|
|
|
نوشته شده در پنج شنبه 31 تير 1400
بازدید : 215
نویسنده : جواد دلاکان
|
|
کاربرد پروفیل
- انواع تیرآهن و نبشی و ناودانی در صنعت ساختمان سازی. نظیر تیر و ستون وال پست و غیره استفاده می شود.
- از انواع ورق با ضخامت های مختلف در صنایع ماشین سازی و ساختمان استفاده می شود. نظیر ساخت ستون به صورت باکس.
- پروفیل های مربع و مستطیل با مقاطع کوچک به عنوان نرده های فلزی برای در و پنجره منازل. کناره راه پله ها و همچنین نرده کشی اطراف دیوارهای کارخانجات و زمین های محصور شده. و نرده پیاده روها و خیابانها بکار می روند.
- پروفیل های مربع و مستطیل (قوطی) با مقاطع بزرگتر که معروف به ستونی می باشند. موارد استفاده متعددی در صنعت و ساختمان سازی دارند. این پروفیل ها که در مقاطع مربع ساخته می شوند. در ساختن ستون و اسکلت فلزی ساختمان ها بکار می روند. همچنین اگر این پروفیل ها با مشخصات فیزیکی قابل اطمینان ساخته شوند. می توانند در ساختن شاسی تریلرها و نفت کش ها استفاده شوند.
- از پروفیل های قوطی مربع و مستطیل در صنایع خودروسازی نیز استفاده می شود.
- از پروفیل های قوطی مربع در ساخته پایه میز و صندلی نیز استفاده می گردد.
- پروفیل هایی که به صورت z تهیه می شوند اکثراً برای پوشش سقف سوله ها بکار می روند.
- پروفیل های نبشی و ناودانی با روش نورد سرد نیز تولید می شوند. از پروفیل های نبشی می توان در ساختن چارچوب درهای بزرگ آهنی. و انواع قالب های فلزی بکار رفته در ماشین آلات استفاده کرد. ناودانی های کوچک در مواردی چون در ساخت کرکره مقازه ها بکار می روند.
:: برچسبها:
پروفیل , پروفیل فولادی , پروفیل آلیاژی , پروفیل ناودانی , پروفیل چهارپهلو , پروفیلpvc , فولاد نبشی , فولاد ناودانی , ,
نوشته شده در سه شنبه 29 تير 1400
بازدید : 232
نویسنده : جواد دلاکان
|
|
کاربرد نبشی
عموماً بسته به نوع آن در ساخت و سازهای عمرانی، ساختمانی و حتی صنعتی استفاده می شود. در صنعت ساختمانی همانطور که گفته شد از نبشی ها عموماً برای اتصال استفاده می شود. ستون ها، خرپا، چارچوب ها (نبشی ضد زنگ) و حتی آسانسورها (نبشی لقمه، اسپیرال). بیشترین استفاده از نبشی ها را دارند.
در صنایع غذایی و دارویی نیز عمدتاً از نبشی ضد زنگ. به دلیل مقاومتی که در برابر سایش دارد استفاده می کنند. نبشی های T316 عمدتاً مصرف صنعتی دارد و A36 نیز در صنایع مختلف مورد استفاده قرار می گیرد. نبشی اسپیرال نیز با انعطاف پذیری بالا یکی از بهترین انتخاب ها در بحث ساختمان سازی. ساخت پل ها و دکل های انتقال نیرو است.
5- قوطی
6- ورق
7- تسمه
8- ناودانی UNP
9- میلگرد
10 – لوله
لوله (Pipe) یک مقطع توخالی استوانه ای است که عمدتاً از آن برای انتقال مواد قابل جریان. مانند مایعات، گازها، دوغاب ها و پودرها استفاده می شود. از لوله ها همچنین برای ساخت سازه ها استفاده می شود. مقاطع توخالی لوله ای، به مراتب سفتی بر اساس وزن واحد بیشتری نسبت به مقاطع توپر دارند. لوله از مواد مختلفی از جمله سرامیک، شیشه، فایبرگلاس، بسیاری از فلزات، بتن و پلاستیک ساخته می شود. در گذشته لوله های چوبی و سربی نیز مرسوم بودند.
لوله های فلزی به طور معمول از فولاد آلیاژهای آهن ساخته می شوند. مانند فولاد کربنی، فولاد زنگ نزن، فولاد گالوانیزه و چدن نشکن. لوله های پایه آهنی، در صورت استفاده در جریان آب اکسیژن دار در معرض خوردگی قرار دارند. از لوله های آلومینیوم ممکن است در مواردی استفاده شود که آهن با مایع سرویس ناسازگار باشد. با وزن یک پارامتر مشکل ساز باشد. از لوله های مسی بیشتر برای سیستم های لوله کشی آب خانگی (قابل شرب). و لوله های سیستم های تبرید و کویل های انتقال حرارت (برای مثال در کندانسورها و رادیاتورها) استفاده میشود.
از لوله هایی با جنس آلیاژهای اینکونل، فولاد کروم مولی و تیتانیوم برای دماها و فشارهای بالا. در تأسیسات کارخانجات فرآیندی و نیروگاه ها استفاده میشود. ارزش بازار جهانی لوله های فولادی در سال 2019 برابر 142.4 میلیارد دلار بوده و انتظار می رود. از سال 2020 تا 2027 با نرخ رشد مرکب سالانه 6.2% رشد کند و به 54.68 میلیارد دلار برسد.
11- سپری
12- لایه یا زد Z
13 – پروفیل های در و پنجره
مهندسان از کتاب اشتال برای محاسبات مقاطع فولادی (پروفیل ها) استفاده می کنند. در اشتان وزن و ابعاد و ضخامت و سایر مشخصات پروفیل ها نوشته شده است.
:: برچسبها:
پروفیل , پروفیل فولادی , پروفیل آلیاژی , پروفیل ناودانی , پروفیل چهارپهلو , پروفیلpvc , فولاد نبشی , فولاد ناودانی , ,
نوشته شده در دو شنبه 28 تير 1400
بازدید : 217
نویسنده : جواد دلاکان
|
|
نوشته شده در یک شنبه 27 تير 1400
بازدید : 209
نویسنده : جواد دلاکان
|
|
پروفیل یا بعبارت دیگر نیم رخ یا رُخ نما (Profile). از نظر واژگان به معنای مقطع ثابت و طول بسیار است. که در اصطلاح ساختمان سازی و ماشین سازی برای قطعات فولادی به کار می رود. که به اشکال گوناگون ساخته می شود.پروفیل های مربع و مستطیل (قوطی) با مقاطع بزرگتر که معروف به ستونی می باشند. موارد استفاده متعددی در صنعت و ساختمان سازی دارند. این پروفیل ها که در مقاطع مربع ساخته می شوند. در ساختن ستون و اسکلت فلزی ساختمان ها بکار می روند. همچنین اگر این پروفیل ها با مشخصات فیزیکی قابل اطمینان ساخته شوند. می توانند در ساختن شاسی تریلرها و نفت کش ها استفاده شوند. پروفیل ها به صورت گوناگون توسط کارخانجات ذوب آهن ساخته می شوند.انواع پروفیل : – تیر آهن IPE- تیر آهن IP8- تیر آهنی INP- نبشی.
:: برچسبها:
پروفیل ,
پروفیل فولادی ,
پروفیل آلیاژی ,
پروفیل ناودانی ,
پروفیل چهارپهلو ,
پروفیلpvc ,
فولاد نبشی ,
فولاد ناودانی ,
,
نوشته شده در شنبه 26 تير 1400
بازدید : 217
نویسنده : جواد دلاکان
|
|
نبشی پروفیلی است که سطح مقاطع آن بر خلاف تسمه نوردی و تسمه فابریک و میلگرد ، دو ضلع بر هم عموددارد و یکی از پر کاربردترین محصولات فولادی میباشد. که در بخش های متفاوتی مورد استفاده قرار میگیرد و همینطور مانند میلگرد یکی از مصالح اساسی و پرکاربرد در صنعت و ساختمان سازی میباشد. فرایند تولید نبشی بسیار پیچیده تر از سایر محصولات فولادی است.
نبشی ها از لحاظ روش تولید به دودسته ی نبشی پرسی و نبشی فابریک تقسیم مبشوند و از لحاظ شکل ظاهری به دو دسته ی نبشی بال مساوی و نبشی بال نا مساوی تقسیم میشوند.
:: برچسبها:
پروفیل , میلگرد آلیاژی , نبشی , نبشی فولادی , فولاد نبشی , فولاد سردکار , فولاد گرمکار , فولاد ماشینکار , فولاد ضد سایش , فولاد ضد خوردگی فولاد ضد زنگ , فولاد ناودانی , فولاد دریایی , ,
نوشته شده در پنج شنبه 24 تير 1400
بازدید : 214
نویسنده : جواد دلاکان
|
|
فولاد یوتیکتوئید
فولاد یوتیکتوئید در اصل می تواند کاملاً به پرلیت تبدیل شود. پرلیت می تواند سخت و قوی باشد اما به خصوص سخت نیست. به دلیل داشتن یک شبکه لایه ای فریت و سیمانیت، می تواند در برابر سایش مقاوم باشد. نمونه هایی از کاربردها شامل ابزار برش، سیمهای با استحکام بالا، چاقو و میخ است.
آستنیت-Austenite-آهن فاز-گاما-gamma-phase iron (γ-Fe)
آستنیت یا آهن فاز – گاما یک دگر شکلی فلزی. و غیر مغناطیسی از آهن یا محلول جامد از آهن و یک ماده آلیاژی دیگر است. در فولادهای کربنی آستنیت در بالای نقطه یوتکتوئید که دارای دمای 727.5 درجه سانتی گراد است، یافت می شود.
سایر آلیاژهای فولادی دماهای یوتکتوئید متفاوتی دارند. در فولاد زنگ نزن آلوتروپ آستنیت در دمای اتاق وجود دارد. این دگرشکلی به افتخار سر ویلیام کندلر آستن، آستنیت نام گذاری شده است.
:: برچسبها:
انواع فولادهای پرلیتی , فولاد پرلیت , پرلیت , فولاد یوتیکتوئید , پرلایت , فولاد آستنیت , ,
نوشته شده در چهار شنبه 23 تير 1400
بازدید : 209
نویسنده : جواد دلاکان
|
|
انواع فولادهای پرلیتی
پرلایت در مجموع دارای دو نوع fine pearlite و coarse pearlite می باشد. در هنگام سرد کردن از آستنیت به پرلیت اگر اختلاف دمای محیط با فولاد کم باشد. (در واقع سرعت سرد کردن کم باشد) لایه های سمنتیت و فریت فرصت کافی برای جدا شدن از هم دارند. که باعث ایجاد لایه های بزرگ تر می شود. و coarse pearlite تشکیل می شود. ولی اگر اختلاف دمای محیط با فولاد زیاد باشد. (در واقع سرعت سرد کردن زیاد باشد) لایه های سمنتیت و فریت. فرصت کافی برای جدا شدن از هم را ندارند. که باعث ایجاد لایه های کوچک تر می شود. fine pearlite تشکیل می شود. در مجموع fine pearlite از coarse pearlite سخت تر است.
:: برچسبها:
انواع فولادهای پرلیتی , فولاد پرلیت , پرلیت , فولاد یوتیکتوئید , پرلایت , فولاد آستنیت , ,
نوشته شده در سه شنبه 22 تير 1400
بازدید : 205
نویسنده : جواد دلاکان
|
|
پرلیت چیست- فولاد های پرلیتی-انواع پرلیت-فولاد یوتیکتوئید-پرلایت
پرلیت
پرلیت یا پرلایت دارای ساختار دوفازی، لایه ای است که از لایه های متناوب فریت و سمنتیت تشکیل شده است. که در برخی از استیل ها و آهن های ریخته گری اتفاق می افتد. هنگام خنک شدن آهسته از آلیاژ آهن و کربن، پرلیت با یک واکنش یوتکتوئیدی. به عنوان آستنیت خنک شده زیر 727 درجه سانتی گراد (1.341 درجه فارنهایت) (درجه حرارت یوتکتوئید) تشکیل می شود.
در فاز آستنیت تمام کربن موجود به صورت محلول وجود دارد اما هنگامی که شروع به سرد شدن می شود. کربن از حد انحلالیت بیش تر شده و به صورت رسوب سمنتیت خارج می شود. چون که فاز جامد است. این رسوبات در نزدیک ترین فاصله ممکن از ساختار خارج می شوند. که باعث ایجاد ساختار لایه ای سمنتیت و فریت می شود. که پرلیت نامیده میشود. پرلیت یک ریز ساختار است که در بسیاری از نمونه های معمول فولادها رخ می دهد.
ترکیب یوتکتوئیدی آستنیت تقریباً دارای 0.77% کربن است. فولاد با محتوای کربن کمتر (فولاد هیپوئکتکتوئید) حاوی نسبت متفاوتی از بلورهای فریت نسبتاً خالص است. که در واکنش یوتکتوئیدی شرکت نمی کنند و نمی توانند به پرلیت تبدیل شوند. به همین ترتیب فولادهایی که میزان کربن بالاتری دارند. (فولادهای هایپر یوتکتویید) قبل از رسیدن به نقطه یوتکتویید، سیمنیت تشکیل می دهند. نسبت فریت و سیمانیت تشکیل شده در بالای نقطه یوتکتویید را می توان از نمودار فازی تعادل آهن/سمنتیت با استفاده از قانون اهرم محاسبه کرد.
از آنجایی که دانسیته فریت و سمنتیت بسیار نزدیک به همدیگر هستند. (به ترتیب 7.78 و 7.7 گرم بر سانتی متر مکعب). درصد حجمی فریت و سمنتیت در ساختمان پرلیت، تقریباً برابر همان درصد وزنی آنهاست.
فولادهای پرلیتی (ترکیب یوتکتوییدی) با ریزساختار نزدیک به پرلیت (ترکیب نزدیک به یوتکتوئید) می توانند به سیمهای نازک کشیده شوند. چنین سیمهایی که اغلب به صورت طناب بسته می شوند. بصورت تجاری به عنوان سیم پیانو، طناب برای پل های تعلیق و همچنین برای تقویت تایر استفاده می شوند. کرنش لگاریتمی بالای 3 منجر به استحکام سیمهای پرلیت می شود. و پرلیت را به یکی از قوی ترین مواد ساختاری فله روی زمین تبدیل می کند.
برخی از سیم های فولادی هایپریوتکتوییدی حتی می توانند حداکثر مقاومت کششی بالاتر از 6GPa را نشان دهند. اگرچه پرلیت در بسیاری از کاربردهای مهندسی مورد استفاده قرار می گیرد. اما منشأ قدرت فوق العاده آن به خوبی درک نشده است. اخیراً نشان داده شده است که ترسیم سیم سرد نه تنها با پالایش ساختار لاملا، پرلیت را تقویت می کند. بلکه به طور همزمان باعث تجزیه جزئی شیمیایی سیمانیت می شود.
که با افزایش کربن فاز فریت همراه است. با ایجاد تغییر در نقص های مشبک در لامل های فریت، و حتی انتقال ساختاری از بلورین به سیمانیت آمورف. تجزیه ناشی از تغییر شکل و تغییر ریزساختاری سیمنیت با چندین پدیده دیگر مانند توزیع مجدد قوی کربن. و سایر عناصر آلیاژ مانند سیلیکون و منگنز در هر دو فاز سیمانی و فریت ارتباط نزدیکی دارد. تغییر شکل در رابط های فاز به دلیل تغییر در شیب غلظت کربن در رابط ها، و آلیاژ مکانیکی.
پرلیت برای اولین بار توسط هنری کلیفتون سوربی مشخص شد. و در ابتدا با نام سوربیت نامگذاری شد. اما شباهت ریزساختار به nacre و خصوصاً اثر نوری ناشی از مقیاس سازه. باعث شد نام جایگزین محبوبیت بیشتری پیدا کند.
بینایت ساختاری مشابه با لاملهای بسیار کوچکتر از طول موج نور مرئی است و بنابراین فاقد این ظاهر پرلیتی است. با سرمایش سریعتر تهیه می شود. برخلاف پرلیت، که شکل گیری آن شامل انتشار همه اتم ها است. باینیت توسط یک مکانیسم تحول جابجایی رشد می کند. تبدیل پرلیت به آستنیت در دمای بحرانی پایین تر 723C صورت می گیرد. در این دما پرلیت به آستنیت تغییر می کند.
:: برچسبها:
فولاد پرلیت , پرلیت , فولاد یوتیکتوئید , پرلایت , فولاد آستنیت , ,
نوشته شده در دو شنبه 21 تير 1400
بازدید : 202
نویسنده : جواد دلاکان
|
|
فولادهای زنگ نزن آستنیتی و داپلکس
جوشکاری استلایت بر روی سطح فولادهای زنگ نزن بسیار متداول است. انجام اینکار کاملاً متفاوت از فولادهای کربنی، کم آلیاژ و ابزار است. در اینجا کربن معادل اهمیت چندانی ندارد. ولی مهم این است که بدانیم چه گروه و گریدی را سخت کاری می کنیم.
شکل 8 مهمترین گریدهای فولادهای زنگ نزن آستنیتی را نشان می دهد. در فولادهای زنگ نزن آستنیتی، نظیر 304 و 316، شکل گیری فاز ترد. در منطقۀ متأثر از حرارت زیر جوش رخ نمی دهد. زیرا وجود مقادیر بالای نیکل مانع از تبدیل شبکه FCC آستنیت به شبکۀ BCC مارتنزیت می شود.
برای جوشکاری سطحی استلایت روی این گروه. دمای پیش گرم 50 درجه سانتی گراد تا 150 درجه سانتی گراد کافی است. و پس از جوشکاری قطعه باید به آرامی سرد شود.
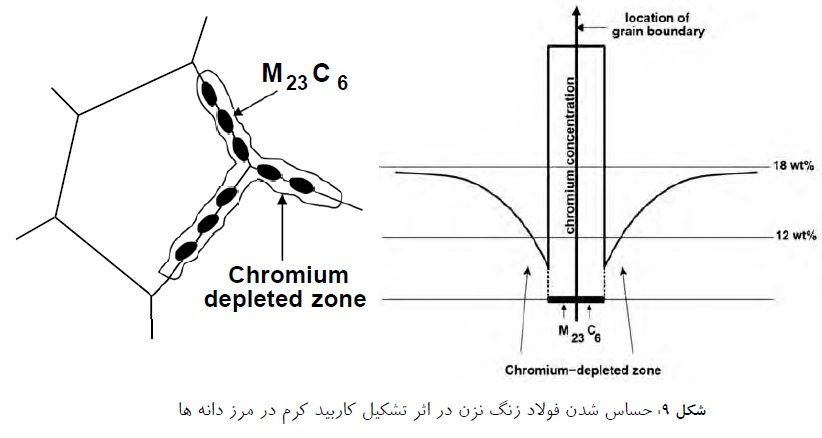
مشکل اصلی در جوشکاری سطحی فولادهای زنگ نزن، ورود کربن از آلیاژ استلایت به منطقۀ متأثر از حرارت است. با توجه به مقادیر بالای کربن در اکثر آلیاژهای استلایت، این پدیده به سادگی روی می دهد. کربن وارد شده به منطقۀ کنار جوش در فولاد زنگ نزن، باعث ایجاد پدیدۀ حساس شدن می شود. این فرآیند که از آن به خوردگی کنار جوش نیز یاد می شود.
در اثر تشکیل کاربید کروم در مرز دانه های فولاد زنگ نزن ایجاد می شود. شکل 9 این پدیده را از نقطه نظر میکروسکوپی نشان می دهد. تشکیل کاربید کروم در مرز دانه ها باعث می شود. تا لایۀ محافظ اکسید کروم پیوسته روی سطح فولاد زنگ نزن در منطقۀ متأثر از حرارت شکل نگرفته. و مقاومت به خوردگی این ناحیه به شدت کاهش یابد.
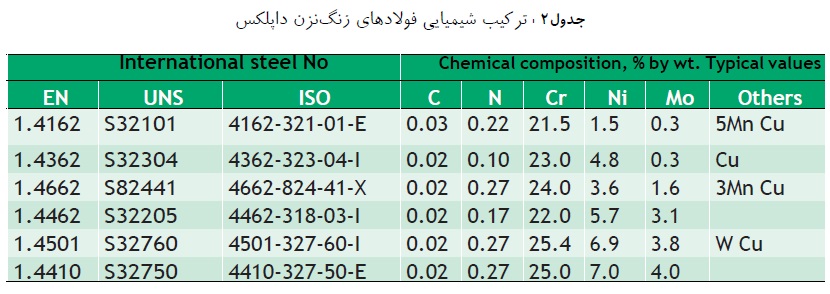
ساختار میکروسکوپی فولادهای زنگ نزن داپلکس شامل دانه های فریت و آستنیت تقریباً با نسبت برابر می باشد. این گروه فولادهای زنگ نزن معمولاً مقاومت به خوردگی تنشی بهتر و استحکام و سختی بالاتری. نسبت به فولادهای زنگ نزن آستنیتی دارند. داپلکس ها کاربردهای وسیعی در صنایع نفت و گاز و پتروشیمی دارند. مقاومت در محیطهای کلریدی، استحکام کششی بالا و مقاومت به کاویتاسیون دلیل این امر است.
جدول 2 ترکیب شیمیایی فولادی زنگ نزن داپلکس را نشان می دهد.
در اثر سخت کاری سطحی توسط جوشکاری، داپلکس ها هم مانند فولادهای زنگ نزن آستنیتی حساس شده. و دچار خوردگی منطقۀ کنار جوش می شوند. علاوه بر این در این فولادها امکان تشکیل فازهای ترد ثانویه در زیر لایۀ جوشکاری شده وجود دارد. این فازهای ثانویۀ ترکیبات بین فلزی، کاربیدها و نیتریدهایی هستند. که در اثر قرار گرفتن در دمای بالا تشکیل می شوند. و مقاومت به خوردگی و یا چقرمگی را کاهش می دهند.
از نقطه نظر سخت کاری سطحی، بزرگترین مشکل کار با این فولادها تشکیل فازهای تردی نظیر سیگما.چی، و آلفا پرایم در مدت زمان کوتاه سیکل حرارتی حاصل از جوشکاری است.
این فازها در محدوده دمایی 300 درجه سانتی گراد تا 1000 درجه سانتی گراد تشکیل می شوند. طبیعی است که در حین جوشکاری مطنقۀ وسیعی در زیر جوش در این ناحیۀ حرارتی ترد شدن قرار می گیرند. به همین دلیل بهتر است. فولادهای داپلکس پیش گرم نشوند.
بسته به هندسه و ابعاد قطعات و همچنین گرید استلایت مورد استفاده باید سریع تر نرخ سرد شدن ممکن. برای دماهای بین پاسی و آخر کار در نظر گرفته شود. تا منطقه متأثر از حرارت در زمان کمتری در محدوده دمایی ترد شدن قرار گیرد. دمای بین پاسی بهینه برای این فولادها در محدوده 150 درجه سانتی گراد تا 200 است.
البته راهکار بهتر استفاده از یک لایه بافری زیر لایه استلایت می باشد. استفاده از سوپرآلیاژ پایه نیکل Inconel 625 به عنوان اولیه لایه جوشکاری شده بدون انجام هیچ پیش گرمی می تواند. ریسک پدیده های فوق الذکر را تا حد زیادی کاهش دهد.
یکی از پدیده هایی که در حین سخت کاری سطحی آلیاژهای استلایت. بر روی قطعات صنعتی به وفور دیده می شود. پدیده رقیق شدن است. رقیق شدن معمولاً خود را به شکل افت سختی حاصل از سخت کاری. نسبت به سختی مورد انتظار نشان می دهد. ماجرا از آنجا آغاز می شود. که در حین جوشکاری سطحی، مقداری از فلز زیر لایه یا همان قطعه در لایه استلایت حل می شود. و در نتیجه مقدار آهن موجود در لایه را نسبت به ترکیب استاندارد استلایت افزایش می دهد. این وضعیت اثرات زیر را به همراه دارد.
کاهش مقاومت به خوردگی آلیاژ استلایت در محیط های با خورندگی بالا. در اثر کاهش درصد کروم لایه سطحی، هرچند در این شرایط ممکن است. مقاومت به خوردگی استلایت از بسیاری فولادهای زنگ نزن بالاتر باشد.
- افت سختی حاصل از جوشکاری استلایت
- کاهش مقاومت به سایش در اثر افزایش انرژی نقص در چیده شدن اتم ها برای زمینه کبالتی. که اثر بالایی به خصوص بر مقاومت به گالینگ دارد.
- کاهش کربن محتوای لایه استلایت که کاهش سختی و مقاومت به انواع سایش را به همراه دارد.
- رقیق شدن به آهن و یا نیکل باعث کاهش حجم فازهای تردی نظیر کاربیدها شده. و مقاومت به ضربه لایه را افزایش می دهد.
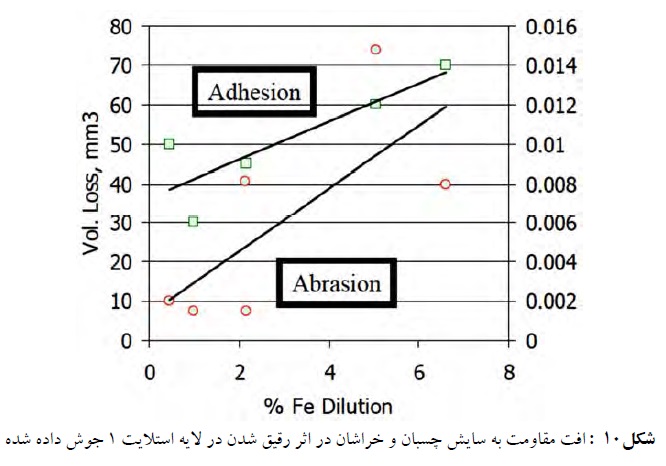
همانطور که در شکل 10 دیده می شود. 6 درصد رقیق شدن توانسته است. مقاومت به سایش خراشان استلایت 1 را تا 6 برابر و سایش چسبان را تا حدود دو برابر کاهش دهد.
رقیق شدن پدیده ای غیر قابل اجتناب است. اما سوال اینجاست که تا چه حد مجاز می باشد. پاسخ این سوال با دانستن شرایط کاری نظیر خورندگی محیط، مقاومت به سایش مورد نیاز، سختی قطعات درگیر با قطعه. ضخامت لایه مورد نیاز، مقدار ماشین کاری پس از جوشکاری و … داده شود.
هرچه تعداد پاس های جوش داده شده افزایش یابد. اثر رقیق شدن به ویژه در لایه های رویین کمتر می شود. بهتر است فرآیند کار به نوعی طراحی شود. که پس از ماشین کاری حداقل 2 میلی متر از لایه استلایت روی سطح باقی مانده باشد.
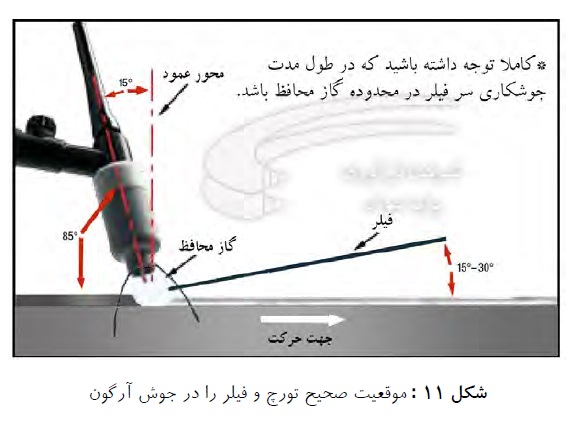
پارامترهای جوشکاری، هندسه جوش، مهارت جوشکار، ضخامت لایه اولیه جوشکاری شده. و جنس زیر لایه بر رقیق شدن تأثیر گذار است. شکل 11 موقعیت صحیح تورچ و فیلر را در جوش آرگون نشان می دهد.
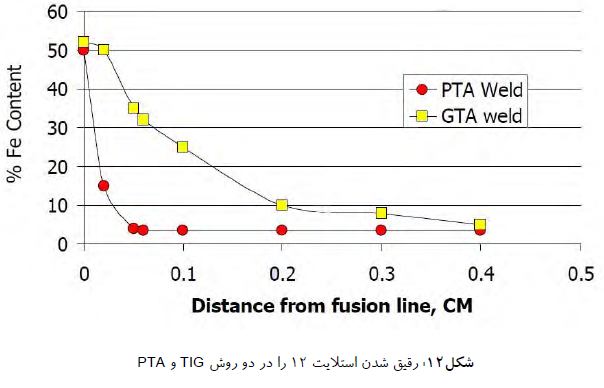
مقدم بر پارامترهای فرآیند، نوع خود فرآیند بر میزان رقیق شدن تأثیر به سزایی دارد. شکل 12 رقیق شدن استلایت 12 را در دو روش TIG و PTA مقایسه کرده است. همانطور که دیده می شود. رقیق شدن استلایت از مقدار 50 درصد آهن در خط ذوب. به سرعت به حدود 5 درصد در فاصله حدود 4 میلیمتری از خط ذوب فلز پایه می رسد. روش PTA رقیق شدن کمتری را نسبت به روش FTG نشان می دهد. دقت شود که این دو روش در شرایط تنظیم بهینه پارمترها با هم مقایسه شده اند.
همانطور که مشاهده می شود. در روش PTA در فاصله یک میلی متر از خط ذوب، رقیق شدن به کمتر از 10 درصد می رسد.
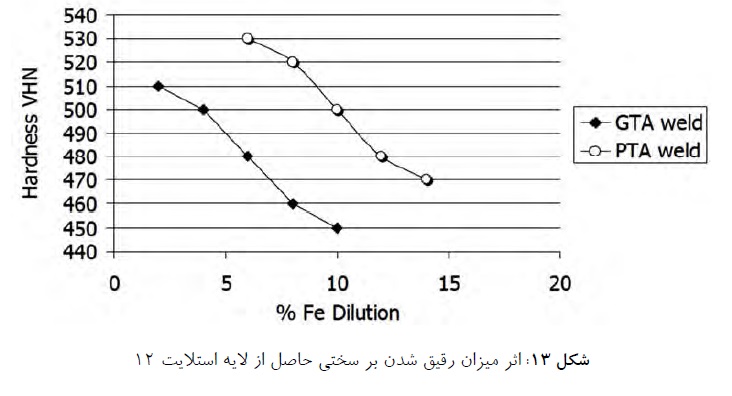
اثر میزان رقیق شدن بر سختی حاصل از لایه استلایت 12 در شکل 13 نشان داده شده است.
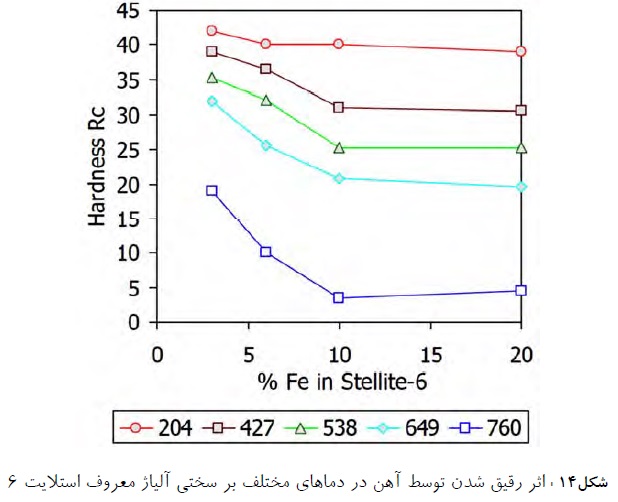
شکل 14 اثر رقیق شدن توسط آهن در دماهای مختلف بر سختی آلیاژ معروف استلایت 6 را نشان می دهد. همانطور که دیده می شود. رقیق شدن بیش از 10 درصد در دماهای مختلف اثر زیادی نداشته. و نمودار بین 10 تا 20 درصد در دماهای مختلف به شکل صاف است.
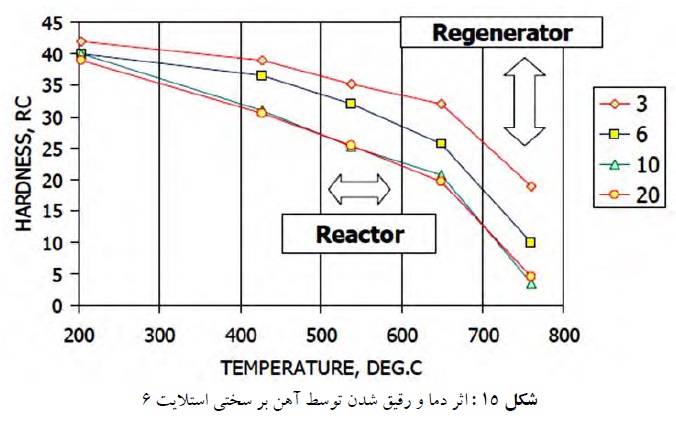
شکل 15 اثر دما و رقیق شدن توسط آهن بر سختی استلایت 6 را مشخص می کند. همانطور که دیده می شود. با افزایش دما تأثیر رقیق شدن بر افت سختی لایه استلایت بیشتر می شود.
:: برچسبها:
قطعات آلیاژی ,
استلایت ,
سختکاری ,
آلیاز استلایت ,
جوشکاری استلایت ,
فولاد آلیاژی ,
فولاد زنگ نزن ,
فولاد زنگ نزن آستنیتی ,
فولاد زنگ نزن داپلکس ,
,
نوشته شده در یک شنبه 20 تير 1400
بازدید : 193
نویسنده : جواد دلاکان
|
|
فولاد های سادۀ کربنی که به فولادهای غیر آلیاژی نیز شناخته می شوند. در سیستم کد گذاری بین المللی UNS با حرف G آغاز می شوند. این فولادی در سیستم AISI و SAE بصورت 10XX ,11XX,12XX و 15XX شناسایی می شوند.
در بازار ایران معروف ترین گریدهای این فولادها را می توان. St37 – St13 – St14 – St14 – St44 – St22 – St52 در فولادهای ساختمانی و Ck22 – Ck45 – Ck35 – Ck60 در فولادهای صنعتی نام برد.
بصورت کلی جوش پذیری یک فولاد با سختی پذیری آن نسبت مستقیم دارد. و هر چه سختی پذیری افزایش یابد. جوش پذیری پایین می آید. این موضوع بخاطر شکل گیری یک لایۀ ترد. در منطقۀ متأثر از حرارت زیر جوش (HAZ) در داخل فلز پایه می باشد.
وقتی سختی پذیری یک فولاد بالا باشد. در اثر سریع سرد شدن منطقۀ زیر جوش، فازهای ترد مارتنزیتی تشکیل می شود. که مقاومت به ضربۀ پایینی دارد. این مسأله وقتی کربن بالاتر از 0/5 درصد باشد. اهمیت فراوانی می یابد.
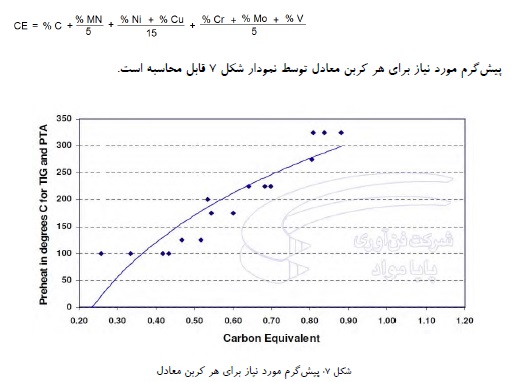
برای کاهش سرعت سرد شدن، بهترین روش پیش گرم کردن قطعۀ کار می باشد. برای تعیین میزان پیش گرم مورد نیاز و ارزیابی جوش پذیری یک فولاد. از معیاری با عنوان کربن معادل (CE) استفاده می شود. این معیار مستقیماً ترکیب شیمیایی یک فولاد را به جوش پذیری آن ارتباط داده. و از طریق رابطۀ زیر محاسبه می شود.
بعنوان مثال می توان مشاهده کرد. برای فولادهایی مثل St37 , St12 که کربن معادلی در حدود 0/2 دارند. هیچ پیش گرمی نیاز نیست. اما برای فولادهایی مثل Ck45 که کربن معادل آن حدود 0/5 می باشد. به حدود 170 درجۀ سانتی گراد پیش گرم نیاز است.
برای استفاده از این نمودار به دو نکته باید توجه کرد. یکی اینکه این پیش گرم با هدف جلوگیری از سریع سرد شدن منطقۀ کنار جوش می باشد. و بنابراین اندازۀ قطعه نیز اثر گذار است. و دیگر اینکه پیش گرم همواره می تواند. مفید باشد زیرا اثر رطوبت یا چربی موجود بر روی قطعه و همچنین تنش های انقباضی را کاهش می دهد.
هرچه که کربن معادل از 0/5 بیشتر باشد. تشکیل مارتنزیت اجتناب ناپذیر است.
در این شرایط عملیات حرارتی پس از جوشکاری PWHT ضروری می شود.
انتخاب دمای این عملیات حرارتی با توجه به گرید فولاد انتخاب می شود. و معمولاً 50 درجه ی سانتی گراد پایینتر از دمای تمپر همیشگی آن فولاد است. معمولاً قطعات جوشکاری شده بلافاصله پس از جوشکاری بمدت یک تا دو ساعت در کورهه قرار می گیرند.
:: برچسبها:
قطعات آلیاژی , استلایت , سختکاری , آلیاز استلایت , جوشکاری استلایت , فولاد آلیاژی , فولاد زنگ نزن , فولاد زنگ نزن آستنیتی , فولاد زنگ نزن داپلکس , ,
نوشته شده در پنج شنبه 17 تير 1400
بازدید : 209
نویسنده : جواد دلاکان
|
|
آلیاژهای استلایت
آلیاژهای استلایت آلیاژهایی با پایه ی کبالت هستند. مهم ترین عناصر آلیاژی استلایت ها، عناصر کربن، کروم، تنگستن، مولیبدن و نیکل می باشند.
همانطور که گفته شد. استلایت ها مقاومت بسیار خوبی به گالینگ و سایش چسبان فلز روی فلز دارند. این آلیاژها نیاز به روانکاری کمی داشته و ضریب اصطکاک پایینی دارند. به همین دلیل نسبت به Siding Wear مقاومت خوبی دارند. علاوه بر این آلیاژهای استلایت نسبت به اکسیداسیون دمای بالا، کاویتاسیون و فرسایش مقاومت مناسبی دارند.
روش تولید می تواند. بر سختی حاصل از یک آلیاژ اثرگذار باشد. شکل 2 سختی Stellite 6 حاصل از روش های گوناگون تولید در دماهای مختلف را نشان می دهد.
نظیر هر گروه از آلیاژهای دیگر، هر گرید استلایت برای یک دسته کاربرد خاص طراحی می شود. و بر همین اساس ترکیب شیمیایی آن تنظیم می شود.
به عنوان مثال آلیاژهایی که جنبه ی مقاومت به خوردگی آنها بالاست. معمولاً دارای کروم 28 تا 32 درصد بوده و خواص خوردگی نظیر فولاد زنگ نزن 316 دارند.
به علت نقش اساسی کربن در ایجاد مقاومت به سایش یا مقاومت به خوردگی، آلیاژهای استلایت را می توان. به دو دسته ی کلی زیر تقسیم بندی کرد.
- استلایت های کاربیدی (درصد C > 0/08 )
این استلایتها توسط کاربیدهای کروم، تنگستن و یا مولیبدن استحکام می یابند. و به دو صورت هیپویوتکنیک (کاربیدهای M22C6) نظیر استلایت 6. و هایپریوتکتیک (کاربیدهای M7C3) نظیر استلایت 1 گروه بندی می شوند.
- استلایتهای محلول جامد (C< 0/4)
این دسته از آلیاژهای استلایت معمولاً مقاومت به ضربه و مقاومت به خوردگی مناسب تری نسبت به گروه اول دارند. این دسته را به دو گروه زیر میتوان متمایز کرد.
— آلیاژهای استلایت کبالت، کروم، مولیبدن (بدون تنگستن) نظیر Stellite 21.
— آلیاژهای استلایت کبالت، کروم، مولیبدن، نیکل (با تنگستن پایین) نظیر Ultimet.
- آلیاژهای مقاوم به سایش توسط کار سخت شدن
شکل 3 ریز ساختار بعضی از آلیاژهای استلایت را نشان می دهد.
جدول 1 – ترکیب شیمیایی آلیاژهای معروف استلایت
یک ویژگی مهم آلیاژهای استلایت مقاومت به سایش در دمای بالاست. سختی همواره به عنوان یک پارامتر ملموس برای ارزیابی مقاومت به سایش تلقی می شود. ولی این معیار همیشه نمی تواند. ارزیابی صحیحی به ما ارائه دهد. در آلیاژهای استلایت به علت وجود ذرات کاربیدهای تنگستن. مقاومت به سایش بالاتری نسبت به یک فولاد با همان عدد سختی حاصل می شود.
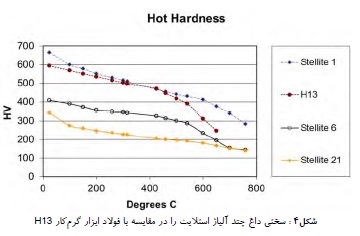
شکل 4 سختی داغ چند آلیاژ استلایت را در مقایسه با فولاد ابزار گرم کار H13. در دماهای مختلف نشان می دهد.
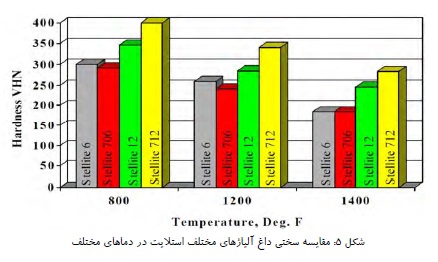
شکل 5 نیز سختی داغ آلیاژهای مختلف استلایت را در دماهای مختلف مقایسه می کند.
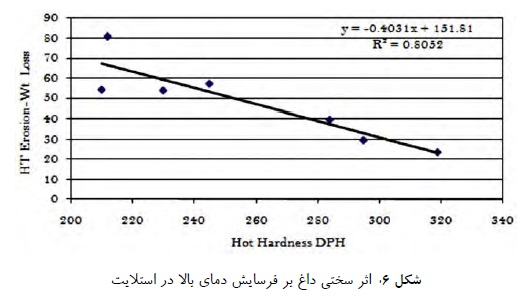
شکل 6 اثر سختی داغ بر فرسایش دمای بالا در استلایت 1 را نشان می دهد. همان طور که دیده می شود. افت سختی از DPH 320 به 220 باعث دو برابر شدن فرسایش داغ شده است.
:: برچسبها:
قطعات آلیاژی , استلایت , سختکاری , آلیاز استلایت , جوشکاری استلایت , فولاد آلیاژی , فولاد زنگ نزن , فولاد زنگ نزن آستنیتی , فولاد زنگ نزن داپلکس , ,
نوشته شده در چهار شنبه 16 تير 1400
بازدید : 222
نویسنده : جواد دلاکان
|
|
آهنگری یا Forging شکل دادن به فلز با استفاده از نیروهای فشاری محلی است. این ضربات معمولاً توسط یک چکش آهنگری با قالب اعمال می شود.
آهنگری
آهنگری یکی از کهنترین روش های فرم دهی فلزات می باشد. که در دوران گذشته فلز مورد نظرشان را تا حد لازم گداخته و سرخ می کردند. و بعد با یک انبر آن را روی سندان نگه می داشتند. و چکش کاری می کردند. تا شکل مورد نظر را پیدا کند. و گاهی فلز گداخته را با چکش کاری در داخل یک قالب شکل می دادند. و فلز گداخته شکل قالب را به خود می گرفت.
فورجینگ اغلب طبق درجه حرارت طبقه بندی می شود. که عبارتند از
- آهنگری سرد – Cold Forging (یک نوع کار سرد)
- آهنگری گرم – Warm Forging
- آهنگری داغ – Hot Forging (یک نوع کار گرم)
برای نوع دوم، فلز به طور معمول در کوره آهنگری داغ می شود.
قطعات فورجینگ می توانند وزن کمتر از یک کیلوگرم تا صدها تن داشته باشند. محصولات سنتی ساخته شده از این فرآیند عبارت بودند از. وسایل آشپزخانه، سخت افزار، ابزار دستی، سلاح های لبه دار، سنج و جواهرات. از زمان انقلاب صنعتی ، قطعات فورجینگ شده در مکانیسم ها و ماشین آلات. به طور گسترده ای مورد استفاده قرار می گیرند. هرجا که یک جزء نیاز به استحکام بالا داشته باشد. چنین آهنگری ها معمولاً نیاز به پرداخت بیشتر (مانند ماشین کاری) برای رسیدن به یک قطعه نهایی دارد. امروزه آهنگری یکی از صنایع عمده جهان است.
نحوه عملکرد فرآیند
در روش آهنگری، قطعۀ اولیه که لقمه نامیده می شود در میان دو نیمۀ قالب قرار می گیرد. و نیرویی زیاد به صورت آرام و گاهی ضربه ای به آن وارد می شود. به این ترتیب قطعۀ گداخته در محیط قالب، شکل و فرم داخل قالب را به خود می گیرد. و فلز اضافی به حفرۀ فلاش وارد می شود که بعداً از قطعه جدا می شود. و دور ریز قطعۀ آهنگری شده محسوب می گردد.
پروسۀ فورجینگ معمولاً به صورت گرم انجام می گیرد و هر فلزی میزان حرارت مشخصی برای فورجینگ شدن دارد. در روش فورجینگ قطعۀ گداخته شده در کوره که به حرارت مشخص رسیده باشد. را در قالب می گذارند که بر اثر فشار، فرم قالب را به خود بگیرد. قطعات فورجینگ شده نسبت به روش های دیگر تولیدی از استحکام و خواص مکانیکی عالی تری برخوردار می باشند. اکثر فلزات، قابلیت آهنگری شدن را دارا هستند. فلزاتی مانند فولادهای آلیاژی و فولادهای کربنی و آلومینیوم و آلیاژهای آن، برنج، مس و آلیاژهای آنها و… برای فورجینگ مناسب می باشند. برای فلزهایی مانند تیتانیوم به دلیل ضعیت بودن در انتقال حرارت، قالب و قطعه باید هم دما باشند. که این خود یک روش فورجینگ جدید به حساب می آید. زیرا مهندسین ناچار هستند قالب و خط تولید مخصوص این نوع از آهنگری طراحی کنند.
:: برچسبها:
آهنگری , فورجینگ , شکل دهی فلز , شکل دهی فولاد , فرم دهی فولاد , فرم دهی فلز , فولاد آلیاژی , مقاطع فولادی , پروفیل فولادی , نورد گرم , آهنگری سرد , آهنگری گرم , آهنگری داغ , Cold Forging , Warm Forging , Hot Forging , فولاد کربنی , ,
نوشته شده در سه شنبه 15 تير 1400
بازدید : 185
نویسنده : جواد دلاکان
|
|
فرآیندهای پوشش دهی آلیاژهای استلایت بر روی قطعات
- روش پاشش حرارتی HVOF
- جوش آرگون TIG
- جوش کاری زیر پودری Submerged Arc Welding
- جوش میگ MIG
- جوشکاری به روش PTA
- جوشکاری لیزر Laser Weld Doposition
هریک از این روشها دارای نقاط قوت و ویژگیهای خاص خود هستند. به عنوان مثال در روش HVOF، سرعت پاشش ذرات به مافوق صوت رسیده. و دمای سطح قطعه نسبت به روشهایی مانند TIG یا PTA بسیار پایین تر است. این روش چگالی ایجاد می کند. ولی ضخامت حاصل از آن معمولاً کمتر از یک میلی متر است.
روش PTA که در آن پودر فلز استفاده میشود. قابلیت اتوماتیک شدن خوبی دارد. این روش نرخ رسوب گذاری بالایی داشته و رقیق شدن توسط آهن زیر لایه کمتر در آن اتفاق می افتد.
شکل 1 انواع روش های پوشش دهی را به صورت شماتیک نشان می دهد.
:: برچسبها:
قطعات آلیاژی , استلایت , سختکاری , آلیاز استلایت , جوشکاری استلایت , فولاد آلیاژی , فولاد زنگ نزن , فولاد زنگ نزن آستنیتی , فولاد زنگ نزن داپلکس , ,
نوشته شده در دو شنبه 14 تير 1400
بازدید : 248
نویسنده : جواد دلاکان
|
|
سخت کاری سطحی قطعات با استفاده از آلیاژهای استلایت
سخت کاری
سختکاری سطحی قطعات صنعتی با استفاده از سوپرآلیاژهای پایه کبالت استلایت یکی از چالش های صنعتگران است. آلیاژهای استلایت به علت خواص منحصر به فرد خود در کاربردهای بسیاری در صنایع مختلف مورد استفاده قرار گرفته اند.
زمانیکه که حفظ سختی در دمای بالا، شرایط خورنده و انواع مکانیزم های سایش مطرح باشند. استلایت ها به خوبی برتری های خود را به نمایش می گذارند.
معمولاً آلیاژهای مقاوم به سایش، مقاومت به خوردگی بالایی ندارند. یا آلیاژهای مقاوم به حرارت، نظیر اینکونل ها و اینکولوی ها، مقاومت به سایش پایینی دارند. ولی آلیاژهای استلایت بطور همزمان می توانند در سه جبهه با این مکانیزم های مخرب فلزات بجنگند.
آلیاژهای استلایت مقاومت به سایش چسبان (Galling) بسیار خوبی دارند. به همین دلیل در شرایطی که آب بندی فلز روی فلز نیاز باشد. گزینه ی بسیار مناسبی هستند. این ویژگی باعث شده تا در صنایع شیرآلات خاص صنعتی. پمپ های فرآیندی و کنترل ولوها شاهد به کارگیری آلیاژهای استلایت در سیت، گیت، بال و … باشیم.
حفظ سختی و مقاومت به سایش در دمای بالا در آلیاژهای استلایت باعث شده. تا در فرآیندهای شکل دهی گرم فلزات، نظیر اکستروژن و کشش سیم کاربردهای زیادی پیدا کرده باشند.
مقاومت به خوردگی در فلز مذاب، باعث شده. تا در ساخت قطعات تحت سایش در وان های فلزات مذاب. بتوان آلیاژهای استلایت را بکارگیری کرد.
در این نوشتار، اصول کلی سخت کاری سطی قطعات صنعتی با استفاده از آلیاژهای استلایت. به روش جوشکاری مورد بحث قرار گرفته است. امید است این مطلب مورد استفاده ی صنعتگران بومی ساز قطعات خاص قرار گیرد.
:: برچسبها:
قطعات آلیاژی , استلایت , سختکاری , آلیاز استلایت , جوشکاری استلایت , فولاد آلیاژی , فولاد زنگ نزن , فولاد زنگ نزن آستنیتی , فولاد زنگ نزن داپلکس , ,
نوشته شده در یک شنبه 13 تير 1400
بازدید : 195
نویسنده : جواد دلاکان
|
|
کاربرد های فولاد فنر
هر فولاد فنر دارای خاصیت و ویژگی های مختص به خود است. که از انواع کاربردهای فولاد فنر می توان به موارد زیر اشاره نمود.
:: برچسبها:
فنر کششی , فنر فشاری , فنر پیچشی , فنر دیسکی , فنر بشقابی , فنر دیاگرامی , فولاد ضد سایش , فولاد ضد خوردگی , میلگرد آلیاژی , پروفیل آلیاژی , شمش فولادی , فولاد فنر , ,
نوشته شده در پنج شنبه 10 تير 1400
بازدید : 198
نویسنده : جواد دلاکان
|
|
صنعت فنر سازی در ایران
در حال حاضر کشور ما در صنعت فنر سازی. پیشرفت به سزایی داشته و توانسته در این صنعت رشد و ترقی داشته باشد. فنر از با اهمیت ترین قطعات مکانیکال سیستم های دینامیکی می باشد. که دامنه ی کاربرد و استفاده از آن در صنایع بسیار گسترده می باشد.
فنرها انواع متفاوتی دارند. که از جمله ی آنها می توان به موارد زیر اشاره کرد.
- فنر کششی
- فنر فشاری
- فنر پیچشی
- فنر دیسکی
- فنر بشقابی
- فنر دیاگرامی
- و…
این فنرها در عین حال که ظاهری بسیار ساده ای دارند. اما کاربرد و رفتاری پیچیده و غیر ساده دارند که این موضوع جالبت توجه می باشد. بنابراین ساخت و تولید هر یک از این فنر ها نیز با یکدیگر متفاوت بوده. و نیاز به اصول و قوانین علمی متفاوتی می باشد.
بنابراین برای ساخت فنر و تولید آن باید اصول و قوانین علمی را به کار برد. که کار بسیار پیچیده ای بوده. و نیاز به یک صنعت توسعه یافته دارد. تا بتوان فنری اصولی و مطابق با قوانین علم مکانیک تولید کرد.
در گذشته کشور ایران در این صنعت کیفیت بسیار پایینی در تولیدات و ساخت فنرها داشت. زیرا برای تولید این قطعه ی مهم و پرکاربرد هیچ توجهی به علم روز دنیا نمی شد. و بر اساس دانسته های تجربی و بدون متد اصول جهانی نسبت به تولیدات فنر اقدام می کردند. که نتیجه ی آن تولیداتی با کیفیت و راندمان بسیار پایین بود.
اما امروزه برخی از شرکت ها به خصوص شرکت های دانشگاهی فعال در حوزه ی ساخت. به دلیل استفاده از جدیدترین نرم افزارهای شبیه سازی مهندسی توانسته اند. کیفیت تولیدات خود را در حد زیادی افزایش دهند. و در کوتاه ترین زمان کیفیت خوبی از فنرها را تولید نمایند.
:: برچسبها:
X فنر کششی X فنر فشاری X فنر پیچشی X فنر دیسکی X فنر بشقابی X فنر دیاگرامی X فولاد ضد سایش X فولاد ضد خوردگی X میلگرد آلیاژی X پروفیل آلیاژی X شمش فولادی X فولاد فنر ,
نوشته شده در چهار شنبه 9 تير 1400
بازدید : 203
نویسنده : جواد دلاکان
|
|
کاربرد و دلایل استفاده از فولاد در صنعت فنر سازی
کاربرد فولاد در فنرسازی بسیار متعدد می باشد. اما از اصلی ترین دلایل استفاده از آن در صنعت فنرسازی. می توان به خاصیت ارتجاعی آن که به دلیل شکل پذیری الاستیک است اشاره کرد. این خاصیت باعث می شود. تا بعد ا برداشتن و یا رفع فشار از روی فولاد فنر دوباره این قطعه به حالت اول خود بازگردد. که همین ویژگی باعث شده است به کار بردن آن در تولید فنر لازم و ضروری باشد.
فولاد فنر به کار رفته برای ساخت و تولید فنر باید دارای خصوصیاتی باشد. که از جمله ی آنها می توان به موارد زیر اشاره نمود.
- قابلیت شکل پذیری خوبی داشته باشد.
- هیچگونه ایراد و نقصی را نداشته باشد.
- هزینه و قیمت ان ارزان باشد.
- امکان دسترسی و تهیه ی آن سهل و راحت باشد.
:: برچسبها:
X فنر کششی X فنر فشاری X فنر پیچشی X فنر دیسکی X فنر بشقابی X فنر دیاگرامی X فولاد ضد سایش X فولاد ضد خوردگی X میلگرد آلیاژی X پروفیل آلیاژی X شمش فولادی X فولاد فنر ,
نوشته شده در سه شنبه 8 تير 1400
بازدید : 211
نویسنده : جواد دلاکان
|
|
انواع فولاد فنر CK
https://www.foolad-paytakht.ir
فولاد فنر ck از انواع فولادهای قابل عملیات حرارتی می باشند. که انواع مختلفی دارند. که از جمله ی آنها می توان به ck70,ck75,ck60,ck45,ck35 اشاره کرد. که دارای ویژگی و ساختار متفاوتی نسبت به یکدیگر می باشند. این فولاها در صنعت بسیار پُرکاربرد و پُر مصرف می باشند.
فولادهای فنر ck70 و ck60 از جمله ی فولادهای فنر بسیار پرکاربرد در صنعت می باشند. که در ساخت تولید تسمه های فنر از آن ها استفاده می شود.
مقدار و درصدهای عناصر به کار رفته در این آلیاژها با یکدیگر متفاوت می باشد. ولی تا حدودی مقدار این درصدها در فولادهای فنر ck60 و ck70 به یکدیگر نزدیک می باشد.
ا فولاد فنر ck75 در موارد بسیار زیادی استفاده می شود. و دامنه ی کاربرد بسیار زیادی دارد. که از جمله ی آن می توان به استفاده در مهندسی مکانیک، قطعات موتورها – پیچ ها، شفت ها. محورها، بازوی اکسل ها، قطعات فرران، قطعات دنده ها کردن پین، میل لنگ ها اجزای فرران. چرخ دنده ها، پیستوله ها، رینگ ها، متصل ها، میل لنگ، مهره ها، چرخ های محرک، میل محور اشاره کرد. بنابراین این فولاد فنر در صنایع خودرو، نفت و گاز و پتروشیمی، جنگ افزار سازی، معدن، غذایی و دارویی. تجهیزات آزمایشگاه، ساختمان، کشاورزی و غیره دامنه ی کاربرد بسیار گسترده ای دارد.
:: برچسبها:
فنر کششی ,
فنر فشاری ,
فنر پیچشی ,
فنر دیسکی ,
فنر بشقابی ,
فنر دیاگرامی ,
فولاد ضد سایش ,
فولاد ضد خوردگی ,
میلگرد آلیاژی ,
پروفیل آلیاژی ,
شمش فولادی ,
فولاد فنر ,
,
نوشته شده در دو شنبه 7 تير 1400
بازدید : 222
نویسنده : جواد دلاکان
|
|
فولاد فنر چیست؟
عناصر مختلفی از جمله سیلیسیم، منگنز، کرُم. وانادیوم و مولیبدن با مقادیر و درصد های مختلف. و مناسبی در فولاد فنر به کار رفته اند. این آلیاژ دارای پایداری در کشش می باشد. و این ویژگی در فولاد فنر بسیار حائز اهمیت می باشد.
فولاد فنر
با توجه به وجود عناصری همچون سیلیسیم و کروم در فولاد فنر. خواصی همچون الاستیسیته و مقاومت پایداری در مقابل خوردگی پدید آمده است.
خاصیت الاستیسیته باعث می شود. هنگامی که این آلیاژ تحت فشار بسیار زیادی قرار می گیرد. بتواند به مقدار کافی تغییر شکل بدهد. و همچنین باعث می شود که دارای استحکام قابل توجهی در مقابل کشش داشته باشد. بنابراین وجود عنصر سیلیسیم در این آلیاژ نقش بسیار مهم و کلیدی را داراست. لازم به ذکر است که وجود عنصر تیتانیوم در فولاد فنر. باعث ایجاد مقاومت در مقابل مواد و محیط اسیدی میشود. و اگر مقدار و یا درصد عنصر موجود در فولاد فنر افزایش یابد. مقدار این مقاومت نیز افزایش می یابد. و اگر مقدار آن در این آلیاژ کم شود. طبیعتاً میزان مقاومت نیز کاهش می یابد.
فولاد فنر دارای معایبی نیز می باشد. از جمله ی این معایب می توان به قابلیت بسیار پایین جوش کاری. و همچنین احتمال بالای ترک خوردگی می باشد.
:: برچسبها:
فنر کششی , فنر فشاری , فنر پیچشی , فنر دیسکی , فنر بشقابی , فنر دیاگرامی , فولاد ضد سایش , فولاد ضد خوردگی , میلگرد آلیاژی , پروفیل آلیاژی , شمش فولادی , فولاد فنر , ,
نوشته شده در یک شنبه 6 تير 1400
بازدید : 227
نویسنده : جواد دلاکان
|
|
لوله های پلاستیکی
لوله های پلاستیکی به دلیل خواصی از قبیل وزن سبک، مقاومت شیمیایی بالا. خواص غیر خورنده و سهولت در ایجاد اتصالات. بسیار مورد استفاده قرار می گیرند. مواد پلاستیکی مورد استفاده عبارتند از : پلی وینیل کلراید (PVC). پلی وینیل کلرید کلر دار (CPVC)، پلاستیک تقویت شده با الیاف (FRP). ملات پلیمر تقویت شده (RPMP), پلی پروپیلن (PP), پلی اتیلن (PE), پلی اتیلن چگالی بالا اتصال – عرضی (PEX). پلی پوتیلن (PB), و آکریلونیتریل بوتادین استایرن (ABS). در بسیاری از کشورها. لوله های پی وی سی بیشترین لوله های مورد استفاده برای لوله های دفنی توزیع آب آشامیدنی. و شبکه های فاضلاب هستند. محققان بازار پیش بینی می کنند. که کل درآمد جهانی لوله های پلاستیکی در سال 2019 بیش از 80 میلیارد دلار باشد. بازار اروپا در سال 2020 نزدیک به 12.7 میلیارد یورو خواهد بود.
:: برچسبها:
لوله , لوله آلیاژی , لوله فولادی , فولاد ضد زنگ , فولاد زنگ نزن , فولاد حرارتی , فولاد آتشخوار , لوله آتشخوار , فولاد ضد سایش , API , لوله درز دار , لوله بدون درز , لوله یکپارچه , pipe steel , مانسمان , مانیسمان , لوله فلزی , فولاد ضد خوردگی , ,
نوشته شده در شنبه 5 تير 1400
بازدید : 233
نویسنده : جواد دلاکان
|
|
کاربرد لوله مانیسمان
از کاربردهای این نوع لوله میتوان به موارد زیر اشاره نمود.
- خطوط فشار قوی
- خطوط ولتاژ بالا – واژه ولتاژ بالا یا فشار قوی به مدارهای الکتریکی ای اطلاق میگردد. که بخاطر میزان ولتاژ بالای موجود در آنها نیازمند تدبیرات ایمنی ویژه یا عایقبندی مناسب هستند. مدارهای ولتاژ بالا در انتقال انرژی الکتریکی,لامپ اشعه کاتد,اشعه ایکس بکار میروند.
- ولتاژ بالا بمعنی ولتاژی بیش از 1000 ولت است. بدین معنی که ولتاژهای بیش از هزار ولت را ولتاژ بالا و زیر هزار ولت را ولتاژ پایین مینامند.
- تأثیرات خطوط فشار قوی بر سلامتی : گفته میشود زندگی در نزدیکی خطوط فشار قوی احتمال بیماریهای نظیر سرطان,. ناباروری و برخی بیماریهای روانی را افزایش میدهد. یک راه حل مبارزه با این مشکل استفاده از خطوط زیر زمینی انتقال برق فشار قوی است.
- حریم خطوط فشار قوی : برای حفظ مردم از اثرات سوء میدانهای مقناطیسی ناشی از خطوط فشار قوی, برای حفظ برق 20 کیلوولت 5 متر< 63کیلووت 13 متر, 132 کیلوولت 15متر, 230 کیلوولت 17متر و 400 کیلوولت 20 متر حریم در نظر گرفته شده است.
- خطوط هیدرولیکی
- خطوط صنایع دارویی و غذایی
- خطوط نفت و گاز
:: برچسبها:
لوله , لوله آلیاژی , لوله فولادی , فولاد ضد زنگ , فولاد زنگ نزن , فولاد حرارتی , فولاد آتشخوار , لوله آتشخوار , فولاد ضد سایش , API , لوله درز دار , لوله بدون درز , لوله یکپارچه , pipe steel , مانسمان , مانیسمان , لوله فلزی , فولاد ضد خوردگی , ,
نوشته شده در شنبه 5 تير 1400
بازدید : 271
نویسنده : جواد دلاکان
|
|
لوله (Pipe) یک مقطع توخالی استوانه ای است که عمدتاً از آن برای انتقال مواد قابل جریان. مانند مایعات، گازها، دوغاب ها و پودرها استفاده می شود. از لوله ها همچنین برای ساخت سازه ها استفاده می شود. مقاطع توخالی لوله ای، به مراتب سفتی بر اساس وزن واحد بیشتری نسبت به مقاطع توپر دارند. لوله از مواد مختلفی از جمله سرامیک، شیشه، فایبرگلاس، بسیاری از فلزات، بتن و پلاستیک ساخته می شود. در گذشته لوله های چوبی و سربی نیز مرسوم بودند.
لوله های فلزی به طور معمول از فولاد آلیاژهای آهن ساخته می شوند. مانند فولاد کربنی، فولاد زنگ نزن، فولاد گالوانیزه و چدن نشکن. لوله های پایه آهنی، در صورت استفاده در جریان آب اکسیژن دار در معرض خوردگی قرار دارند. از لوله های آلومینیوم ممکن است در مواردی استفاده شود که آهن با مایع سرویس ناسازگار باشد. با وزن یک پارامتر مشکل ساز باشد.
از لوله های مسی بیشتر برای سیستم های لوله کشی آب خانگی (قابل شرب). و لوله های سیستم های تبرید و کویل های انتقال حرارت (برای مثال در کندانسورها و رادیاتورها) استفاده میشود. از لوله هایی با جنس آلیاژهای اینکونل . فولاد کروم مولی و تیتانیوم برای دماها و فشارهای بالا در تأسیسات کارخانجات فرآیندی و نیروگاه ها استفاده میشود. ارزش بازار جهانی لوله های فولادی در سال 2019 برابر 142.4 میلیارد دلار بوده. و انتظار می رود از سال 2020 تا 2027 با نرخ رشد مرکب سالانه 6.2% رشد کند. و به 54.68 میلیارد دلار برسد.
لوله بدون درز – لوله یکپارچه
لوله بدون درز – Seamless pipe- که به مانیسمان نیز مشهور است. یکی از پرکابردترین محصولات فولادی است. که در صنعت نفت-پتروشیمی- گاز و همچنین در قطعه سازی مصارف فراوانی دارد. لوله های بدون درز در بازار همچنین به عنوان مقاطع ضخیم و بسیار مقاوم تحت فشار شناخته می شود. زیرا به دلیل یکنواخت بودن و نداشتن درز جوش. دارای مقاومت بسیار بالایی در مقابل فشار و تنش های فیزیکی است. به طوری که به خوبی خود را در هر نوع شرایط آب و هوایی مطابقت می دهد. پروسه تولید مانسمان برای ساخت لوله مانسمان از استاندارد ASTM. – به شماره A106 – A53. و همچنین استاندارد نفت و گاز API 5L استفاده می شود.
پروسه تولید لوله های مانیسمان نیز بدین گونه است که در آن یک شمش فولادی تحت کشش و نورد. افزایش طول یافته و سپس با وارد شدن میله جامد نوک تیز به مرکز شمش گذاخته شده. لوله ای بدون درز را ایجاد می کند.
تولید این نوع از سایزهای بزرگتر به کوچکتر است. و سایزهای 2/1 و 4/3 و 1 اینچ معمولاً به روش سرد است. در تولید این مقاطع عمدتاً از شمش های فولادی گرد استفاده می کنند. البته تولید لوله مانیسمان از مقاطع چهارگوش نیز امکان پذیر است. اما به دلیل اینکه این مقاطع حتماً باید به صورت دایره ای و یکنواخت باشند. گرد کردن شمش های زاویه دار مستلزم صرف هزینه و وقت خواهد بود.
در مجموع پروسه تولید لوله های مانسمان شامل مراحل برش. پیش گرم، مرحله Piercing، عبور از دستگاه الانگاتور، شلیک سمبه. تاب گیری، جداسازی سمبه، کروی سازی، مرحله کشش، خنک سازی، مرحله اندازه گیری. مرحله آزمایش، مرحله کونیک کردن، پولین و در پایان باندل کردن است.
تاریخ ابداع و ساخت لوله های بدون درز به اواخر قرن 19 بر می گردد. و این روش نخستین بار توسط مهندسی آلمانی بنام ((مانسمان))به کار رفت.
:: برچسبها:
لوله ,
لوله آلیاژی ,
لوله فولادی ,
فولاد ضد زنگ ,
فولاد زنگ نزن ,
فولاد حرارتی ,
فولاد آتشخوار ,
لوله آتشخوار ,
فولاد ضد سایش ,
API ,
لوله درز دار ,
لوله بدون درز ,
لوله یکپارچه ,
pipe steel ,
مانسمان ,
مانیسمان ,
لوله فلزی ,
فولاد ضد خوردگی ,
,
|
|
|































 آمار
وب سایت:
آمار
وب سایت:

