytakht اینستاگرام tps://www.instagram.com/foolad_paytakht.ir اینستاگرام
:: برچسبها: بررسی مودهای شکست لرزه ای و راهکارهای مقاومت سازی مخازن استوانه ای فولادی , نوشته شده در پنج شنبه 21 مهر 1401
فولاد 4140-Mo40-در این تحقیق، ابتدا نمونه فولاد 4140. در دمای 850 درجه سانتی گراد به مدت 1 ساعت حرارت داده شدند. سپس در دمای 720 درجه سانتی گراد به مدت سه دقیقه نگهداری و به حمام نمک. با دماهای متفاوت 380-400-420- و 450 درجه سانتیگراد به مدت 4 دقیقه منتقل و در نهایت در آب کوئنچ گردیدند. بر اساس نتایج تست کشش با افزایش دمای حمام نمک. (دمای آستمپرینگ) مقادیر استحکام تسلیم، استحکام کششی. و ازدیاد طول کاهش می یابد. شکست نگاری نمونه های تست کشش با میکروسکوپ،. استریو نشان داد که با افزایش دمای حمام نمک،. سطح شکست از نرم به ترد تغییر می کند.فولاد 4140-مقدمه فولادهای سه فازی شامل کسر حجمی مشخصی از فازهای با استحکام بالا. مانند مارتنزیت و بینیت بوده که در زمینه نرم فریتی توزیع شده اند. زمینه نرم فریتی در این فولادها منجر به انعطاف پذیری بالا میشود،. در حالیکه استحکام و چقرمگی آنها به حضور جزایر سخت مارتنزیت. و بینیت در زمینه یاد شده بر میگردد. ترکیب استحکام و چقرمگی مناسب به همراه فرآیند تولید ساده این دسته از فولادها. آنها را بعنوان گزینه ای مناسب برای کاربرد در صنایع خودرو سازی و هوافضا مطرح کرده است. علاوه بر این، برخی دیگر از خواص مکانیکی مانند رفتار تسلیم پیوسته و نرخ کار سختی بالا،. این فولادها را نسبت به سایر فولادها متمایز می نماید. اگرچه فولادهای کم آلیاژ استحکام بالا HSLA دارای استحکامی بالاتر از فولادهای فریتی – پرلیتی هستند اما شکل پذیری آنها. با مشکلات فراوانی رو به رو است، لذا انعطافپذیری مورد نیاز در طراحی قطعات با اشکال پیچیده،. استفاده از این فولادها را شدیداَ با محدودیت مواجه می کند. نتیجه این امر افزایش روز افزون کاربردهای فولادهای دو و سه فازی است. بختیاری و اکرامی طی تحقیقی تأثیر مورفولوژی بینیت را بر خواص مکانیکی فولاد 4340. دو فازی فریتی-بینیتی بررسی و گزارش کردند مورفولوژی بینیت تابعی از دمای آستمپرینگ است. در دماهای بالا آستمپرینگ و نزدیک به دمای تشکلیل پرلیت،. ریز ساختار بینیت شامل بینیت بالا و توفال شکل است. و در دماهای پایین و نزدیک به دمای تشکیل مارتنزیت،. ریز ساختار بینیت شامل بینیت پایین و سوزنی شکل است که ترکیبی ا بهترین خواص (استحکام تسلیم،. استحکام کششی، ازدیاد طول، چقرمگی شکست و سختی) با مورفولوژی بینیت پایین. در دمای آستمپرینگ 350 درجه سانتیگراد حاصل می شود. زارع و اکرامی با بررسی اثر کسر حجمی مارتنزیت بر خواص کششی فولادهای سه فازی. در دماهای پایین آستمپرینگ، نتیجه گرفتند که افزایش کسر حجمی مارتنزیت استحکام را افزایش میدهد. وارشنی و همکارانش انعطافپذیری و استحکام فولادهای سه فازی شامل فریت، بینیت و آستنیت باقی مانده. را بررسی کردند و نتیجه گرفتند که با افزایش دمای آستمپرینگ. و همچنین افزایش سرعت کوئنچ کردن، استحکام تسلیم و استحکام کششی کاهش می یابد. هاوران و همکارانش رابطه بین ریز ساختار بینیت و خواص مکانیکی فولادهای سه فازی کم آلیاژ. را بررسی کردند و گزارش دادند که ابا افزایش دمای کوئنچ،. از حجم فازهای بینیت و مارتنزیت کاسته و در نتیجه استحکام تسلیم و استحکام کششی کاهش می یابد. تحقیق حاضر تأثیر دمای آستمپرینگ بر خواص کششی فولاد سه فازی فریت – بینیت-مارتنزیت. از جنس 4140 را مورد بررسی قرار میدهد. مواد و روش انجام آزمایشماده اولیه مورد استفاده در این تحقیق بصورت میل گرد فولادی با قطر 10 میلی متر بود. آنالیز کوانتومتری این فولاد نشان میدهد که ترکیب آن مطابق با فولاد ASIS 4140 است. بررسی های متالوگرافی این فولاد با میکروسکوپ الکترونی روبشی میدانی مدل XMU mira 3 ساخت آلمان. و اچ شده با محلول تایتال 2 درصد نشان داد که ریز ساختار آن فریتی – پرلیتی می باشد. برای ایجاد ریز ساختار فریت – بینیت – مارتنزیتبرای ایجاد ریز ساختار فریت – بینیت – مارتنزیت، ابتدا نمونه ها در دمای 850 درجه سانتیگراد. بمدت 60 دقیقه نرماله و سپس در 720 درجه سانتیگراد به مدت 3 دقیقه نگهداری شدند. پس از آن برای تشکیل مورفولوژی های مختلف بینیت، در حمام نمک با دماهای متفاوت 380، 400،420،450 درجه سانتیگراد. به مدت 4 دقیقه نگهداری و در آب کوئنچ شدند. دماها و زمان های مذکور بر اساس نمودار دما – زمان – استحاله T-T-T فولاد 4140 انتخاب گردیده است. برای مثال در دماهای بالاتر از 720 درجه سانتیگراد، زمان اتمام استحاله در منطقه دوفازی فریت – آستنیت بسیار طولانی است. در دماهای کمتر از آن زمان استحاله خیلی کوتاه است و امکان تشکیل ریز ساختار کاملا فریتی وجود دارد. در نتیجه بهترین دما برای دو فازی کردن، دمای 720 درجه سانتیگراد می باشد. که در این دما طبق نمودار T-T-T با گذشت زمان 3 دقیقه، در منطقه دو فازی هستیم. انتخاب محدوده دمایی 380 تا 450 درجه سانتیگراد به این دلیل است که. این محدوده دمایی، پایین تر از دمای تشکیل پرلیت و بالاتر از دمای تشکیل مارتنزیت می باشد. انتخاب زمان 4 دقیقه در این دما برای اطمینان از تشکیل بینیت است. در این تحقیق، از کوره عملیات حرارتی الکتریکی مدل AZAR 1250 ساخت ایران. و کوره حمام نمک مدل SAMIN 1250 ساخت ایران. و نمک مذاب AS140 استفاده گردید. با انتخاب نمک مناسب از تغییر ترکیب شیمیایی قطعه در حمام نمک جلوگیری میشود حمام نمک. موجب تغییر دمای کل قطعه با سرعت یکسان می گردد. نمونه های تست کشش با استاندارد ASTM E8/E8M آماده سازی. و توسط دستگاه یونیورسال با سرعت 1 میلیمتر بر دقیقه تحت آزمون قرار گرفتند. نتایج و بحثمطالعه ریز ساختار نمونه های عملیات حرارتی شده با میکروسکوپ الکترونی روبشی. (تصویر برداری توسط الکترون های ثانویه نشان داد با توجه به انتخاب دماهای مختلف آستمپرینگ. 380، 400، 420 و 450 درجه سانتیگراد، بینیت تشکیل شده در ساختار سه فازی، مورفولوژی های مختلفی دارد. دو فاز مارتنزیت و بینیت به صورت تیغه های روشن و فاز فریت (فاز زمینه) به رنگ تیره دیده میشود. مشاهده ریز ساختار نمونه های عملیات حرارتی شدهمشاهده ریز ساختار نمونه های عملیات حرارتی شده و استفاده از نرم افزار. آنالیز تصویری MIP 4 student نشان داد که حجم فریت در تمامی آنها مقدار ثابت 33/4 درصد است. در نتیجه حجم فازهای سخت مارتنزیت و بینیت 66/6 درصد می باشد. فولاد 4140تصاویر میکروسکوپ الکترونی با بزرگنمایی یکسان از فاز بینیت در نمونه های آستمپرینگ شده در دماهای مختلف را نشان میدهد. الف- وجود تیغه های موازی سوزنی شکل بینیت در نمونه آستمپرینگ شده. در دمای 380 درجه سانتیگراد قابل مشاهده است این ساختار با توجه به دمای آستمپرینگ. نزدیک به Ms، ساختار بینیت پایین است. ب-تیغه های موازی سوزنی شکل به همراه صفحات ضخیم از سمنتیت و فریت را نشان میدهد. که نشانگر مخلوط بینیت بالا و بینیت پایین در نمونه عملیات حرارتی شده. در دمای آستمپرینگ 400 درجه سانتی گراد است. ج- مورفولوژی بینیت در دمای آستمپرینگ 420 درجه سانتیگراد را نشان می دهد. در این تصویر فقط بینیت بالایی که متشکل از لایه های ضخیم سمنتیت و فریت می باشد قابل مشاهده است. د- نشان میدهد که مورفولوژی بینیت در دمای آستمپرینگ 450 درجه سانتیگراد. همانند دمای 420 درجه سانتیگراد است با این تفاوت که صفحات سمنتیت موجود در بینیت بالایی. در دمای 450 درجه سانتیگراد، ضخیم تر می باشند. مقادیر استحکام تسلیم، استحکام کششی نهایی و ازدیاد طول نسبی نمونه ها ارائه شده است. الف و ب نشان میدهد که استحکام تسلیم و استحکام کششی نهایی با افزایش دمای آستمپرینگ. در اثر تغییر مورفولوژی از بینیت پایین با مورفولوژی سوزنی شکل به بینیت بالا با مورفولوژی توفال شکل. شامل لایه های ضخیم سمنتیت، کاهش می یابد. ج- افزایش دمای آستمپرینگ، درصد ازدیاد طول نسبی را کاهش میدهد. که این مطلب در توافق با تغییر مورفولوژی بینیت پایین به بینیت بالا میباشد.در واقع یکی از ویژگیهای خوب مورفولوژی بینیت پایین، علاوه بر استحکام بالای آن، بالا بودن چقرمگی آن است. سطح زیر نمودار تنش- کرنش معیار خوبی برای مقایسه چقرمگی مواد از طریق تست کشش می باشد. افزایش سطح زیر منحنی تنش-کرنش، گویای چقرمگی بالاتر و رفتار نرم تر ماده در مقابل شکست است. نمودار تنش – کرنش نمونه های آستمپرینگ شده در دماهای مختلف مشخص است. همانطور که مشخص است، مساحت زیر نمودار با افزایش دمای آستمپرینگ کاهش می یابد،. لذا میتوان نتیجه گرفت که بینیت پایین علاوه بر استحکام بالا دارای چقرمگی بالاتری نیز است. تصاویر میکروسکوپ استریو از سطوح شکستتصاویر میکروسکوپ استریو از سطوح شکست نمونه های تست کشش آستمپرینگ شده در دماهای مختلف. را نشان میدهد سطح شکست نمونه آستمپرینگ شده در دمای 380 درجه سانتیگراد. دارای علائم شعاعی با الگوی ستاره ای شکل به همراه لبه برشی می باشد. که مشخصه سطح شکست نرم است. این شکل دارای بزرگترین لبه برشی می باشد که نشان دهنده آن است که در این نمونه. بیشترین باریک شدگی (حالت گلویی در تست کشش) و در نتیجه. بیشترین تغییر شکل پلاستیک قبل از شکست رخ داده است. هرچقدر عمق و ضخامت علائم شعاعی زیادتر باشد، رفتار شکست، نرم تر خواهد بود. حجم برآمدگی الگوهای ستاره ایی -الف-کمتر شده و منطقه لبه برشی آن نیز کوچکتر شده است. که نشان از رفتار ترد تر نمونه آستمپرینگ شده در دمای 400 درجه سانتیگراد. نسبت به دمای 380 درجه سانتیگراد دارد. ج و د، الگوی ستاره ای شکل و همچنین مناطق لبه برشی حذف شده است. که گویای وقوع شکست ترد و عدم گلویی شدن این نمونه ها است. این مشاهده ها با نتایج ازدیاد طول نسبی به دست آمده از تست کشش مطابقت دارد. نتیجه گیریدر این تحقیق چند سیکل عملیات حرارتی با دمای آستمپرینگ مختلف. 380،400،420 و 450 درجه سانتیگراد بر روی نمونه فولاد 4140 برای ایجاد ساختار سه فازی. فریت-بینیت-مارتنزیت مورد بررسی قرار گرفت نتایج مشاهده ریزساختاری و تست کشش نشان دادند که:1- در بازه دمایی 380 تا 450 درجه سانتیگراد، مورفولوژی بینیت از بینیت پایین سوزنی شکل. به بینیت بالا لایه ای و توفال شکل تغییر می یابد. 2- با افزای دمای آستمپرینگ، مقادیر استحکام تسلیم، استحکام کششی نهایی. و ازدیاد طول نسبی کاهش می یابند که متأثر از تغییر مورفولوژی بینیت است. 3- سطح زیر منحنی تنش – کرنش نمونه آستمپرینگ شده در دمای 380 درجه سانتیگراد. بیش از سایر نمونه ها است که نشان از چقرمگی بالاتر این نمونه دارد. و بررسی های شکست نگاری نیز رفتار شکست نرم تر این نمونه نسبت به سایر نمونه ها را تأیید کرد.  آموزشکده فنی و حرفه ای سماد دانشگاه آزاد اسلامی واحد دزفول شرکت خشکه و فولاد پایتخت صنعتگران عزیز، افتخار داریم که سالها تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم. :: برچسبها: فولاد 4140 , تأثیر شرایط عملیات حرارتی بر خواص کششی فولاد سه فازی , MO40 , , نوشته شده در سه شنبه 19 مهر 1401
اصول طراحی شفت- محور، عضوی چرخشی یا ثابت و معمولاً با مقطع دایروی است. که روی آن اجزایی مانند چرخنده ها، چرخ تسمه، چرخ لنگر، لنگها، چرخ زنجیرها و سایر اجزای انتقال قدرت نصب می شوند. محورها ممکن است تحت بارهای خمشی، کششی، فشاری یا پیچشی که به تنهایی یا همراه با هم وارد می شوند قرار گیرند. هنگامی که این بارها ترکیب شوند.اصول طراحی شفت  می توان انتظار داشت که استحکام استاتیکی و خستگی هر دو به عنوان ملاحظات مهم طراحی مد نظر قرار گیرد. چون هر محور به تنهایی ممکن است. تحت تنش های استاتیکی، تنش های معکوس شونده و تنش های تکراری که همگی در یک زمان اعمال می شوند قرار گیرد. لغت “محور” انواع مختلفی مانند اکسل ها و اسپیندل ها را در بر می گیرد. اکسل محوری است که ساکن یا چرخان است. و تحت بار پیچشی قرار نمی گیرد. محور کوتاه چرخشی، غالباً اسپیندل نام دارد. از آنجایی که خیز جانبی یا پیچشی محور باعث در محدوده بسیار محدودی نگه داشته شود. قبل از تحلیل تنش ها باید ابعاد آن را بر اساس خیز تعیین کرد. دلیل این مطلب آن است که اگر محور به اندازه کافی محکم ایجاد شود. طوری که خیز چندان زیاد نباشد، احتمال دارد که تنش های حاصل ایمن باشند. ولی به هیچ وجه طراح نباید فرض کند که محور ایمن است. تقریباً همیشه محاسبات باید انجام گیرد. تا معلوم شود که مقادیر در حد قابل قبول هستند. طراحی محور یک مسئله اساسی در طراحی و ساخت پمپ به شمار می رود. در طراحی محور، تمامی اصول طراحی که شامل طراحی یاتاقان ها و چرخنده ها می باشد. نیز مورد استفاده قرار می گیرد. محورهای انتقال گشتاور را از یک منطقه به منطقه ای دیگر انتقال می دهند. اسپیندل ها شفت های کوتاهی هستند و اکسل ها شفت های غیر چرخشی می باشند. در شکل زیر مثالی از یک طراحی معمولی از یک شفت را مشاهده می کنید. 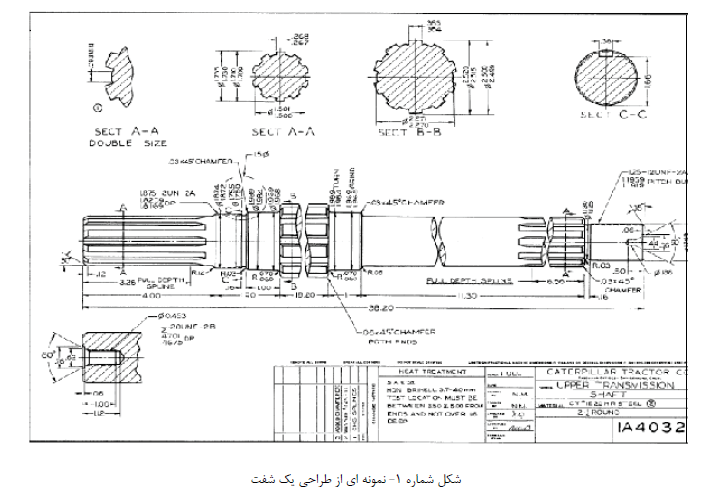 بارهای یک شفت.پیچش ناشی از گشتاور انتقالی .خمش ناشی از بارهای متقاطع (چرخ دنده ها، پولیها و غیره) اتصالات و مراکز تنش انواع اتصالات مورد استفاده در شفت ها در شکل زیر مشاهده میشود: 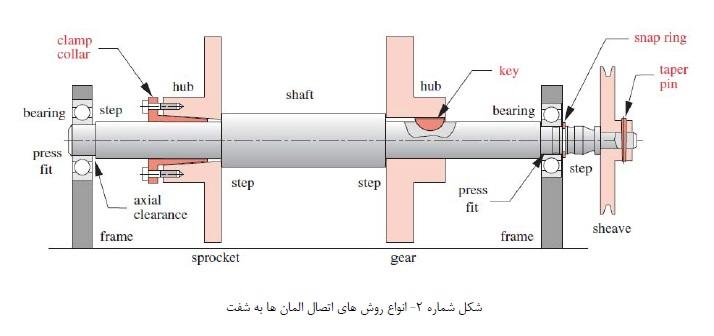 موارد مورد استفاده در ساخت شفت فولاد (فولاد با کربن کم تا متوسط) چدن برنز یا فولاد ضد زنگ فولاد سخت کاری شده انحراف در نتیجه میزان استحکام شفت نمی باشد. اما با استحکام مورد ارائه توسط مدول الاستیسیته که برای تماس فولادها ثابت می باشند. متناسب می باشد. بسیاری از شفت ها از فولادهای کربن پایین نورد گرم یا سرد. مثل فولادهای 1050-1020 (بر اساس استانداردهای مؤسسه استاندارد آمریکا). معمولی برای گرمکاری عبارتند از: (50-1340) (50-3140) (4140) (4340) (5140) (8650) . برای شفت ها معمولاً نیازی به سخت کاری سطحی نمی باشد. مگر در حالتی که به عنوان تکیه گاه اصلی یاتاقان مورد استفاده قرار گیرند. مواد انتخابی برای سختکاری سطوح شامل درجات سختکاری سطحی مواد 1020،4320،4820،8620 فولادهای مورد سردکاری. معمولاً برای شفت هایی با قطر کمتر از سه اینچ استفاده می شوند. قدرت شفتقدرت شفت همان نرخ زمانی تغییرات انرژی می باشد (کار). کار برابر است با: 
 تمامی موارد بالا، می توانند در مواردی به صورت ترکیبی در غالب تئوری و رابطه فون میسس نیز ارائه شوند. در شکل زیر خرابی های شفت را در بارگذاری های ترکیبی مشاهده می کنید. 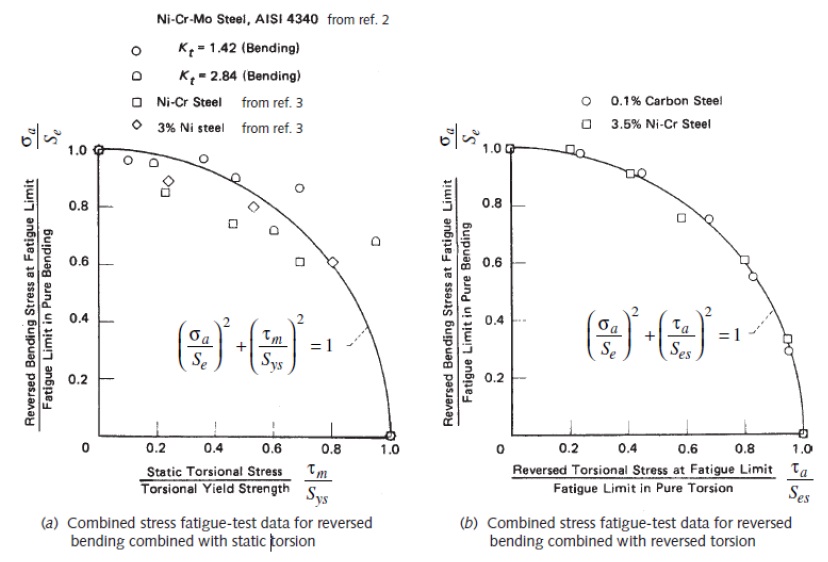 شکل شماره 3- خرابی های شفت در بارگذاری های ترکیبی شکل شماره 3- خرابی های شفت در بارگذاری های ترکیبیطراحی شفتدر حالت کلی برای طراحی یک شفت موارد زیر می بایست مورد نظر باشد. -برای کاهش انحرافات و تنش ها، طول شفت باید تا حد امکان کوتاه مورد نظر قرار گیرد. -تیر کی که تنها در یک انتها بصورت صلب به تکیه گاهی متصل شده است. دارای انحراف بیشتری نسبت یک تیر محاط شده توسط پایه ها می باشد ( با همان طول، قطر و بار وارده). -یک شفت توخالی دارای نسبت استحکام به جرم و فرکانس های طبیعی بیشتری نسبت به یک شفت تو پور است. اما این شفت دارای قطر و قیمت بالاتری خواهد بود. -سعی شود تا حد امکان افزایش دهنده های تنش، از مکان های دارای ممان خمشی بزرگ دور نگه داشته شوند. و تأثیراتشان از طریق شعاع بزرگتر و آزادی بیشتری کاهش یابد. اصول طراحی شفت-فولادهای کربن پایین معمولی به خوبی فولادهای با مقاومت های بالاتر هستند. -انحراف در محدوده یاتاقان ها نباید از حد 0.005 اینچ تجاوز کند. و شیب وابسته بین محور چرخ دنده ها باید کمتر از 0.03 درجه باشد. -اگر از یاتاقان های ساده (غلاف دار) استفاده شود. میزان انحراف شفت باید از میزان ضخامت نوار روغن در یاتاقان کمتر باشد. -اگر از یاتاقان های خود تراز نشوندنه استفاده شود. شیب شفت در قسمت پاتاقان ها باید از میزان 0.04 درجه کمتر باشد. -اگر بازها تراست محوری موجود باشند. باید از طریق یک یاتاقان تراست تک در جهت هر بار به زمینه انتقال داده شوند. بارهای محوری را بین یاتاقان های تراست تقسیم نکنید. زیرا ممکن است انبساط حرارتی شفت سبب ایجاد بارهای اضافی در یاتاقان ها شود. -اولین فرکانس طبیعی شفت باید به طور حداقل 3 برابر بالاترین فرکانس نیروی محرک سیستم باشد. یا حتی در بسیاری از موارد عدد بالاتری مورد نظرمی باشد. طراحی کامل از روش کد ASMEدر سال 1972 انجمن آمریکایی مهندسان مکانیک کدی را برای طراحی محورهای انتقال بنا نهاد. در حال حاضر، سالیان زیادی است که این کد کنار گذاشته شده است. ولی از لحاظ تاریخی قابل توجه می باشد. که مورد نظر، یک تنش برشی مجاز تعریف می کند. که مقدار کوچکتر، از میان دو مقدار زیر می باشد.  این کد می گوید که اگر تمرکز تنش ناشی از قوس پله یا جای خار ظاهر شود. این تنش باید 25 درصد کاهش یابد. اگر به جای T max در معادله ، tp را بگذاریم، خواهیم داشت.  در کد گشتاور خمشی و گشتاور پیچشی به ترتیب در ضریبهای ترکیبی شوک و خستگی Ct , Cm نسبت به شرایط هر کاربرد ضرب می شوند. پس خواهیم داشت.  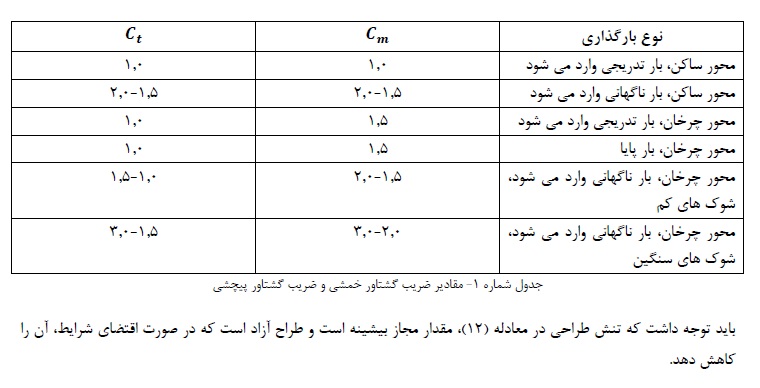 با توجه داشت که تنش طراحی در معادله مقدار مجاز پیشینه است. و طراح آزاد است که در صورت اقتضای شرایط، آن را کاهش دهد. -خمش معکوس شونده و پیچش پایدارهر محور چرخانی که تحت گشتاورهای خمشی و پیچشی ساکن بارگذاری گردد. به دلیل چرخش محور، تحت تنشی کاملاً معکوس شونده تنش گذاری می شود. ولی تنش پیچشی پایا خواهد ماند. این حالت بسیار معمول است. و احتمالا بیش از سایر بارگذاریها رخ می دهد. با استفاده از اندیس a برای تنش متناوب و اندیس m برای تنش میانگین معادله ها را می توان به صورت زیر بیان کرد.  اگر Se را به عنوان حد دوام کاملاً تصحیح گردد و n را به عنوان ضریب ایمنی مشخص کنیم. معادله طراحی چنین خواهد شد.  -روش سادربرگدر ساده ترین کاربرد نمودار سادربرگ که در قسمت زیر مشاهده می کنید. از آن برای تعیین اندازه های قطعه ماشینی استفاده می شود. که باید تنش پایا و تنش متناوبی از همان نوع را تحمل کند. 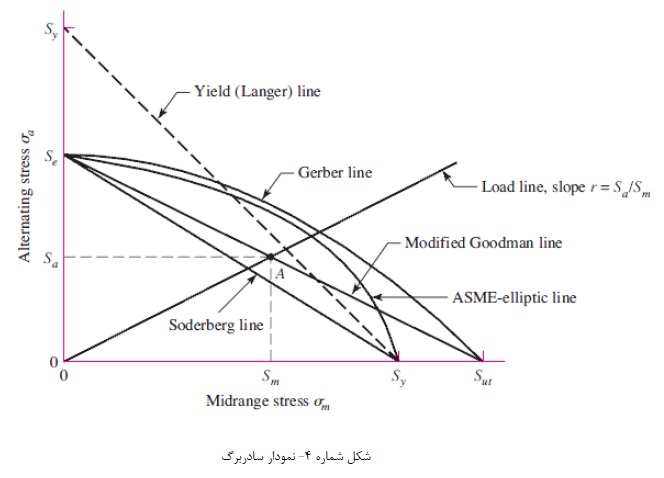 نمودار سادربرگ استحکام برشی را نشان می دهد. تنش های برشی متناوب بر محور عمودی رسم می شوند. در حالی که تنش های برشی استاتیکی یا میانگین روی محور افقی رسم می شوند. همانگونه که در شکل معلوم و مشخص است. خط سادربرگ خط مستقیمی بین حد دوام برشی کاملاً تصحیحی Sse و استحکام تسلیم در برش Ssy است. باید توجه شود که حد دوام برشی، حد دوام جزء ماشین پس از به حساب آوری اندازه پرداخت سطح. قابلیت اعتماد، عمر، تمرکز تنش و غیره با استفاده از معادله زیر می باشد.  که در آن Se حد دوام جزء مکانیکی S’e حد دوام نمونه تیر چرخان، Ka ضریب سطح، Kb ضریب اندازه. Kc ضریب قابلیت اعتماد، Kd ضریب دما، Ke ضریب اصلاحی برای تمرکز تنش و Kf ضریب اثرهای دیگر می باشد. برای به دست آوردن ضریب ایمنی n می توان از رابطه یر استفاده کرد. اصول طراحی شفت 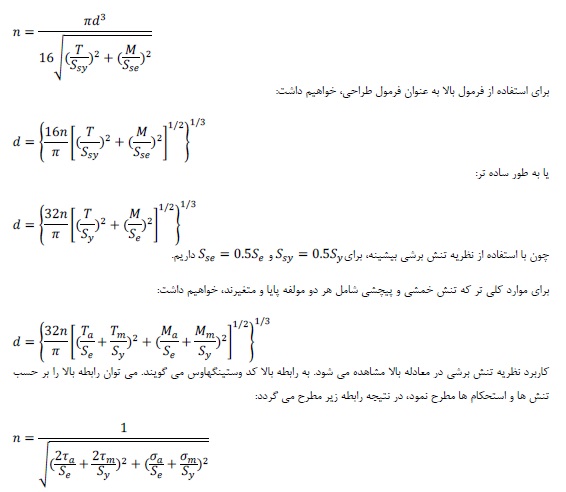 روش گودمناین روش، روشی محتاطانه است که می توان هرجا که احتمال گسیختگی خستگی وجود داشته باشد. از آن استفاده کرد. در روش جبری، رابطه گودمن به صورت زیر نوشته می شود.  اصول طراحی شفت روش کلی با توجه به ثابت های k,m,p ارائه شده در جدول شماره 2، از معادله زیر می توان برای بیان همه آنها استفاده کرد. پس خواهیم داشت.  معادله بالا، معادله مارین نامیده می شود. 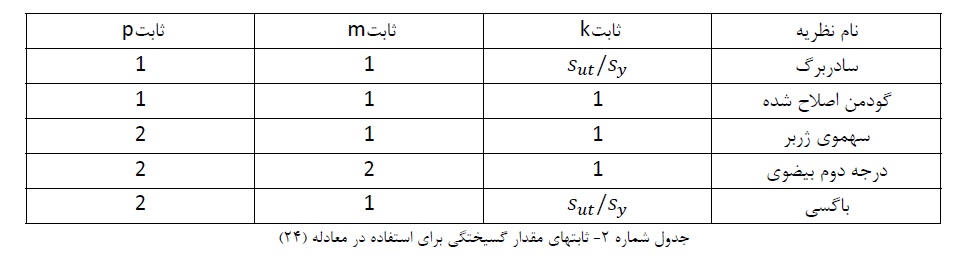 محاسبه سرعت بحرانی شفتروتور دینامیک بعنوان شاخه ای از علم مکانیک معروف و مورد تأیید است. که سرعت بحرانی را بعنوان سرعت زاویه ای که فرکانس طبیعی بعضی از اجزای چرخشی را تحریک می کند، تعریف می کند. در مورد پمپ های سانتریفیوژی که سیستم انتقال قدرت از الکتروموتور به پروانه توسط شفت انجام می شود. این سرعت، چرخی اندازه گیری شده است. که در آن ارتعاشات طبیعی رخ دهد. بسیار دور از انتظار نیست که انحراف شعاعی مورد ایجاد به وسیله وزن پروانه. حتی با وجود نصب صحیح و متعادل پروانه، سبب ارتعاشات در یک پمپ افقی شود. اصول طراحی شفت ارتعاشاتی که در یک موتور، متوازن، در یک سرعت چرخشی مخصوص، ایجاد می شود. توسط اختلاف کوچکی در دانسیته روتور و انحراف کوچک تراشکاری ایجاد می شود. این موضوع سبب جابه جایی کوچک مرکز جرم از مرکز محور چرخش میشود. با افزایش سرعت، نیروهای الاستیک فلز و نیروهای شعاعی ایجاد شده به وسیله چرخش، نامتوازن می شوند. و ارتعاش اتفاق می افتد. این ارتعاشات طبیعی رخ دهد. بسیار دور از انتظار نیست که انحراف شعاعی ایجاد شده. به وسیله وزن پروانه، حتی با وجود نصب صحیح و متعادل پروانه سبب ارتعاشات در یک پمپ افقی شود. ارتعاشاتی که در یک روتور متوازن، در یک سرعت چرخشی مخصوص، ایجاد می شود. توسط اختلاف کوچکی در دانسیته روتور و انحراف کوچک تراشکاری ایجاد می شود. این موضوع سبب جا به جایی کوچک مرکز جرم از مرکز محور چرخش می شود. با افزایش سرعت، نیروهای الاستیک فلز و نیروهای شعاعی ایجاد شده به وسیله چرخش، نامتوازن می شوند و ارتعاش اتفاق می افتد. این ارتعاشات انحراف شفت را زیاد می کند. و میتواند سبب ساییدگی اجزاء، (آب بندها، یاتاقان ها) و حتی شکستگی شفت شود. اگر سرعت همچنان افزایش یابد، این فرکانس طبیعی ناپدید میشود. و ارتعاشات متوقف می شود. اما در سرعت های بالاتر با فرکانس طبیعی دیگر مواجه میشویم. پایین ترین سرعت چرخشی که این ارتعاش طبیعی اتفاق می افتد. سرعت بحرانی نام دارد. معمولاً محدوده سرعت بحرانی از محدوده سرعت کاری پمپ ها فاصله دارد. اگر محدوده سرعت بحرانی کوچک باشد، بهتر است قبل از سرعت کاری پمپ قرار گیرد. در این صورت شفت را انعطاف پذیر می گویند و در صورتی که بعد از سرعت کاری را قرار گیرد. شفت را صلب یا محکم می نامند. لازم به ذکر است که سرعت بحرانی پمپ و شفت مفهومی جدا از یکدیگر نمی باشند. محاسبه سرعت بحرانی شفت (پمپ)هنگامی که پمپ دارای شفت کوتاه و صلب باشد. و در سرعت طراحی خود عمل کند پدیده رزنانس مورد توجه قرار نمی گیرد. سرعت بحرانی پمپ به صورت مستقیم به انحراف استاتیکی. و انحراف استاتیکی به صورت مستقیم به وزن روتور، طول قسمت یک سر آزاد (آویخته) و قطر آن بستگی دارد. در حالت واقعی انحراف به دلایل الاستیسیتی، اینرسی، پایه های یاتاقان و طول متغییر شفت بسیار پیچیده می باشد. مقدار انحراف شفت در اثر بار وارد بر آن از رابطه زیر محاسبه می شود.  که در فرمول Y انحراف بر حسب اینچ یا میلی متر، W نیروی وارد بر پروانه. و یا وزن متعلقات چرخشی بر حسب پوند یا نیوتن، L طول شفت از مرکز یاتاقان داخلی تا مرکز پروانه. بر حسب اینچ یا میلی متر، E مدول الاستیسیته ی فلز مورد استفاده در شفت و 1 ممان اینرسی برای شفت می باشد. که برابر است با:  همچنین میزان انحراف شفت در اثر وزن خود شفت نیز از رابطه زیر محاسبه می شود:  که در آن w وزن شفت بدون پروانه است. که در نهایت، انحراف کلی حالت استاتیک شفت برابر است با:  حال اگر شفت مورد نظر ما شفتی با قطرهای متفاوت (چند قطری) بود از رابطه زیر محاسبه می کنیم.  که در آن داریم: Y: انحراف شفت در خط مرکزی پروانه. F: همان نیروی وارد بر پروانه است که در فرمول های بالا به شکل W بیان شده بود. (به این نیرو عدم توازن شعاعی هیدرولیکی نیز می گویند). M&N: فاصله خط مرکز پروانه به طبقه های (پله ها) روی شفت. L: فاصله خط مرکز پروانه به خطر مرکز یاتاقان داخلی. X: فاصله بین دو خط مرکز یاتاقان ها. Jx,Jn,Jm,Jl. ممان اینرسی قطرهای مختلف. E: مدول الاستیسیته ماده مورد استفاده در شفت 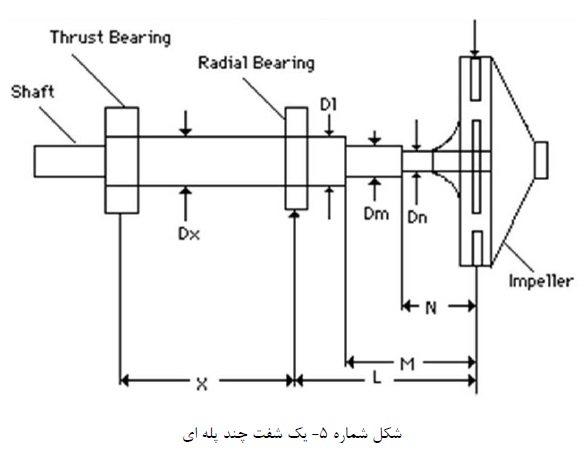 برای محاسبه نیروی عدم توازن هیدرولیکی شعاعی خواهیم داشت:  که در آن K فاکتور تراست شعاعی (بین 0.3 تا 0.35)، S.G. گرانش مخصوص سیال H هد کلی بر حسب متر در حالت نقطه بالاترین کارائی، B2. پهنای پروانه شامل دیوارها به سانتی متر، D2 قطر خارجی پروانه به سانتی متر و داریم: که در آن Ϙ دبی حقیقی پمپ بر حسب متر مکعب بر ساعت و Ϙn دبی پمپ. در حالت نقطه بالاترین کارائی بر حسب متر مکعب بر ساعت می باشد. در ادامه برای مقایسه دو پمپ با شفت های متفاوت و کاربردهای یکسان از پارامتری به نام فاکتور باریک شوندگی شفت استفاده می کنیم. این پارامتر با در نظر گرفتن پارامترهای ابعادی شفت. و نیز در نظر گرفتن ضرائب ثابت موجود در معادله 2 بصورت زیر به دست می آید: 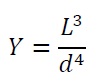 اگر این فاکتور از لحاظ مقداری کمتر از عدد 2 باشد (در سیستم SI) ما مشکلات زیادی با میزان خمش شفت نخواهیم داشت. اما اگر این مقدار بیشتر از عدد 2 باشد امکان بروز مشکل در آب بندها، خود شفت و یاتاقان های پمپ وجود دارد. فاکتور دیگری که در این قسمت مورد مطالعه قرار می گیرد. شامل فاکتور سختی یا انعطاف پذیری است. فاکتور سختی پارامتر مهمی در ماندگاری المان های چرخشی پمپ به حساب می آید. این فاکتور به ترتیب زیر محاسبه می شود: 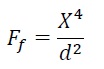 که در آن X محدوده یاتاقان ها و d قطر شفت در محل قرار گرفتن پروانه می باشد. فاکتور انعطاف پذیری به طور مستقیم با انحراف استاتیکی شفت در ارتباط است. جدول زیر محدوده مقادیر خروج از مرکز شفت و روتور را بر حسب میزان فاکتور انعطاف پذیری نشان می دهد. (این جدول بر اساس استاندارد API610 می باشد). 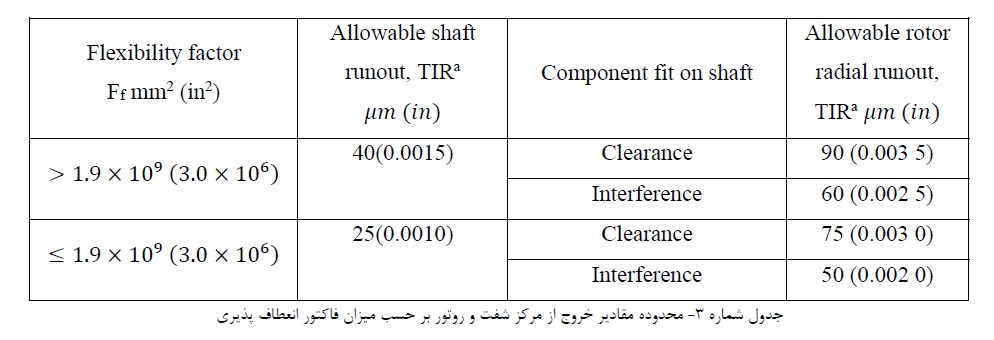 در اینجا بهتر است یادآوری کنیم که هر قطعه ساخته شده از مواد الاستیک دارای دوره تناوبی طبیعی خواهد بود. این اتفاق به دلیل یکنواخت نبودن شفت و اختلاف دانسیته آن در هنگام ساخت می باشد. این خروج از مرکز در هنگامی که شفت در سرعتی بچرخد که نیروی گریز از مرکز آن از نیروی مقاومت الاستیک آن بیشتر باشد. سبب ایجاد انحراف می شود. در این سرعت شفت و متعلقات آن در صورت عدم توازن، مرتعش می شوند و این ارتعاش می تواند. سبب از بین رفتن آب بندها و یاتاقان ها و نیز خستگی خود شفت شود. به پایین ترین سرعتی که این اتفاقات رخ می دهد. سرعت بحرانی اول میگویند. پس از به دست آوردن میزان انحراف شفت در محل اتصال پروانه. برای بدست آوردن میزان سرعت بحرانی اول از یکی ا معادلات زیر استفاده می کنیم.  که در آن Nc سرعت بحرانی شفت می باشد. برای ثابت نگه داشتن فواصل داخلی رینگ های سایشی پمپ های با پروانه. برای جلوگیری از برخورد پروانه به محفظه و یا صفحه پشتی در پمپ های پروانه باز، اغلب کمپانی های پمپ سازی تمایل دارند. که انحراف شفت پمپ خود را در بازه 0.005 تا 0.006 اینچی (0.125 تا 0.150 میلی متر) محدود کنند با این اعداد خواهیم داشت:  این محدودیت ها برای پمپ هایی با حداکثر دور 1750 دور بر دقیقه مناسب می باشد. ولی برای پمپ هایی با دور بالاتر این محدودیت ها قابل قبول نمی باشد. برای دانستن میزان انحراف شفت در پمپ های سانتریفیوژ، داشتن اطلاعات کافی در مورد نیروی شعاعی موجود در پمپ بسیار ضروری می باشد. مثال محاسبه سرعت بحرانی شفت پمپ سانتریفیوژ OH2-25-200L مشخصات پمپ1- قطر شفت در کمترین قسمت 16 میلی متر 2- قطر شفت در بیشترین قسمت 32 میلی متر 3- طول شفت از قسمت یاتاقان داخلی تا مرکز پروانه 160 میلی متر. 4- مدول الاستیسیته فلز مورد استفاده در ساخت شفت (کربن استیل) 106*0.2. 5- ممان اینرسی شفت 7853.98 می باشد. 6- وزن شفت و متعلقات آن برای محاسبه نیروی وارد بر پروانه 7.5 کیلوگرم. (وزن پروانه 1400 گرم، وزن شفت 4250 گرم و وزن بلبرینگ های آن 1850 گرم می باشد. اصول طراحی شفت 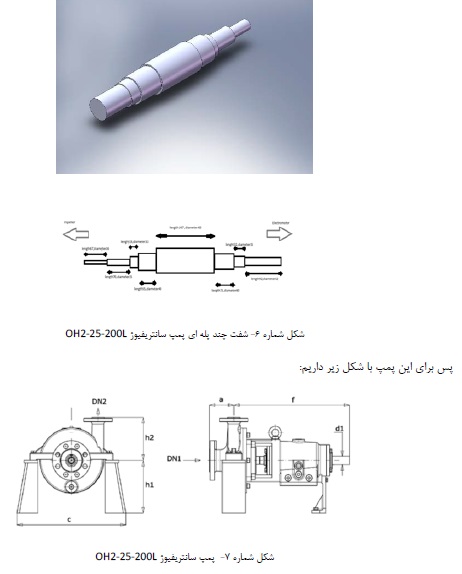 ابتدا به محاسبه نیروی عدم توازن هیدرولیکی شعاعی می پردازیم. این نیرو طبق روابط زیر محاسبه می شود: با توجه به دبی واقعی پمپ که 3 متر مکعب بر ساعت می باشد. و دبی آن در حالت بالاترین نقطه کارایی که 3.5 متر مکعب بر ساعت است. خواهیم داشت: اصول طراحی شفت  فاکتور تراست فرمول بالا، از طریق سرعت مخصوص پمپ نمودار مربوطه که در شکل زیر مشاهده می کنید محاسبه می شود. 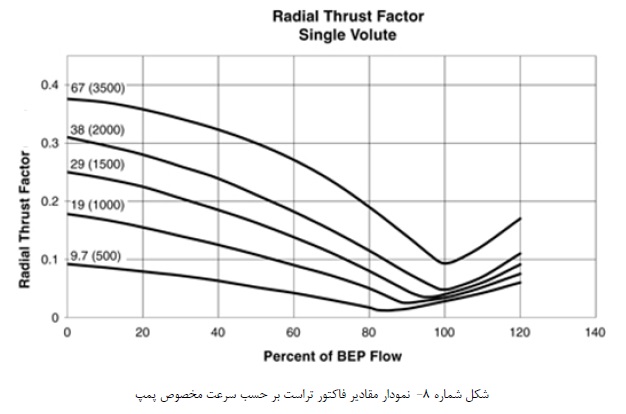 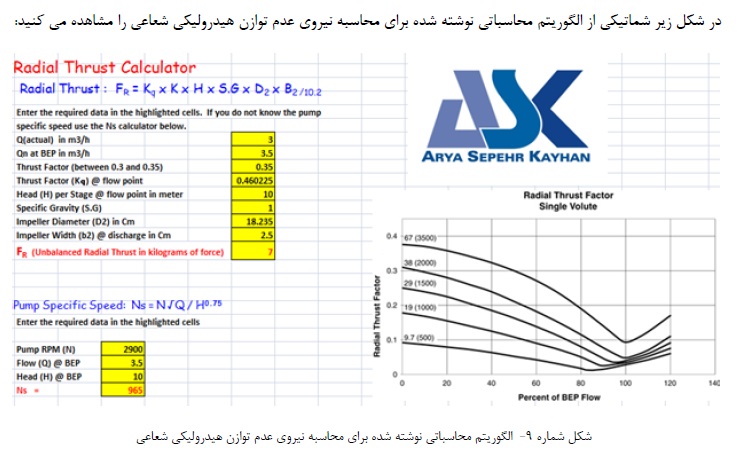
با توجه به الگوریتم زیر که برای محاسبه میران انحراف شفت و سرعت اول بحرانی نوشته شده است. مشاهده می شود که تفاوت بسیاری در این دو مورد مشاهده نمی شود.
اصول طراحی شفت مشاهده می کنیم که این عدد با توجه به سرعت پمپ که 2900 دور بر دقیقه است. در حدود 33 درصد بالاتر از این سرعت می باشد. که با توجه به استاندارد API610 این سرعت باید حداقل 20 درصد بالاتر از سرعت عملکرد دائمی پمپ باشد. که این شرایط به طور کامل رعایت شده است. از این رو می توان نتیجه گرفت که طراحی شفت پمپ صحیح و از ضریب ایمنی بالایی برخوردار می باشد. گرد آوری / بخش تحقیق و توسعه گروه صنعتگران آریا سپهر کیهان شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.ارتباط با ما: ارتباط با ما در شبکه های اجتماعی https://t.me/foolad_paytakht تلگرام https://www.instagram.com/folad_paytakht اینستاگرام https://www.instagram.com/foolad_paytakht.ir اینستاگرام :: برچسبها: اصول طراحی شفت , نوشته شده در یک شنبه 17 مهر 1401
استیل 321 – ورق استیل 321- میلگرد استیل 321 -لوله استیل 321-کاربردهای استیل 321 – تسمه استیل 321 – قوطی استیل – ویژگی های خاص فولاد ضد زنگ آستنیتی
ویژگی های خاص فولاد ضد زنگ آستنیتی آلیاژ 321 (UNS S32100) یک فولاد ضد زنگ آستنیتی تیتانیوم مورد تثبیت با مقاومت به خوردگی خوب است. پس از قرار گیری در معرض دما در محدوده بارندگی کروم کاربید. 800 – 1500 درجه فارنهایت (427 – 816 درجه سانتی گراد) مقاومت بسیار خوبی در برابر خوردگی بین دانه ای دارد. استیل 321 مقاومت به اکسیداسیون به 1500 درجه فارنهایت (816 درجه سانتی گراد) دارد. دارای ویژگی های خزش و پارگی استرس نسبت به آلیاژهای استیل 304 و 304L است. همچنین دارای چگالی کم دما است. آلیاژ (UNS S32109) 32H کربن بالاتر (0.10-0.04) نسخه آلیاژ است. این برای افزایش مقاومت خزش و برای افزایش مقاومت در دمای بالا توسعه یافت. بالاتر از 1000 درجه فارنهایت (537 درجه سانتی گراد). در بیشتر موارد، محتوای کربن plate باعث صدور گواهینامه دوگانه می شود. با استفاده از کار سرد، نمک 321 نمیتواند توسط عملیات حرارتی سخت شود. این می تواند توسط شیوه های ساخت استاندارد پردازش و جوش انجام شود. کاربردهای استیل 321
در تولید ورق های استیل از انواع مختلفی از گریدهای استنلس استیل استفاده می شود که کاربردهای آنها را تعیین می کند. برخی گریدها هستند که در صنعت کاربرد بیشتری دارند. و شما به عنوان یک صنعتگر برای انتخاب بهترین متریال و ورق استیل، باید از آن ها اطلاع داشته باشید. جوشکاری ورق استیل 321فولادهای زنگ نزن آستنیتی به عنوان فولاد زنگ نزن با قابلیت بالای جوشکاری مورد نظر قرار می گیرد. و می توان آنها را با تمام فرایندهای جوشکاری جوش داد. دو ملاحظه مهم در تولید اتصالات جوشکاری در فولادهای زنگ نزن آستنیتی عبارتند از: 1- حفظ مقاومت در برابر خوردگی 2- جلوگیری از ترک خوردگی حفظ سطح عنصر تیتانیوم در فولاد زنگ نزن 321 در هنگام جوشکاری بسیار مهم است.برای جلوگیری از دریافت کربن از روغن و سایر منابع و ازت از هوا باید مراقبت شود. روش های جوشکاری که شامل توجه به تمیزی و محافظت از گاز بی اثر خوب برای این گریدهای که پایدار است. و همچنین سایر آلیاژهای آستنیتی غیر تثبیت شده توصیه می شود. فلز که مورد جوشکاری است. با ساختار کاملا آستنیتی در هنگام عمل جوشکاری بیشتر در معرض ترک خوردگی است. به همین دلیل، استنلس استیل 321 برای تصفیه مجدد با مقدار کمی فریت که طراحی می شود. تا حساسیت به ترک خوردگی را به حداقل برساند. فولادهای زنگ نزن پایدار شده کلمبیوم بیشتر از فولادهای زنگ نزن پایدار شده تیتانیوم مستعد ترک خوردگی داغ هستند. فلزات پرکننده همسان برای چوشکاری فولاد زنگ نزن پایدار شده نوع 321 در دسترس هستند. آلیاژهای پایدار شده ممکن است به سایر فولادهای زنگ نزن یا فولادهای کربنی متصل شوند. شکل دهی ورق استیل 321این آلیاژ کاملاً در دمای پایین شکل پذیر است و به راحتی شکل می گیرد. برای شکل دهی گرم نیز دمای کاری 2100 – 2300 درجه فارنهایت (1149 – 1260 درجه سانتی گراد). برای فورج و سایر فرآیندهای گرم کاری توصیه می شود. همچنین توصیح شده این آلیاژ را در دمای زیر 1700 درجه فارنهایت (927 درجه سانتی گراد) شکل دهی نکنید. برای رسیدن به حداکثر مقاومت در برابر خوردگی، مواد باید آب آن را شسته یا کاملاً آنیل شوند. استاندارد ASTM A240 ASME SA 240 AMS 5510 استیل 321 مقاومت در برابر خوردگی آلیاژ 321
داده های ساخت استیل 321 آلیاژ 321 را می توان به راحتی جوش می دهندو با شیوه های ساخت استاندارد پردازش کرد. ماشینکاری میزان سخت شدن کار سرد 321 باعث می شود. ماشینکاری کمتر از فولاد ضد زنگ 410، اما مشابه 304. فولاد نسوز آستنیتیهنگامی که نیکل (بیش از 8%) به فولادهای کروم آهن اضافه شود، ساختار فولاد به ساختار آستنیتی، بدون تغییر تبدیل می شود. در این صورت فولاد دارای یک ساختار کریستالی مکعبی با وجوه پر می باشد. فولاد نسوز آلیاژی -فولادهای آستنیتی از استحکام، انعطاف پذیری و مقاومت به خزش بیشتری نسبت به فولادهای نسوز فریتی / مارتنزیتی برخوردارند. چقرمگی بالای این فولادها، باعث می شود در برابر نیروهای ضربه و تغییرات ناگهانی دما، حساس نباشند. در این فولادها، درشت شدن دانه در دمای بالا اتفاق نمی افتد. این فولادها، از استحکام دمایی و همچنین استحکام خزشی بالاتری نسبت به فولادهای فریتی برخوردار هستند. فولادهای آستنیتی، در دمای اتاق چقرم تر بوده و شکل پذیری خوبی دارند. به طور کلی ساخت این فولاد آسانتر بوده و به گازهای سولفور حساس هستند. ماشینکاری این فولادها، در مقایسه با فولادهای فریتی دشوارتر است و به دلیل داشتن آلیاژ بیشتر گران تر هستند. گریدهای فولاد نسوز آستنیتی
فولادهای نسوز آستنیتی : نسبت به فولادهای فریتی دارای درجه حرارت و استحکام خزشی بسیار بالاتری هستند.
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.
:: برچسبها: استیل 321 , ورق استیل 321 , میلگرد استیل 321 , لوله استیل 321 , تسمه استیل 321 , قوطی استیل , |
|
 نویسندگان
 آرشیو مطالب
 مطالب تصادفی
 مطالب پربازدید
 تبادل لینک هوشمند
 دیگر موارد
|
|






















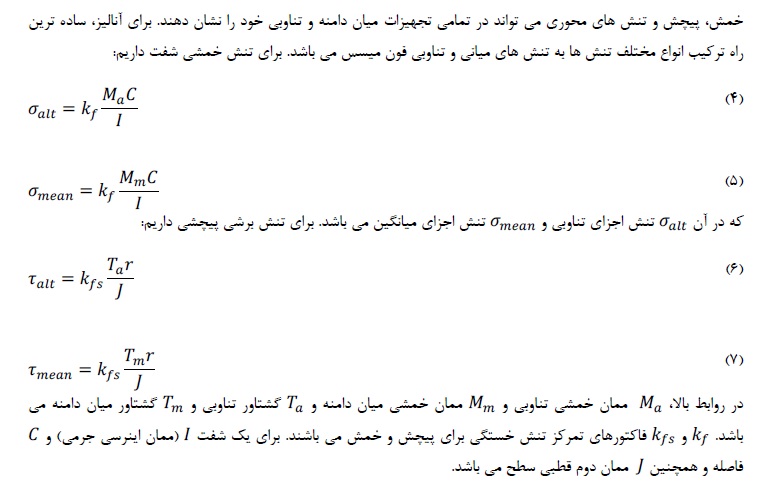
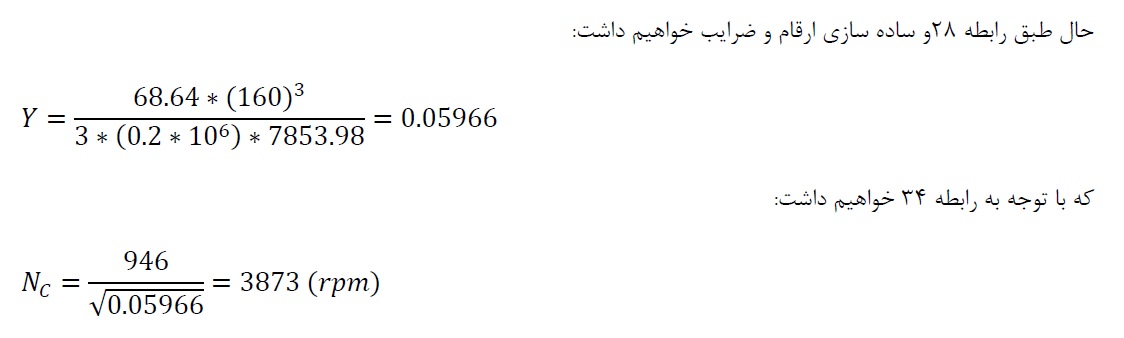
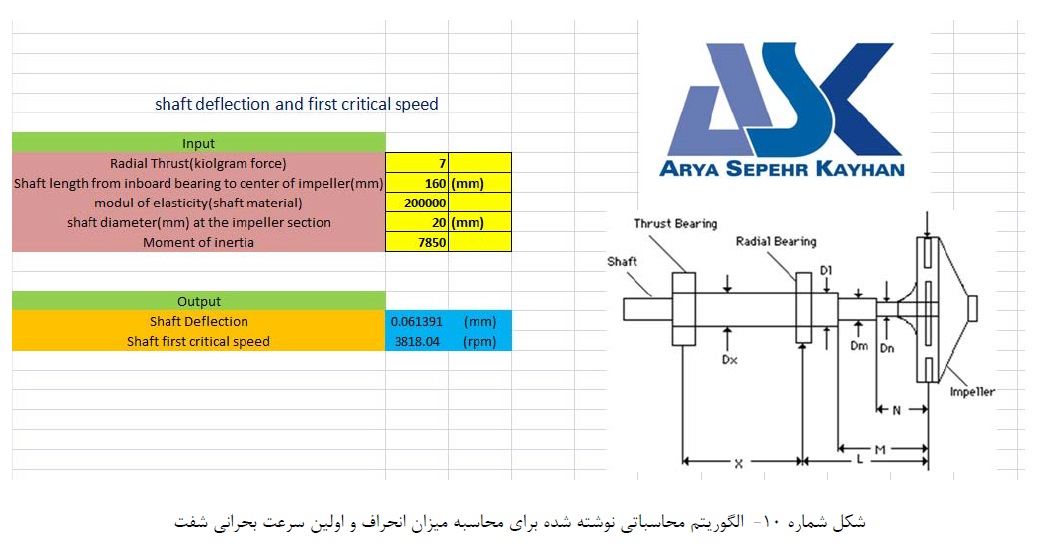

 آمار
وب سایت:
آمار
وب سایت:

