
تأثیر عناصر آلیاژی روی فولادتأثیر عناصر آلیاژی  1- کربن (C) کربن مهمترین و مؤثرترین عنصر آلیاژی در فولادها می باشد. و بالاترین تأثیر را در ساختار آن دارد. هر فولاد آلیاژ شده علاوه بر کربن عناصر آلیاژی دیگری نظیر سیلیسیم، منگنز، فسفر و گوگرد را به همراه خواهد داشت. بطوریکه این عناصر به شکلی ناخواسته به هنگام فرآیند تولید در فولاد باقی خواهد ماند. با افزایش میزان کربن استحکام، سختی پذیری فولاد بیشتر میشود. اما چکش خواری و قابلیت جوشکاری و ماشینکاری (با استفاده از ماشینهای برش) کاهش می یابد. این عنصر عملاً هیچ تأثیری بر مقاومت خوردگی در آب، اسید و گازهای گرم ندارد. 2- کلسیم (Ca)در ترکیب با سیلیسیم به شکل سیلیسیم – کلسیم در اکسیژن زدایی فولادها به کار می رود. کلسیم، مقاومت در برابر پوسته شدن مواد هادی حرارت را افزایش می دهد. 3- سدیم (Na) این عنصر یک اکسیژن زدای مسلم و نیرومند است. و گوگرد زدایی را نیز سرعت و شتاب می دهد. به همین دلیل یک عنصر پالایشی در فولادها محسوب می گردد. وجود این عنصر در فولادهای پر آلیاژ باعث گستردگی دامنه فرآیند شکل گیری گرم می شود. همچنین مقاومت فولادهای نسوز را در برابر پوسته شدن بهبود می بخشد. آلیاژهای آهن – سدیم با مقادیر تقریبی 70% سدیم دارای خواص آتش دهندگی (مانند سنگ چخماق) هستند. و در تولید چدنهایی با گرافیت کروی مورد استفاده قرار می گیرد. 4- کبالت (Co)کبالت هیچ کاربیدی را تشکیل نمی دهد در دمای بالا از رشد دانه ها جلوگیری می کند. مقاومت در برابر تنشهای ناشی از بازپخت را افزایش می دهد. و موجب استحکام مکانیکی فولاد در برابر دمای بالا می شود. لذا به عنوان یک عنصر آلیاژی در فولادهای ابزاری گرم کار و فولادهای مقاوم در برابر خزش و فولادهای دیرگداز به کار می رود. وجود کبالت شکل گیری گرافیت کروی را تسریع می کند. در کمیت ها و مقادیر بالا، پایداری مغناطیسی و نیروی مغناطیسی زدایی و هدایت حرارتی را افزایش می دهد. لذا به عنوان یک عنصر پایه در آلیاژها و فولادهای مغناطیسی دایم مرغوب به کار می رود. 5- کروم (Cr)وجود عنصر فوق باعث سختی پذیری فولاد در هوا و روغن می باشد. کروم با کاهش سرعت خنک سازی بحرانی به وسیله شکل دادن ساختار مارتنزیتی، قابلیت سخت کاری را افزایش می دهد. بنابراین سبب بهبود حساسیت های سخت کاری و بازپخت می شود. اما در هر صورت چقرمگی کاهش می یابد. و از انعطاف پذیری یا شکل پذیری فولاد به مقدار کمی کاسته می گردد. با افزایش کروم در فولادهای ساده کروم دار جوش پذیری کاهش می یابد. با اضافه نمودن هر واحد (1%) کروم به عنوان یک عنصر کاربید ساز استحکام کششی فولاد. به میزان 100-80 نیوتن بر میلیمتر مربع افزایش می یابد. کروم به عنوان یک عنصر کاربید ساز بکار برده می شود. کاربیدهای این عنصر کیفیت نگهداری لبه ها و مقاومت سایشی را افزایش می دهد. کروم موجب مقاومت فولاد در دماهای بالا می شود. با افزایش کروم مقاومت در برابر پوسته شدن فولادها نیز بهبود می یابد. به طور تقریبی حداقل 13% کروم مورد نیاز است تا مقاومت خوردگی فولادها نیز بهبود یابد. این عنصر سبب کاهش هدایت الکتریکی و حرارتی می شود. و انبساط حرارتی را نیز کاهش می دهد. با افزایش همزان میزان کربن و کروم تا میزان 3% پایداری مغناطیسی افزایش می یابد. تأثیر عناصر آلیاژی 6- مس (Cu)مس به عنوان یک فلز آلیاژی به تعداد بسیار کمی از فولادها اضافه می شود. زیرا این فلز به زیر لایه های سطحی فولاد تمرکز یافته. و در فرآیند شکل دهی گرم با نفوذ به مرز دانه ها، حساسیت سطحی را در فولادها بوجود می آورد. لذا به عنوان یک فلز مخرب در فولادها محسوب می گردد. به واسطه حضور مس نقطه تسلیم و نسبت نقطه تسلیم به استحکام نهایی افزایش می یابد. این عنصر در مقادیر بالای 30% موجب سختی رسوبی می شود. و بدین ترتیب سختی پذیری نیز بهبود می یابد. اما قابلیت جوشکاری به واسطه حضور مس تغییری نمی کند. در فولادهای آلیاژی ساده و پر آلیاژ مقاومت جوی به میزان کافی بهبود می یابد. مقادیر بالاتر از 1% مس موجب بهبود مقاومت در برابر واکنشهای اسید کلریدریک و اسید سولفوریک می شود. 7- هیدروژزن (H)هیدروژن یک عنصر مخرب در فولاد تلقی می گردد. زیرا بدون آنکه نقطه تسلیم و استحکام کششی فولاد را افزایش دهد موجب تردی و شکنندگی فولاد می گردد. انعطاف پذیری را کم کرده و باعث کاهش سطح مقطع می باشد. هیدروژن سبب پوسته شدن ناخواسته سطح فولاد میگردد. و ایجاد خطوط رنگین ناشی از ترکیبات را شتاب می دهد. هیدروژن اتمی ایجاد شده در خلال فرایند اکسیژن زدایی در فولاد نفوذ کرده و حفره هایی را تشکیل می دهد. هیروژن مرطوب در دمای بالا باعث کربن زدایی فولاد می باشد. تأثیر عناصر آلیاژی 8- منگنز (Mn)یک اکسیژن زداست. این عنصر با گوگرد ترکیب شده و تشکیل سولفید منگنز می دهد. بر همین اساس اثرات نامطلوب اکسید آهن را از بین می برد. وجود این عنصر در فولادهای خوش تراش بسیار مهم است. زیر خط قرمز شکنندگی را کاهش می دهد. منگنز سرعت خنک شدن بحرانی را نیز به شدت کم می کند. به همین دلیل سختی پذیری و نقطه تسلیم و استحکام نهایی را افزایش می دهد. با اضافه نمودن منگنز تأثیرات مطلوبی در قابلیت های آهنگری و جوشکاری فولاد بوجود می آید. و بطور قابل ملاحظه ای عمق سختی فولادها را بیشتر می کند. اگر سطح این نوع فولادها در معرض تنشهای ضربه ای قرار گیرد به مقدار بسیار زیادی کارسخت خواهد شد. در حالیکه مغر فولاد چقرمگی اولیه خود را حفظ میکند. لذا این گروه از فولادها تحت تأثیر نیروهای ضربه ای (کارسختی) مقاومت سایشی مطلوبی از خود نشان می دهند. با افزایش منگنز ضریب انبساط حرارتی افزایش یافته در حالیکه هدایت الکتریکی کاهش می یابد. منگنز باعث افزایش خاصیت فنری می شود. 9- مولیبدن (Mo) این عنصر به طور معمول با عناصر دیگر آلیاژ می شود. در فولاد کروم-نیکل دار و فولاد منگنز دار سبب ریزدانه سازی می شود. و باعث بهبود قابلیت جوشکاری می شود. و نقطه تسلیم و استحکام نهایی را بالا می برد. با ازدیاد درصد مولیبدن جوش پذیری کاهش می یابد. و سازنده مسلم فاز کاربید است. و در فولادهای تندبر خواص برشکاری را بهبود می بخشد. مولیبدن مقاومت خوردگی را بالا می برد. سختی پذیری را افزایش می دهد. در حدود 0.5- 1.5% مولیبدن به فولادهای آلیاژی اضافه می شود. تا استحکام و مقاومت خزشی آنها در دماهای بالا حفظ شود. فولادهای زنگ نزن از 0.5 تا 4.0% مولیبدن دارند. فولادهای زنگ نزن آستنیتی برای مقاومت خوردگی بیشتر در محیط های خورنده حاوی مولیبدن مناسب هستند. همچنین، مقاومت در برابر پوسته شدن را می کاهد. عنصر مولیبدن باعث بهبود چقرمگی در فولادهای کربنی ساده با استحکام بالا می شود. و بنابراین در محدوده دمایی قابل استفاده، استحکام و سختی را افزایش می دهد. در مقایسه با فولادهای کربنی ساده، فولادهای مولیبدن دار خواص الاستیک و استحکام ضربه ای بهتری دارند. با افزودن مولیبدن به فولادهای کم کربنی و مس دار نرخ خوردگی اتمسفری کاسته می شود. با حضور این عنصر، گرافیت زدایی در دماهای بالا کند می شود. مولیبدن، نیتریدهای بسیار مقاوم در برابر سایش در فولاد تشکیل می دهد و بنابراین در فولادهای ابزار نیتریده شونده استفاده می شود. تأثیر عناصر آلیاژی 10- نیتروژن (N)این عنصر به دو صورت ظهور می کند 1- بصورت یک عنصر مخرب که به دلیل کاهش چقرمگی در خلال فرآیند ته نشینی، رسوبی است. که موجب ایجاد حساسیت در برابر پیری و شکنندگی (تغییر شکل در درجه حرارت 300-350 درجه سانتی گراد) می شود. و امکان ایجاد تنش در ترکهای درون بلوری فولادهای غیر آلیاژی و کم آلیاژ را فراهم می سازد. 2- بصورت عنصری آلیاژی دامنه فاز گاما را افزایش می دهد. و ساختار آستنیتی را استحکام می بخشد. در فولادهای آستنیتی استحکام را افزایش می دهد و باعث افزایش نقطه تسلیم و خواص مکانیکی در گرما می شود. 11- آلومینیوم (All)یکی از قوی ترین اکسیژن زداها و نیتروژن زداهاست و بر اساس نتایج به دست آمده. تأثیر بسیار زیادی برای مقابله با کرنش های ناشی از پیری دارد. در ترکیب با نیتروژن تشکیل نیترور می دهد. که باعث افزایش مقاومت در برابر پوست های شدن می شود. به همین دلیل به عناون عنصری آلیاژی برای مقاومت حرارتی فولادها به کار می رود. 12- نیکل (Ni)این عنصر دو وظیفه مهم انجام می دهد 1- تشکیل و پایدار سازی ساختار آستنیتی، کاهش کار سختی، افزایش شکل پذیری، ایجاد خواص مکانیکی مخصوصاً در دماهای پایین. 2- بهبود خواص خوردگی مخصوصاً در محیط های احیا کننده و اسیدهای معدنی از طریق کمک به تشکیل لایه محافظ. تأثیر عناصر آلیاژی نیکل سختی پذیری فولاد را افزایش می دهد. و در حدود 0.25 تا 5 درصد در ترکیب فولاد وجود دارد. نیکل چقرمگی شکست فولاد بهمراه استحکام و سختی آن را افزایش می دهد. در مواقعی که در دماهای پایین به چقرمگی شکست بالا نیاز باشد. در صد آن تا 9 نیز می تواند باشد. و در فولادهای زنگ نزن آستنیتی 7 تا 35 درصد نیکل وجود دارد. در این فولادها برای خنثی کردن از فریت زایی کروم از نیکل بهره می گیرند. 13- سیلیسیم (Si)سیلیسیم استحکام فولاد را افزایش می دهد. و سختی پذیری را زیاد می کند. همچنین مقاومت سایشی را افزایش می دهد. به علت افزایش استحکام تسلیم، عنصر اصلی در فولادهای فنر است. در مقادیر بالای سیلیس، سختی پذیری و استحکام فولاد افزایش می یابد. ولی این افزایش همراه با کاهش شکل پذیری و انرژی ضربه است. همچنین وجود این عنصر باعث افزایش مقاومت به پوسته شدن در دمای بالا می گردد. ضمناً در محیط های شیمیایی اکسید کننده قوی مانند اسید سولفوریک غلیظ و گرم نیز مقاومت خوردگی را افزایش می دهد. تأثیر عناصر آلیاژی 14- گوگرد (S)نقطه تسلیم و مقاومت در برابر کشش فولاد را تغییر نمی دهد. در فولادهای خوش تراش وجود گوگرد عامل مهمی است. در واقع، یکی از راه های افزایش قابلیت ماشینکاری، اضافه کردن گوگرد به ترکیب فولاد است. وقتی ابزار برش روی سطح قطعه کار می کنند. به علت وجود سولفاتت منگنز طول پلیسه ها کوتاه تر می شوند. و نقش روان کار را نیز ایفا می کنند. و در نتیجه صافی سطح بیشتر می شود. 15- فسفر (P) فسفر خاصیت ماشینکاری، براده برداری، شکنندگی در حالت سرد و استحکام در حالت گرم را افزایش داده. و مقاومت در برابر ضربه را کاهش می دهد. 16- تنگستن (W)تنگستن کاربرد زیادی در تولید فولاد ابزار داشته و اخیراً در تولید فولادهای پر آلیاژ مقاوم در برابر حرارت نیز استفاده می شوند. سختی پذیری را افزایش می دهد و از افت سختی در دماهای بالا که امری رایج در نوک ابزار است جلوگیری می کند. در تولید فولادهای ابزار بالأخص فولادهای ابزار تندبر، یکی از عناصر اصلی تنگستن است. در فولادهای تندبر زمینه ای ایجاد می کند که در حین تمپر نرم نمی شود. و کاربید بسیار سخت و مقاوم به سایش می باشند. 17- وانادیوم (V)با افزودن وانادیم به فولادهای ابزار و آلیاژی سختی پذیری آنها افزایش می یابد. وانادیم به عنوان عنصر آلیاژی در فولادهای کربنی میکروآلیاژی استفاده می شود. و تنها به مقدار کمی کافی است. تاافزایش قابل توجهی در استحکام فولاد به دست آید. وانادیم از درشت شدن دانه های آستنیت جلوگیری می کند. وانادیم، مقاومت به سایش و حفظ دندانه های تیز و استحکام در دماهای بالا را افزایش می دهد. همچنین بخاطر ریز کردن دانه های آستنیتت، قابلیت جوشکاری را بهبود می بخشد. 18- تیتانیوم (Ti) در فولادهای ضد زنگ نیز برای از بین بردن اثر مخرب کاربید کروم مورد کاربرد قرار می گیرد. 10-نیوبیم (Nb)در فولادهای ضد زنگ اثری مشابه تیتانیوم را داشته و به تنهایی و یا به همراه تیتانیوم مورد استفاده قرار می گیرد. و در فولادهای آستنیتی، برای بهبود مقاومت خوردگی بین دانه ای و افزایش خواص مکانیکی در دماهای بالا استفاده می شود. در فولادهای مارتنزیتی، نیوبیوم سختی را کم کرده و مقاومت به تمپر را افزایش می دهد. مقدار نیوبیوم مورد نیاز در فولادهای کربنی و کم آلیاژی کم بوده و در حدود 0.05% نیوبیوم. افزایش قابل توجهی در استحکام فولاد را در پی دارد. 20- قلع (Sn)نقطه تسلیم و مقاومت در برابر کشش فولاد را تغییر نمی دهد. ولی در نورد سرد مشکل زا می باشد. زیرا افزایش این عنصر در فولاد باعث ایجاد ترکیباتی می شود که دمای ذوب آنها پایین می باشد. 21- سرب (Pb) باعث کم شدن خاصیت نورد در فولاد می شود. کیفیت سطحی فولاد را کم می کند. به دلیل افزایش خاصیت شکل گیری فولاد، در فولادهای اتومات بیشتر مورد استفاده می شود. شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.ارتباط با ما: ارتباط با ما در شبکه های اجتماعی https://t.me/foolad_paytakht تلگرام https://www.instagram.com/folad_paytakht اینستاگرام https://www.instagram.com/foolad_paytakht.ir اینستاگرام :: برچسبها: تأثیر عناصر آلیاژی روی فولاد , فولاد , فولاد آلیاژی , تسمه فولادی , ورق فولادی , فولاد سردکار , فولاد گرمکار , مولیبدن (Mo) , بورس فولاد , نوشته شده در یک شنبه 23 مرداد 1401
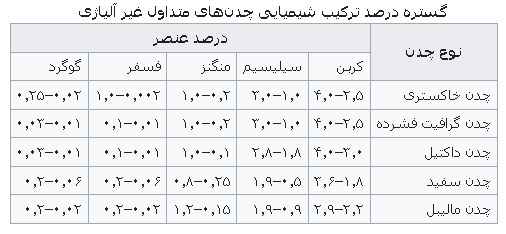
چدن ها (Cast Irons) خانواده ای از آلیاژهای آهنی هستند. که از آهن، کربن (از 2.11% تا تقریباً 4.5%) و سیلیسیم (تا 0.5 تا 3.0%) تشکیل می شوند. چدن ها معمولاً حاوی 2.0% تا 4.0% کربن، 0.5 تا 3.0% سیلیسیم. کمتر از 1.0% منگنز و کمتر از 0.2% گوگرد هستند. عنصر سیلیسیم باعث ایجاد چندین اثر متالورژی در این آلیاژ می شود. سیلیسیم با توریج تشکیل یک اکسید سطحی کاملاً چسبیده. مقاومت در برابر اکسیداسیون و خوردگی چدن ها را افزایش می دهد. به همین دلیل، چدن ها به طور کلی مقاومت در برابر خوردگی بالاتری از اکثر فولادها دارند. چدن ها، به استثنا نوع داکتیل، تا حدودی شکننده هستند. و به دلیل داشتن نقطه ذوب پایین، سیالیت بالا، قابلیت ریخته گری آسان، قابلیت ماشین کاری بالا. تغییر شکل ناپذیری و مقاومت به سایش بالا، به مواد مهندسی با دامنه وسیعی از کاربردها تبدیل شده اند. و در تولید انواع لوله ها، ماشین آلات، قطعات مورد استفاده در صنعت خودروسازی. مانند سرسیلندر، بلوک سیلندر و جعبه دنده به کار می روند. چدن ها همچنین در برابر تخریب ناشی از اکسایش و زنگ زدگی مقاومت بالایی دارند. وجه تمایز چدن ها و فولادها، درصد کربن موجود در آنهاست. به نحوی که آلیاژ آهن حاوی تا 2 درصد کربن را فولاد و آلیاژ آهن. حاوی 2 الی 6.57 درصد کربن را چدن می نامند. کربن موجود در چدن ها به صورت گرافیت در زمینه پراکنده است. و این در حالی است که کربن در فولاد به صورت ترکیب بین فلزی سمنتیت (Fe3C) ظاهر می شود. و به این دلیل خواص مکانیکی و فیزیکی و شیمیایی فولادها با چدن ها متفاوت است. از آنجایی که سیلیسیم به طور جزئی جایگزین کربن می شود. (هر دو عنصر در خارجی ترین لایه الکترونی خود 4 الکترون والانس دارند). دیاگرام فازی سه گانه ترکیب سه تایی آهن – کربن – سیلیسیم را می توان. با یک نمودار دوفازی بسیار ساده تر جایگزین کرد. در صورتی که مقیاس وزن – درصد – کربن با یک کربن معادل جایگزین شود. برای محاسبه این کربن معادل چندین فرمول وجود دارد. اما ساده ترین آنها درصد وزنی کربن به اضافه یک سوم درصد وزنی سیلیسیم است. کربن معادل (CE) = درصد وزن کربن +یک سوم درصد وزنی سیلیسیم با استفاده از کربن معادل، از نمودار آهن – کربن دو-جزئی. می توان برای تعیین نقاط ذوب و محاسبه ریزساختارهای آلیاژهای سه جزئی آهن – کربن – سیلیسیم استفاده کرد. سیلیسیم همچنین باعث افزایش شکل گیری گرافیت به عنوان فاز پر – کربن. به جای شکل گیری ترکیب بین فلزی سمنتیت (Fe3C) می شود. در نتیجه واکنش یوتکتیک دو احتمال متمایز خواهد داشت.  در نتیجه ریزساختار نهایی چدن، یا حاوی ترکیب بین فلزی غنی از کربن Fe3C خواهد بود. یا حاوی کربن خالص در شکل گرافیت خواهد بود. رخ دادن هر کدام از این حالت ها بستگی به ترکیب شیمیایی فلز و چندین متغیر فرآیند دیگر دارد. از بین این دو، گرافیت فاز پایدارتری است و ساختار تعادلی واقعی است. تشکیل آن با خنک کاری آهسته، درصد کربن و سیلیسیم بالا. جداره ها و مقاطع ضخیم و سنگین، روش های تلقیح، و وجود گوگرد، فسفر، آلومینیوم. منیزیم، آنتیموان، قلع، مس، نیکل، و کبالت تقویت می شود. از طرف دیگر تشکیل سمنتیت (Fe3C) با خنک کاری سریع، درصد کربن و سیلیسیم پایین، مقاطع نازک. و افزودن عناصر آلیاژی تیتانیم، وانادیم، زیرکونیم، کروم، منگنز و مولیبدن تقویت می شود. تولید چُدنچدن از طریق ذوب مجدد سنگ آهن به همراه آهن و فولاد قراضه بدست می آید. و با طی مراحلی برای حذف عناصر ناخواسته مانند فسفر و گوگرد همراه است. بسته به نوع کاربرد، میزان کربن و سیلیسیم تا حد مطلوب (به ترتیب 2 تا 3.5 و 1 تا 3 درصد وزنی) کاهش داده می شوند. سایر عناصر نیز حین ریخته گری و قبل از شکل گیری نهایی، به مذاب افزوده می شوند. چدن به جز موارد خاص که در کوره بلند موسوم به کوره کوپل ذوب می شود. عمدتاً در کوره های القایی الکتریکی تولید می گردد. پس از تکمیل ذوب، مذاب به کوره نگهدارنده یا قالب ریخته می شود. طبقه بندی چُدن ها چُدن ها معمولاً براساس ریخت شناسی انجماد آنها از دمای یوتکتیک نامگذاری می شوند. اولین طبقه بندی انجام شده برای چدن ها در گذشته براساس رنگ سطح مقطع شکست آنها انجام گرفت. بر این اساس چدن ها به دو دسته کلی تقسیم شدند.
با ابداع متالوگرافی و با افزایش دانش در مورد چدن ها. طبقه بندی های دیگری بر اساس ساختار کریستالی آنها امکان پذیر شد. براساس شکل گرافیت: گرافیت لایه ای (FG)، گرافیت کروی (SG). گرافیت فشرده یا کرمی شکل (CG)، گرافیت آبدیده (TG). ساختار گرافیت آبدیده یا تمپر گرافیت از طریق یک فرآیند حالت – جامد ایجاد می شود. که به آن مالیبل سازی (Malleabilization) گفته می شود.
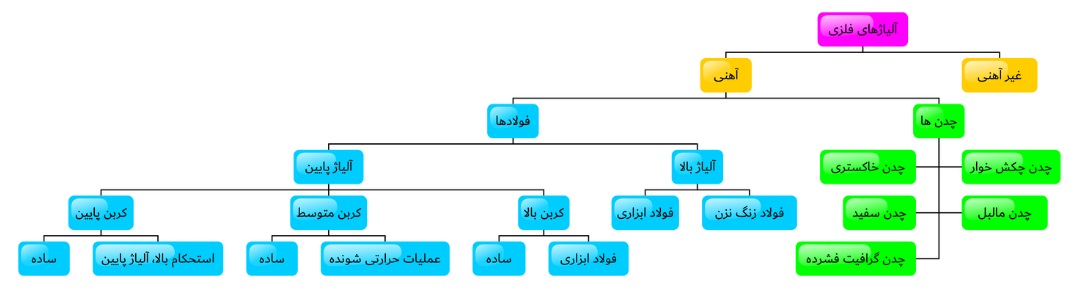 چُدن خاکستریچُدن خاکستری ریزساختار گرافیتی خاصی دارد که باعث می شود مقطع شکست آن به رنگ خاکستری باشد. در این نوع چدن ها تمامی یا قسمت اعظم کربن به صورت آزاد (گرافیت) رسوب می کند. از نظر وزنی رایج ترین نوع چُدن و پرکاربردترین ماده ریخته گری محسوب می شود. چُدن خاکستری عمدتاً حاوی 2.5 تا 4 درصد کربن، 1 تا 3 درصد سیلیسیم و مابقی آهن است. این نوع چُدن استحکام کششی و مقاومت به شوک کمتری نسبت به فولاد دارد. اما از نظر استحکام فشاری با فولاد کربنی کم و میان کربن قابل مقایسه است. چُدن داکتیلچُدن داکتیل یا چدن نشکن که در گذشته چدن نودولار یا گرافیت به شکل کره هایی کوچک می باشد. در چُدن داکتیل، مانند چُدن خاکستری، گرافیت یوتکتیک در حین فرآیند انجماد از آهن مذاب جدا می شود. اما با اضافه کردن مواد افزودنی خاص به مذاب قبل از ریخته گری. گرافیت به شکل کره هایی رشد می کند. و شباهتی به گرافیت های شکل گرفته در چُدن خاکستری ندارد. چدن حاوی گرافیت کره ای بسیار قوی تر از چدن خاکستری یا چدن مالیبل است. و قابلیت کشیده شدن و تغییر طول بیشتری قبل از شکست ناگهانی نسبت به آنها دارد. می توان این ماده را به عنوان یک ماده کامپوزیت طبیعی در نظر گرفت. که در آن گرافیت کروی خواص منحصر به فردی به چدن داکتیل داده است. استحکام و چقرمگی نسبتاً زیاد چدن داکتیل در بسیاری از کاربردهای ساختاری. نسبت به چدن خاکستری یا چُدن مالیبل، به آن برتری می بخشد. همچنین از آنجایی که چدن داکتیل برای تولید کلوخه های گرافیت (graphite nodules) نیازی به عملیات حرارتی ندارد (در حالیکه چدن مالیبل برای تولید کلوخه های تمپر – کربن به عملیات حرارتی نیاز دارد). می تواند با چُدن مالیبل رقابت کند. هرچند برای تولید این کلوخه ها به یک عملیات تلقیح نیاز است. بازده قالب (Mold yield) (یعنی نسبت وزن قطعه ریختگی به وزن قالب). در چدن داکتیل نسبت به چُدن مالیبل معمولاً بالاتر است. چدن داکتیل را می توان با استانداردهای اشعه ایکس تولید کرد. زیرا تخلخل در مرکز حرارتی باقی می ماند. اما چدن مالیبل نمی تواند تخلخل را تحمل کند. زیرا حفره ها به سطح نقاط گرم مانند فیلت ها مهاجرت می کنند. و به صورت ترک ظاهر می شوند. شکل گیری گرافیت در حین انجماد با یک افزایش حجم همراه است. که می تواند کاهش حجم ناشی از تغییر فاز مایع – به – جامد را خنثی کند. قطعات ریخته گری چدن داکتیل معمولاً در هنگام ریخته گری به رایزرهای بسیار کمی نیاز دارند. (رایزرها مخازنی از ماده مذاب در داخل قالب هستند. که در هنگام انقباض قطعه در اثر انجماد، آن را تغذیه می کنند تا عیوب ناشی از انقباض ایجاد نگردد). چدن های خاکستری معمولاً نیازی به رایزر ندارند. در عوض، فولادها و چدن مالیبل در هنگام ریخته گری به رایزربندی فراوان و سنگینی نیاز دارند. از مزایای چدن داکتیل میتوان به راحتی ریخته گری و ماشینکاری. و نسب استحکام به وزن فوق العاده بالای آن اشاره کرد. همچنین هزینه ریخته گری چدن داکتیل از فولاد بسیار کمتر است. چُدن سفیدسطع مقطع شکست چدن سفید به دلیل وجود فاز سمنتیت، سفید رنگ است. به دلیل درصد کربن کمتر و خنک کاری سریع تر، کربن در چُدن های سفید. و جای گرافیت، به شکل سمنتیت (Fe3C) که یک فاز شبه پایدار است، رسوب می کند. سمنتیت رسوب کرده ا مذاب به شکل ذرات بزرگی در فاز یوتکتیک تشکیل می شود. فاز دیگر این نوع چُدن آستنیت است. که طی فرآیند انجماد مارتنزیت تبدیل می شود. این کاربیدهای یوتکتیک درشت تر از آن هستند. که سخت گردانی رسوبی ایجاد کنند (مانند برخی فولادها که رسوب سمنتیت. با ممانعت از حرکت نابجایی ها در فاز زمینه فریت، از تغییر شکل پلاستیک جلوگیری می کند). اما تا حدودی به دلیل سختی خود ذرات سمنتیت که بخشی از حجم ماده را اشغال می کنند، سختی کل افزایش می یابد به طوری که سختی چدن سفید بر اساس قانون مخلوط ها برآورد می شود. در هر صورت سمنتیت ها سختی را افزایش و چقرمگی را کاهش می دهند. از انجا که کاربید بخش بزرگی از ماده را می گیرد. چدن سفید را می توان نوعی سرمت به حساب آورد. چدن سفید برای بسیاری مصارف بیش از حد ترد است. ولی به لطف سختی خوب، مقاومت به سایش بالا و قیمت پایین. در ساخت قطعاتی چون سطوح در معرض سایش (مانند پروانه توربین). در سیستم آهن – کربن پایدار، تمامی کربن به صورت گرافیت ظاهر می شود. چُدن مالیبلچُدن مالیبل یا چُدن چکش خوار، ذاتاً از نوع چُدن های هیپو یوتکتیکی کم آلیاژی یا غیر آلیاژی هستند. جهت ایجاد گرافیت های کروی فشرده و حصول خواص مکانیکی. مانند استحکام و چکش خواری، عملیات آنیل کردن انجام می گیرد. پس از ریخته گری، کربن این چدن ها به شکل ترکیبی (ترکیب با آهن) بوده. و قطعات به صورت چُدن سفید درآمده که با فرآیند حرارتی بخصوصی به چُدن مالیبل تبدیل می شوند. کربن این نوع چُدن بیشتر به صورت کره هایی (کلوخه) از گرافیت و با اشکال نامنظم می باشد. چُدن چکش خوار ابتدا به صورت چُدن سفید و با ترکیب شیمیایی مناسب ریخته می شود. سپس به هنگام آنیل از سمنتیت چُدن سفید، گرافیت جوانه زده و به صورت کروی رشد می کند. با تغییر دادن عملیات آنیل، می توان چُدن چکش خوار با خواص مکانیکی مختلف به دست آورد. از آنجا که ابتدا برای تولید چُدن سفید انجماد سریعی لازم است لذا ضخامت قطعات چُدن چکش خوار محدود است. پس از اتمام مرحله اول آنیل، ساختار دارای کربن برفکی در زمینه آستنیت اشباع شده از کربن بوده. و در مرحله دوم می توان با تنظیم سرعت سرد کردن ساختار را از فریت تا پرلیت تغییر داد. شکل گرافیت در چُدن مالیبل (چکش خوار) کروی نبوده و به شکل برفکی می باشد. متالورژی چُدن هاهدف متالورژیست طراحی فرآیندی برای تولید چُدن با ساختاری است که خواص مکانیکی مورد انتظار را به همراه داشته باشد. مهم ترین عواملی که بر روی ساختار چُدن ها تأثیر می گذارد موارد زیر است.
 معماری چُدنیتاریخچه نوعی از معماری است که چُدن در آن نقش اصلی ایفا می کند. این سبک، سبکی برجسته در انقلاب صنعتی بود. یعنی زمانی که چدن نسبتاً ارزان بود و فولاد هنوز فراگیر نشده بود. در اوایل عصر انقلاب صنعتی از چدن در ساخت کارخانه ها اغلب استفاده می شد. تا حدودی به خاطر فکر اشتباهی که می کردند و آن این بود که این ساختارها ضد آتش اند. چون به قدر کافی برای تحمل ابزار آلات سنگین مقاوم است. اما در مقابل آتش که معمولاً در این کارخانه اتفاق می افتاد آسیب پذیر بود. چُدن همچنین بسیار در ساخت پل برای سیستم های جدید راه آهن. که اغلب نتایج وحشت ناکی داشت به کار می رفت. بعدها هم در خط ریل های زیر پل استفاده شد. که خطرات بسیاری داشت و جان دچندین نفر را گرفت. معماری چُدن برای چندین قرن استفاده می شد. به خصوص در معماری پیش از مدرن در قرن 18 انگلستان برای اولین بار. روش های تولید جدید چدن به صورت فراوان و ارزان در ساختمان های بزرگ را به کار برد. یکی از اولین و مهم ترین پل های آهنی در شوپ شایر احداث شد. که تقریباً تمام ساختار آن با چدن ساخته و تنظیم شده بود. کیفیت چدن استفاده شده در پل زیاد بالا نبود و نزدیک به 80 ترک در ساختار آن مشاهده شده است. موارد استفادهبرای ساخت پل، لوله ها، درپوش چاه های خیابان، ماشین آلات و بسیاری چیزهای دیگر. تا زمان جایگزین شده فولاد استفاده می شد. شکل توسعه یافته اش به عنوان خرپای سقف، شاغول کردن. خطوط گازی و هم چنین پنجره های دکوراتیو استفاده می شده است. معایت و مزایا چدن دارای مزیت ها و معایبی در معماری است. در فشرده سازی قوی و در کشش و خمش ضعیف است. مقاومت و سختی آن مخصوصاً در حرارت بالا (هنگام آتش سوزی)بسیار پایین می آید. شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم. :: برچسبها: چدن , CAST IRONS,آلیاژ آهنی,چدن خاکستری ,چدن داکتیل,چدن مالیبل,چدن سفید,تولید چدن , نوشته شده در پنج شنبه 20 مرداد 1401
فولاد ضد زنگ داپلکس- جوشکاری فولاد ضد زنگ به روش ESAB. طیف کاملی از مواد مصرفی برای تمام گریدهای داپلکس و فرآیند جوشکاری مواد مصرفی داپلکس با کیفیت بالاو پشتیبانی فنیفولاد ضد زنگ داپلکس  طیف (دسترسی) کاملی از مواد مصرفی برای همه گریدهای داپلکس و فرآیندهای جوشکاری فولادی ضد زنگ داپلکس (آستنیتی/فریتیک) یک خانواده بزرگ را شامل میشود. که از درجه های آلیاژ پایین تر. از طریق درجه های 22% cr به طور گسترده ای برای گیردهای فوق آلیاژی فوق العاده داپلکس و هترو داپلکس. برای کاربردهای بیشتر مورد استفاده قرار می گیرد. همه آنها به لطف ریزساختار دو فازی متشکل از تقریباً ترکیبی جذاب از مقاومت بالا. و مقاومت در برابر خوردگی مناسب را ارائه می دهد. که شامل 50% فریت و 50% آستنیت است. فولادهای ضد زنگ داپلکس به طور معمول در مقایسه با فولادهای زنگ نزن آستنیتتی با مقاومت در برابر خوردگی. دو برابر قدرت تسلیم دارند. گریدهای داپلکس نابدر طول سالهای اخیر تعدادی از فولادهای ضد زنگ داپلکس ناب بعنوان گزینه های مقرون به صرفه. برای گریدهای آستنیتی استاندارد مانند L304 معرفی شده اند. ( 1.4307) و L316 – (1.4401) از فولادهای داپلکس در بسیاری پروژه ها برای ساخت نیروگاه های آب شیرین کن. لوله ها، مخازن ذخیره سازی، مخازن تحت فشار،پل های دریایی، پل های متحرک و… بکار گرفته می شوند. هیچ تعریف روشنی از فولادهای ضد زنگ لاغر داپلکس وجود ندارد. اما این اصطلاح معمولاً برای گیردهای بدون Mo با محتوای (حجم) کم Ni استفاده میشود. بعضی از Ni در فولادهای ضد زنگ داپلکس اغلب با ترکیبی از Mn و N جایگزین می شود. تا ضمن حفظ مقاومت، مقاومت در برابر خوردگی و تعادل فاز مناسب، هزینه آلیاژ را به حداقل خود نگه دارد. طیف کاملی از مواد مصرفی برای همه گریدهای داپلکس و فرآیندهای جوشکاری همچنین گریدهایی با محتوای Mo متوسط با افزودنیهای قابل توجهی چون مس وجود دارد. که غالباً به عنوان درجه های لاغر توصیف می شوند. همانطور که در جدول شماره 1 مشاهده می شود. گریدهای داپلکس به طور معمول دارای مقاومت در برابر خوردگی حفره ای بهتر با هم تراز. با درجه های استاندارد آستنیتتی هستند.
مواد مصرفی ESAB توصیه شدهمواد مصرفی داپلکس، داپلکس و سوپر داپلکس به گونه ای طراحی شده اند. که حداقل خواص مکانیکی منطبق و مقاومت در برابر خوردگی را می توان تضمین کرد. بنابراین تقویت کننده آستنیت در مقایسه با درجه فولاد مربوطه، از عناصر بیشتری برخوردار هستند. تا از محتوای (حجم مقدار) فریت فلز جوش زیاد جلوگیری کنند. به استثنای موارد کمی، تمام گیردهای لاغر (ناب) داپلکس را می توان با مواد مصرفی نوع 2209 جوش داد. که خصوصیات مکانیکی عالی و مقاومت در برابر خوردگی دارند. به این حال، مواد مصرفی داپلکس ناب، مقرون به صرفه تر هستند. و از نظر متالورژی برای ایجاد خواص جوشکاری مشابه مواد پایه طراحی شده اند. همچنین برخی از کاربردها وجود دارد که Mo تأثیر منفی بر مقاومت در برابر خوردگی دارد. و باعث می شود. مواد مصرفی از نوع 2209 کمتر مناسب شوند. با این وجود تراز نازک آلیاژ MO S32003 ترجیحاً جوش داده می شود. با مواد مصرفی نوع 2209 برای اطمینان از تطابق مقاومت در برابر خوردگی. جوشکاری فولاد ضد زنگ داپلکس به روش ESABقبل از جوشکاری
ESAB می تواند الکترودهای داپلکس ار در ESAB VacPac تهیه کند. یک سیستم مؤثر برای اداره الکترودهای جوشکاری است. مصرف متناسب دو بسته در هنگام یک شیفت کاری عادی است. این روشهای خشک کردن مجدد پر هزینه را از بین می برد. ورودی گرما و واسطهتوصیه های دما
گازهای محافظ و پشتیبان
Ar-CO2، (1-3) یا Ar-He-O2 مخلوط (1-3).
هنگام جوشکاری ورودی گرما باید مربوط به ضخامت صفحه و روش جوشکاری باشد. از ورود حرارت خیلی کم یا خیلی زیاد باید خودداری شود. فولادهای سوپر داپلکس به ویژه در برابر گرمای زیاد ورودی و دمای بین دنده حساس هستند. گرمای ورودیهنگام جوشکاری صفحه نازک نباید بیش از 1 کیلو ژول بر میلی متر باشد. از زدن قوس خارج مفصل خودداری کنید. ضربات قوس می تواند به عنوان نقاط شروع برای خوردگی و ترک خوردگی حفره ها عمل کند.
بعد از جوشکاریتمیزکاری کامل بعد از جوشکاری برای دستیابی به مقاومت در برابر خوردگی بسیار ضروری است. تمام سرباره ها و اکسیدهای موجود در جوش و اطراف آن باید از بین بروند.
اگر از روش توصیه شده از طرف تأمین کننده فولاد دنبال شود. می توان از شعله ور شدن صفحات تغییر شکل یافته استفاده کرد. جوشکاری یک طرفه برای ساخت صفحه تولیدی ESAB یک گزینه بسیار پربازده ، به استاندارد دو طرفه اتصال پانل ها در تانکرهای شیمیایی. با استفاده از یک طرفه SAWOSW روش های جوشکاری. با پشتوانه ویژه شار و با پشتیبانی از پشتی مس. با استفاده از این روش، پنل ها نیازی به این کار ندارند . از ایستگاه جوشکاری منتقل شوند. چرخانده و قبل از اتمام جوشکاری جایگزین شده است. در عوض، مفصل (بند) رای می توان از یک طرف تکمیل کرد. گفته می شود، این یک گزینه مقرون به صرفه است. که می تواند با هزینه کم، کار به راحتی اجرا شود. پیش بینی محتوای فریت تعادل فاز فلز جوش و گرمامنطقه آسیب دیده (HAZ) حیاتی است. که نوبت به آن می رسد. بدست آوردن خواص خوب در جوش فولاد ضد زنگ داپلکس. فریت بیش از حد بالا باعث شکنندگی می شود. در حالی که کمبود فریت باعث از بین رفتن مقاومت در برابر ترک خوردگی در برابر تنش می شود. محتوای فریت فلز جوش باید به طور معمول در محدوده FN 30-100 باشد. (تقریباً 22-70%) نمودار WCR – 92 ابزاری مفید برای محاسبه محتوای فریت فلزات جوشکاری است. در فعالیت انجام شده1- مواد پایه، SAF 2205 (EN 1.4462)، دوباره ذوب شده است. 2- فلز جوش MMA داپلکس، با OK 67.50 رسوب داده شده است. 3- فلز جوش MG داپلکس، با OK Autrod 16.86 رسوب داده شده است. 4- فلز جوش Super Duplex MMA، با OK 68.53 نهشته شده است. X محل جوشکاری در SAF 2205 (EN 1.4462) جوش داده شده با OK 67.50 الکترود MMA با فرض رقت 30%. نمودار وضوح WRC 1992 Crew و Nieg فولاد و فلز تمام جوشکاری از ترکیبات شیمیایی آنها محاسبه شده. روی نمودار رسم شده و توسط یک خط به هم متصل شده اند. این خط تمام ترکیب ممکن را از فلز جوش برای درجات مختلف محلول نشان می دهد. در مثال حاضر، 30% محلول بوده است. و استفاده شده و محتوای فریت پیش بینی شده. از جوش تقریباً FN 45 است. راهنمای جهانی در زمینه جوشکاری و برشکاری فن آوری و سیستم ها ESAB در خط مقدم فناوری جوشکاری و برشکاری فعالیت می کند. بیش از صد سال پیشرفت مداوم در محصولات و فرآیندها. این شرکت را قادر می سازد تا در هر بخشی که ESAB فعالیت کند. با چالش های پیشرفت فن آوری روبرو شویم. کیفیت و محیط استانداردهاکیفیت، محیط زیست و ایمنی سه حوزه اصلی تمرکز هستند. ESAB یکی از معدود شرکت های بین المللی است که به استانداردهای ISO 14001 و OHSAS 18001 دست یافته است. محیط زیست، بهداشت و ایمنی سیستم های مدیریتی در کل امکانات تولید جهانی ما. در ESAB کیفیت مداوم است. فرآیندی که در قلب تما فرآیندها و امکانات تولید ما در سراسر جهان قرار دارد. تولید چند ملیتی، محلی، نمایندگی و بین المللی. شبکه توزیع کنندگان مستقل مزایای کیفیت ESAB را به همراه دارد. و تخصص بی نظیر در زمینه مواد و فرآیند ها در دسترس همه مشتریان ما در هر جایی که. ساکن هستند. ESAB مواد مصرفی جوش را به عنوان بخشی از طیف گسترده ای از سیمها و الکترودهای سیم جوشکاری. از جنس استنلس استیل، داپلکس- از جمله فولاد ضد زنگ لاغر و فوق العاده داپلکس – ارائه می دهد. با انتخاب ESAB برای استفاده ، مشتریان می دانند. که از پشتیبانی فنی یکی از بزرگترین تأمین کنندگان مواد مصرفی جوشکاری در جهان برخوردار هستند. ESAB تخصص و تجربه کاربردی را برای به اشتراک گذاشتن با شما دارد. هرگونه خطر از نظر مشکلات کیفیت، گران بودن را به حداقل می رساند. ESAB از طروق گسترده خود قادر به تأمین مشتریان خود در سراسر جهان است. اطمینان از عملکرد یکسان و با کیفیت بالا. با مشخصات کنترل شده مرکز از نظر : مواد اولیه – روش های آزمایش – سیستم های مدیریت کیفیت: ISO 14001/OHSAS 18001 ESAB : طیف کاملی از تجهیزات جوش و برش، مواد پرکننده و لوازم جانبی. برای هر نوع بخش صنعتی که در آن از فولاد ضد زنگ داپلکس استفاده شده است. ما در سراسر جهان شبکه ای از دفاتر فروش و توزیع کنندگان را در اختیار شما قرار داده ایم. تا در هر کجا که باشید به شما خدمات و پشتیبانی بدهیم. همه اینها برای کمک به شما در افزایش بهره وری جوشکاری است. همه از یک منبع قابل اعتماد می توانید استفاده کنید. با همکاری نزدیک با تیم های اصلی، ما از توانایی خود برای مهارت و نوآوری. برای ارائه طیف کاملی از محصولات برش و جوشکاری و لوازم سفارشی مناسب با نیازهای بازار محلی استفاده می کنیم. راه حل های جهانی ما با سطح اطمینان بخشی از آگاهی از محیط زیست. در مورد مسائل مربوط به بهداشت و ایمنی در هر بخش. و آگاهی کامل از آن چالش های پیش روی جهان گسترده تر است. طیف گسترده ای مواد مصرفی برای فولادهای ضد زنگ داپلکس
شرکت خشکه و فولاد پایتخت با مدیرت (جواد دلاکان)- فروش انواع فولاد آلیاژی در سراسر ایران شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )). صنعتگران عزیز، افتخار داریم که سی سال تجربه گرانبهای خویش را. در زمینه عرضه انواع ورق آلیاژی و انواع فولاد آلیاژی. برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم. :: برچسبها: فولاد ضد زنگ داپلکس , جوشکاری فولاد ضد زنگ با ESAB , فولاد داپلکس , فولاد ضد زنگ , سوپر آلیاژ , سوپر داپلکس , گریدهای داپلکس , نوشته شده در سه شنبه 18 مرداد 1401
فولاد سیلیکونی – ورق فولاد سیلیکونی -ساخت و بررسی میکروسکوپی و مغناطیسی ورق آلیاژ فاینمت با ورق فولاد سیلیکونیفولاد سیلیکونی چیست؟ این فولادها حاوی مقدار بسیار پایین کربن و عمدتاً بین 2.8 تا 4.8 درصد سیلیسیوم (معمولاً به همراه آلومینیوم) می باشد. بدلیل حضور سیلیسیوم که پایدار کننده فریت می باشد. این آلیاژ تبدیل به یک ماده نرم مغناطیسی میشود و نفوذپذری مغناطیسی در آن افزایش می یابد. این ورق ها در موتورهای الکتریکی و ترانسفورماتورها استفاده می شوند. این مواد به دو صورت ورق های جهت دار مغناطیسی (oriented) و غیر جهت دار (non-oriented) وجود دارند. که با توجه به حساسیت کاربرد و خواص مورد نیاز استفاده می شوند.  فولاد سیلیکون آلیاژ آهن و سیلیکونی است که دارای خواص مغناطیسی مهم است. این نوع فولاد همچنین به عنوان فولاد الکتریکی معروف است. آلیاژ کربن بسیار کم است که در لمینیت موتور و ترانسفورماتور استفاده می شود. این ویژگی ها با ویژگی های خسارت پایین هسته و نفوذ پذیری مغناطیسی بالاتر نسبت به فولادهای کربن مشخص می شود. تعدای از نمرات وجود دارد که حاوی نسخه های غلط گرا “NGO” (non-grain-oriented) هستند. ضخامت های استاندرد آن شامل 007، .014، .0185 و .025 اینچ می باشد. فولاد سیلیکون اغلب با یک پوشش الکتریکی عایق تولیدی به نام coreplate شناخته می شود. که نیاز به لایه بندی بین لایه ها را با مواد دی الکتریک حذف کند. فولاد الکتریکی دانه گرایی یک جهت و یکنواخت از دانه ها در ساختار آن دارد که اجازه می دهد. تا چگالی شار و اشباع مغناطیسی بیشتر باشد. بطور معمل، فولاد الکتریکی دانه گرانشی برای ترانسفورماتورهایی که جهت میدان مغناطیسی قابل پیش بینی و مشخص دارند استفاده می شود. فولادهای الکتریکی بر روی گرا (GOES) آلیاژ آهن سیلیکونی هستند. که برای ایجاد ضریب خستگی پایین و نفوذ پذیری بالا مورد نیاز برای ترانسفورماتورهای الکتریکی کارآمد و اقتصادی مورد طراحی قرار می گیرد. GOES بیشترین انرژی الکتریکی کارآمد است و در ترانسفورماتورهایی استفاده می شود که حفظ انرژی حیاتی است. فولادهای الکتریکی غیر گرا، آلیاژ آهن سیلیکون هستند که در آن خواص مغناطیسی عملاً در هر جهت در سطح مواد مشابه هستند. ساخت و بررسی میکروسکوپی و مغناطیسی ورق آلیاژ فاینمت با ورق فولاد سیلیکونی هسته ترانسفورماتورمسعود یوسفی – خسرو رحمانی (دانشگاه مکانیک و انرژی – دانشگاه شهید بهشتی در تحقیق حاضر، نوارهای آمورف از آلیاژ نرم مغناطیسی فاینمت با استفاده از روش ریخته ریسی نواردهای عریض تولید شدند. نوارهای فولاد سیلیکونی نیز با ابعاد مشابه تهیه گردیدند. به منظور دستاورد به ساختار نانوبلوری، عملیات حرارتی در دمای 560 درجه سانتی گراد به مدت 1 ساعت بر روی نوارهای آمورف انجام گردید. و منجر به تشکیل فازهای نانومتری Fe3Si با ابعاد بین 10 تا 17 NM و کاهش اتلاف مغناطیسی به میزان 33% نسبت به نمونه اولیه، بدلیل کاهش جدایش فازی گردید. اتلاف مغناطیسی ورق آمورف نسبت به ورق فولاد سیلیکونی 99/85% کمتر و پس از عملیات حرارتی 99/90% کمتر گردید. بعد از تولید اولین ترانسفورماتورها، تلاش های فراوانی در راستای بهبود مواد مورد استفاده در آنها با هدف افزایش کیفیت و بازده ترانسفورماتور می شود. از آنجایی که هسته ترانسفورماتور نقش حساسی در عملکرد آن دارد. لذا در سالیان گذشته سعی فراوانی در جهت بهبود خواص ورق هسته مورد استفاده در ترانسفورماتور می شود. از اولین مواد مغناطیسی که برای ساخت ورق هسته ترانسفورماتور با ساختار نانو استفاده گردید. میتوان به آلیاژ فاینمت ( Nb-Cu-Fe-Si-B-Finemet) اشاره نمود، که این آلیاژ در سال 1998 توسط یوشیزاوا (Yoshizawa) و همکارانش معرفی شد. در آلیاژ فاینمت در اثر سریع سرد کردن مذاب، یک فاز آمورف ایجاد می شود. که با عملیات حرارتی مناسب می توان به ساختاری با ابعاد دانه 10-20 nm رسید. فاز اصلی در این آلیاژ (si-) Fe با شبکه bbc بوده و باقی ساختار فاز آمورف اطراف دانه های کریستالی (si-) Fe است. این آلیاژها با این ابعاد دانه، نسبت به ورق های فولاد سیلیکونی و آمورف اتلاف هیستزیس (Hystersis loss). بسیار کمتر و نفوذ پذیری مغناطیسی (Magnetic Permeability) بالاتری را دارا می باشند. در زمینه ساخت آلیاژ فایمنت در داخل کشور در جهاد دانشگاهی دانشگاه صنعتی شریف این آلیاژ از نظر سرعت شکل دهی. و عملیات حرارتی مورد بررسی قرار گرفت. اما از نظر ارتباط ریزساختار با خواص مغناطیسی تاکنون پژوهشی صورت نگرفته است. در پژوهش حاضر، پس از عملیات حرارتی بر روی ورق های آلیاژ فاینمت تولیدی به روش مذاب ریسی نوارهای عریض (PFC-Planar Flow Casting). با نمونه هایی از ورق هسته ترانسفورماتور 250KVA ساخت شرکت جنرال الکتریک مقایسه شدند. نوارهای نانوساختار مهیا و ورق فولاد سیلیکنونی. توسط دستگاه های پراش پرتو ایکس (XRD) میکروسکوپ الکترونی روبشی (SEM) و میکروسکوپ الکترونی روبشی نشر میدانی (FESEM). و مغناطیس سنج با نمونه نوسانی (Vibtation Sampling Magnetometer) مورد بررسی قرار گرفتند. مواد و روش های آزمایشدر این قسمت به مواد و تجهیزات مورد استفاده جهت مذاب ریسی نوارهای مغناطیسی آلیاژ فاینمت. عملیات حرارتی آنها و همچنین چگونگی انجام آزمون های به کارمی گیرد جهت بررسی ریزساختاری. مغناطیسی این ورق ها با ورق های سیلیکونی مهیا شد. هسته ترانسفورماتور پرداخت می شود. جدول (1) میزان خلوص و درصد جرمی عناصر که بکار رفت برای تهیه آلیاژ فاینمت را نشان می دهد. جدول1: میزان خلوص و درصد اتمی عناصر مورد کاربرد برای تهیه آلیاژ فاینمت 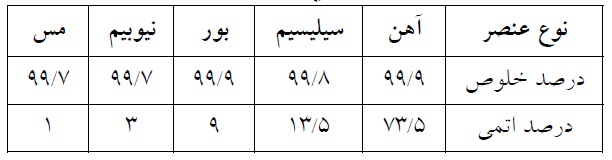 در اینجا جهت اختصار از نام گذاری های زیر برای نمونه های مهیا و به کار می رود. F1: ورق فاینمت ریخت ریسی شده توسط روش PFC F2: ورق فاینمت ریخته ریسی شده توسط روش PFC بعد از عملیات حرارتی GE: ورق فولد سیلیکونی با 3% سیلیسیم بمنظور ریخته ریسی نوارهای آمورف از دستگاه ریخته ریسی نوارهای عریض به کار رفت. در شکل (1) تصویر شماتیک مذاب ریخته ریسی نوارهای عریض و اجزاء و تجهیزات جانی آن نشان داده شده است. 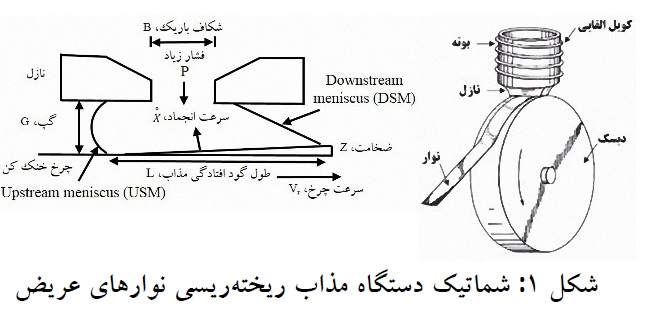 در جدول (2) شرایط ریخته ریسی و ویژگی های نوارهای تولیدی در دستگاه ریخته ریسی نوارهای عریض نمایان است. جدول 2: شرایط ریخته ریسی اعمال شده برای تهیه نوارها و ویژگی های آنها. 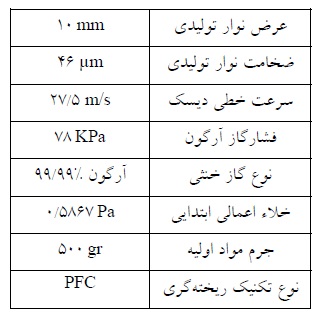 بمنظور عملیات حرارتی نوارهای آمورف، همانطور که در شکل (2) مشخص هست عمل گردید.  بمنظور عملیات حرارتی، نوارهایی به طول 10cm را درون لوله کوارتزی قرار می دهند. سپس این لوله کوارتزی روی درب کوره به نحوی نصب گردید. که در حین گرمایش در معرض گاز آرگون باشد. به منظور آب بندی لوله کوارتزی از خمیز نسوز و میکا استفاده گردید. برای شروع فرآیند عملیات حرارتی از پمپ خلاء استفاده گردید و خلائی به میزان 0/013Pa اعمال گردیده. سپس بعد از تنظیم دمای کوره بر روی 560 درجه سانتی گراد، گاز آرگون با فشار 50KPa از در کوره داخل لوله کوارتزی دمیده شد. فرآیند عملیات حرارتی تحت این شرایط به مدت 1 ساعت ادامه داشته و سپس نمونه در کوره خنک گردید. ذکر این نکته ضروری است که دمای 560 درجه سانتی گراد و زمان 1 ساعت بر اساس نتایج آنالیزهای حرارتی و روبشی کالریمتری. انجام شد و بر روی آلیاژ فاینمت انتخاب گردید. چرا که در این دما و زمان هیچ گونه فاز نامطلوب مغناطیسی نظیر Fe3B گزارش نشده است. نوارها قبل و پس از عملیات حرارتی و همچنین نوار فولاد سیلیکونی توسط دستگاه پراش پرتو ایکس مورد بررسی قرار گرفتند. دستگاه مورد استفاده برای این آنالیز ساخت شرکت فیلیپس با مدل PW3040/60 بود. میزان آمورف بودن نمونه ها، فازهای کریستالی متشکل و اندازه دانه آنها مورد بررسی قرار گرفتند. به منظور تهیه نوارهای فولاد سیلیکونی، از ورق های که به کار رفت در هسته ترانسفورماتور 250KVA ساخت شرکت جنرال الکتریک به کار رفت. به منظور ارزیابی و مقایسه خواص مغناطیسی نوارهای تولیدی قبل و پس از عملیات حرارتی و نوارهای فولاد سیلیکونی. از دستگاه مغناطوسنج نمونه ارتعاشی استفاده گردیده است. در جدول (3) علایم پارامترهای مغناطیسی مشخص است. شایان ذکر است که اطلاعات مورد جمع آوری از آزمون مغناطیسی توسط نرم افزاز اوریجین Origin مورد تحلیل قرار گرفتند. جدول 3: علایم پارامترهای مغناطیسی 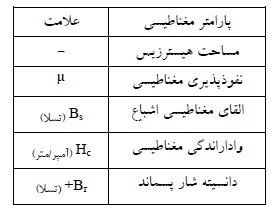 به منظور بررسی ریزساختاری ورق های مورد مهیا از میکروسکوپ الکترونی روبشی با مدل VEGA/TESCAN-LMV برای ورق GE و از میکروسکوپ الکترونی روبشی نشر میدانی با مدل Miria3-XMU برای ورق های F1 و F2 به کار رفت. نوارهای مذکور، از نظر جدایش فازی و توزیع عناصر آلیاژی مورد بررسی قرار گرفتند. به منظور مهیا نمودن ورق های آمورف از پولیش استفاده گردید. سپس نمونه ها به منظور بررسی توسط این میکروسکوپ ها با محلول نایتال 2% به مدت 1 ثانیه اچ شدند. شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم. ارتباط با ما در شبکه های اجتماعی https://t.me/foolad_paytakht تلگرام https://www.instagram.com/folad_paytakht اینستاگرام https://www.instagram.com/foolad_paytakht.ir اینستاگرام
:: برچسبها: فولاد سیلیکونی , فولاد کربن دار , ساخت و بررسی میکروسکوپی و مغناطیسی آلیاژ فاینمت با ورق فولاد سیلیکونی , , نوشته شده در پنج شنبه 13 مرداد 1401
فولاد کم آلیاژ پر استحکام که گاه «ریز آلیاژ» نیز نامیده می شود. نوعی فولاد آلیاژی است که با افزودن مقدار اندکی از عناصر آلیاژی. مانند وانادیم، کلمبیم و تیتانیم تهیه می شود و برتری هایی بر فولاد کربنی معمولی دارد.فولاد کم آلیاژ  به سبب استحکام زیاد ریزآلیاژها، این گونه فلزات را می توان در ساخت قطعات باریک به کار برد. در صنایعی که کاهش وزن در درجه اول توجه قرار دارد. (مانند صنایع خودرو) استفاده از ریز آلیاژها رونق بیشتری دارد. استحکام محصولی که با این مواد ساخته می شود بدون عملیات حرارتی از 415 تا 825 مگاپاسکال تغییر می کند. با توجه به اینکه ریزآلیاژ در قطعه های فلزی باریک تر به کار می رود. خوردگی باعث کاهش چشمگیر استحکام در این گونه فلزات می شود. اما، می توان با افزودن عناصری همچون، مس، سیلیکون، نیکل، کروم و فسفر. بر مقاومت قطعه در برابر خوردگی جوی افزود که این امر خود مستلزم صرف هزینه است. گالوانیزه کردن. پوشش با روی و آبکاری های ضد زنگ دیگر می تواند ریز آلیاژها را در برابر خوردگی محافظت نماید. ریزآلیاژها معمولاً محتوی 0.15 تا 0.55 درصد کربن، 0.6 تا 1.65 درصد منگنز، 0.15 تا 0.65 درصد سیلیکون. و مقادیر اندکی از وانادیم، کلمبیم (نیوبیم)، تیتانیم یا نیکل و مولیبدن هستند. وانادیم، کلمبیم و تیتانیم کاربید /یا نیتریدهایی تولید می کنند. که در اکثر دماهای فورجینگ در محلول جامد باقی می مانند. اما در فرآیند سرد کردن که در سرعت های کنترل شده انجام می شود رسوب می شوند. پدیده رسوب سبب افزایش قدرت این فلزات پس از عملیات فورجینگ و سرد کردن کنترل شده می شود. فولاد کم آلیاژگروه هایی از ریزآلیاژها با نام «شکل پذیری بهبود یافته». (تولید شده با ASTM AV15 و ASTM A656) استحکامی معادل با 80000 psi دارند. در حالی که تنها با مصرف 24% هزینه بیشتر از فولاد کربنی غیر آلیاژی که استحکام برابر 34000 Psi دارد . به این نیرو دست می یابیم. چون ریز آلیاژها باید با فلزات دیگر سازه ای مانند AISI 1010 و آلومینیم رقابت کنند. باید تا حد امکان ارزان باشند. اما ساختن چنین محصولی تا حد زیادی رؤیایی است. در محصول نهایی با افزایش و کاهش های متعددی روبرو می شویم. که با توجه به نیاز خود باید مورد مناسب را استفاده کنیم. برای مثال، افزایش قدرت از 35000 تا 80000 به کاهش 30 تا 40 درصدی شکل پذیری می انجامد. ریزآلیاژهای عنوان شده در بالا اصولاً برای استفاده در صنعت خودرو و به خصوص در قسمت هایی ساخته شده اند. که کاهش وزن بدون از دست دادن قدرت اهمیت دارد. مثلاً قطعات شاسی، سیستم هدایت کننده و تعلیق. سپر و لاستیک نمونه هایی از استفاده ریزآلیاژها در اتومبیل های سواری است. در دستگاه هایی همجون جرثقیل، مخلوط کن بتن، ماشین های کشاورزی، کامیون ها، تریلرها برج های انتقال قدرت. میل های ریزآلیاژی با حداقل قدرت 50000 تا 70000 استفاده می شوند. شکل دادن، کنده کاری، اره کردن و انجام ماشین کاری های دیگر. بر روی ریزآلیاژها 25 تا 30 درصد بیشتر از فولادها انرژی می برد. فولاد کم آلیاژریزآلیاژها بر خلاف اکثر فولادهای کربنی در مقابل خوردگی مقاومت زیادی دارند. برای مثال در انگلستان (که به طور عمده از آلیاژی با نام COR-TEN. که از مقدار اندکی مس تشکیل شده است.ساخته شده) نمونه بارزی از ریزآلیاژهای بی رنگ است. چگالی ریزآلیاژها معمولاً 7800kg/m3 است. فولادهای کم آلیاژ مستحکم High-Strengh Low-Alloy به اختصار HSLA نوعی از آلیاژهای فولادی می باشد که خواص مکانیکی بهتر و مقاومت در برابر خوردگی بیشتری نسبت به فولادهای آلیاژی کربن دارند. HSLA با سایر فولادها متفاوت می باشند. بدین صورت که آنها صرفاً جهت دارا بودن ترکیب شیمیایی خاصی تولید نمی شوند. بلکه برای برخورداری از خاصیت مکانیکی بهتری ساخته می شوند. به سبب استحکام زیاد فولادهای کم آلیاژ با مقاومت بالای HSLA. این گونه فلزات در ساخت قطعات باریک کاربرد گسترده ای دارند. در صنایعی که کاهش وزن قطعه در درجه اول اهمیت قرار دارد. مانند صنایع خودروسازی، استفاده از HSLA کاربرد بیشتری دارد. استحکام محصولاتی که با فولادهای کم آلیاژ HSLA ساخته می شوند. بدون عملیات حرارتی 415Mpa تا 825Mpa متغیر می باشد. HSLA دارای ترکیب کربن به مقدار 0.5 تا 0.25 درصد می باشد. تا شکل پذیری و جوش پذیری بهتری داشته باشد. از آلیاژهای دیگر می توان به 2.0 درصد مگنز و مقدار کمی کمی از مس، نیکل، نوبیوم، نیتروژن، وانادیوم. کروم، مولیبدنیوم، تیتانیوم، کلسیم، عناصر کمیاب در زمین و زیر کنیوم اشاره کرد. مس، تیتانیوم، وانادیوم و نوبیوم برای قوی تر کردن فولاد به آن افزوده می شوند. این عناصر میکروساختار فولاد کربنی را بهبود می بخشند. که معمولاً مجموعۀ آلیاژ آهن و کربن لایه ای می باشد تا پراکندگی آلیاژ کاربید خوبی تولید کند. این ویژگی باعث از بین رفتن تأثیر کاهش سختی و شکست حجمی آلیاژ آهن و کربن شده. و باعث افزایش قدرت ماده به وسیلۀ تصحیح کردن اندازه دانه می شود. که در مورد آلیاژ آهن و کربن باعث افزایش قدرت تسلیم آن به میزان 50 درصد. در تمامی نیم قطر دانه متوسط می شود. افزایش قدرت به وسیلۀ ته نشینی تأثیر کمی در افزایش تسیلم دارد. قدرت شکست HSLA بین 250 الی 590 مگاپاسکال می باشد. به دلیل قدرت و سختی زیاد HSLA ساخت آنها نیازمند 25 تا 30 درصد. قدرت بیشتر در مقایسه با فولادهای کربنی می باشد. مس، نیکل، سیلیکون، کروم و فسفر جهت افزایش مقاومت در برابر خوردگی و زنگ زدگی افزوده می شوند. زیرکونیوم، کلسیم و عناصر کمیاب در زمین به کنترل شکل به وسیلۀ افزودن سولفید افزوده می شوند. تا شکل پذیری HSLA را افزایش دهند. این عناصر به این دلیل افزوده می شوند که -HSLA دارای خواص مختلف در جهات مختلف را دارد. به عنوان مثال، شکل پذیری و مقاومت در برابر ضربه. در طول و در جهت متقاطع بر آن دانه تغییرات شدیدی دارد. خم هایی که به صورت موازی در طول دانه ایجاد می شوند. معمولاً در لبه بیرونی باعث شکست می شوند. زیرا باعث بار کششی می شوند. این تغییرات متناسب با جهت در -HSLA کاهش می یابند زیرا بوسیله ای کنترل شکل با سولفید ساخته شده اند. HSLA در خودروها، کامیون ها، جرثقیل ها، ترن هوایی ها و سایر وسایلی که باید نیروهای شدیدی را تحمل کنند. یا نسبت قدرت به وزن زیادی داشته باشند، استفاده می شود. مقطع و ساختار HSLA معمولاً 20 تا 30 درصد کم وزن تر از فولاد کربنی با همان قدرت است. HSLA همچنین در برابر زنگ زدگی مقاومت بیشتری نسبت به فولادهای کربنی دارد. زیرا آنها ترکیب آهن و کربن کمتری دارند. معمولاً چگالی -HSLA در حدود 7800 کیلوگرم بر متر مکعب است. در دستگاه هایی مانند چرثقیل، مخلوط کن بتن، ماشین های کشاورزی. کامیون ها، تریلرها، برج های انتقال قدرت. میل های -HSLA با حداقل قدرت 50000 تا 70000 مورد استفاده قرار می گیرند. همچنین در مورد فولادهای کم آلیاژ با قدرت زیاد -HSLA می توان این نکته را متذکر شد. که شکل دادن، کند کاری، اره کردن و انجام سایر ماشین کارها بر روی این فولادها. نیازمند 25 الی 30 درصد انرژی بیشتر در مقایسه با سایر آلیاژهای فولادی می باشد. طبقه بندی فولادهای کم آلیاژ HSLA
فولاد هایی که مقاومت بیشتری در برابر خوردگی دارند. مانند COR-TENT، این نوع آلیاژها در ترکیب ساخت خود مقدار کمی فسفر و مس دارند. تا میزان مقاومت آنها در برابر فرسایش های آب و هوایی افزایش یابد.
رول های داغ فولاد که ساختار بسیار گسیخته آستنیت دارند. که به ساختار آهن و کربنی مکعبی خوبی ضمن فرآیند سرد کردن تبدیل می شوند.
فولادهای با کربن کم یا بدون کربن که ساختار دانه ای آهن و کربن خوبی دارند. که به وسیله ته نشینی افزایش قدرت می یابند.
این فولادها به وسیله ساختار آهن و کربنی سوزنی. مقدار بسیار کمی کربن و سخت سازی خوبی افزایش قدرت داده می شوند. درصد کربن در این نوع فولادها بسیار اندک است و خواصی همچون جوش پذیری و شکل پذیری خوبی را دارند.
این فولادها میکرو ساختار آهن و کربنی متشکل از مقدار کم و یکنواخت مارتنزیت دارند. این میکروساختار باعث کاهش قدرت تسلیم، افزایش درجه سختی و شکل پذیری خوب می شود. فولادهای دو فاز شکل پذیری خوب را دارند و همچنین استحکام کششی آنها بالاست. فولاهای میکروآلیاژی (Micro-alloyed steel) فولادی که دارای مقدار کمی نوبیوم، وانادیوم و/یا تیتانیوم می باشد. که باعث بهبود اندازه دانه و/یا سخت شدن به وسیله ته نشینی می شود. نوع معمول از Micro – alloyed steel بهبود یافته از نظر شکل پذیری HSLA می باشد. این نوع، قدرت تسلیم تا 80000 (550Mpa)psi دارند ولی تنها 24 درصد بیشتر از فولاد A360 با 36000 (250Mpa)psi هزینه دارند. یکی از نقاط منفی این نوع فولاد این است که 30 تا 40 درصد کمتر شکننده می باشند. در ایالات متحده این نوع فولاد براساس استاندارد ASTM. در دسته های A1008/A1008M و A1011/A1011M برای ورق های فلزی و A656/A656M برای صفحات فلزی تقسیم می شوند. این فولادها برای خودروسازی جهت حفظ قدرت در عین کاهش وزن تولید شده اند. برای نمونه: میله های استحکام در، شاسی، تقویت ترمز، سیستم هدایت و تعلیق، ضربه گیری و چرخ ها. کاربرد آلیاژهای HSLAآلیاژهای HSLA در صنایع سنگین هم چون لوله های نفت و گاز، تولید تجهیزات و ماشین آلات صنعتی کشاورزی. ماشین های چمن زنی، جرثقیل، مخلوط کن بتن، کامیون ها، تریلرها، برج های انتقال قدرت و… می باشد. فولادهای HSLA به دلیل وزن کم و مقاومت بسیار بالا، در صنایع خودروسازی بسیار پرکاربرد هستند. طبقه بندی SAESociety of Automotive Engineers به اختصار SAE (انجمن مهندسان خودروسازی) استانداردهای فولادهای کم آلیاژ HSLA را تعیین می کند. زیرا HSLA به دلیل دارا بودن خواص مطلوب برای استفاده در خودروها معمولاً در این حوزه به کار می رود. 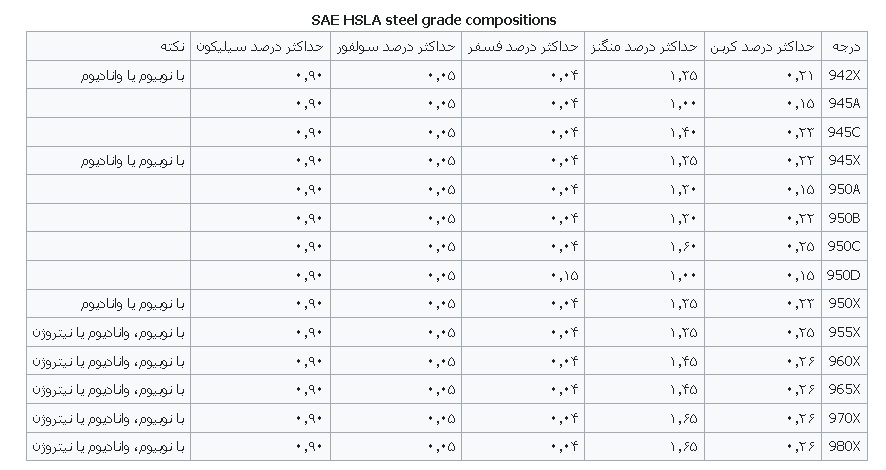 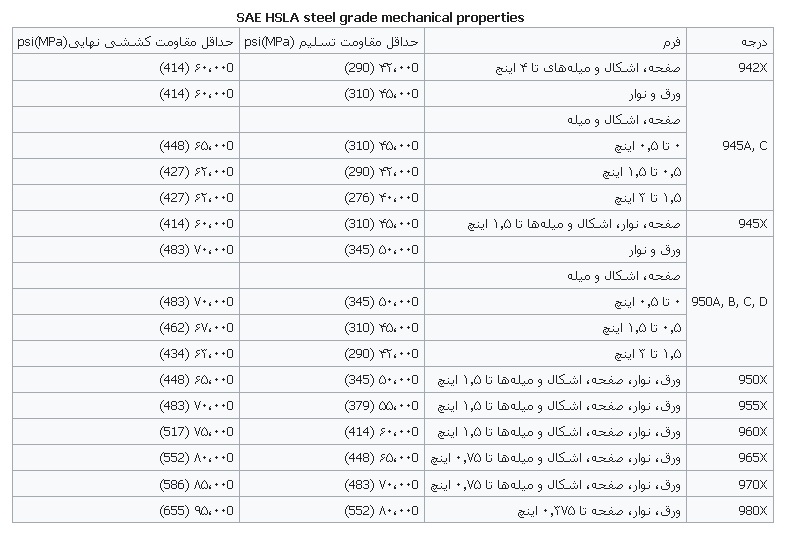 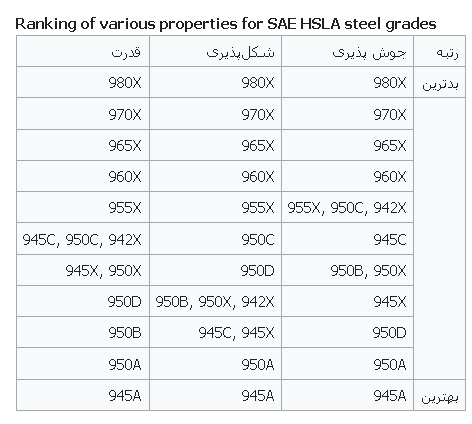 شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم. ارتباط با ما در شبکه های اجتماعی https://t.me/foolad_paytakht تلگرام https://www.instagram.com/folad_paytakht اینستاگرام https://www.instagram.com/foolad_paytakht.ir اینستاگرام :: برچسبها: فولاد کم آلیاژ,HSLA,فولاد کم آلیاژ پر استحکام,STRENGH LOW,ریزآلیاژ , نوشته شده در سه شنبه 11 مرداد 1401
مونل – آلیاژ مونل -Monel-آلیاژ ضد خوردگی-آلیاژ ضد اسید-آلیاژ ضد محیط های قلیایی – آلیاژ مقاوم به آب-آلیاژ دریایی مونلها (Monel) گروهی از آلیاژهای نیکل اند که از دو فلز نیکل و مس تشکیل شده اند. سوپر آلیاژ مونل همچنین مقادیر کمی از آهن، منگنز، کربن و سیلیسیم نیز در آنها یافت می شود. این آلیاژها از نیکل خالص سخت تراند. و در برابر خوردگی توسط بسیاری عوامل از جمله جریان سریع آب دریا مقاومت نشان می دهند. مونل ها را می توان به راحتی به کمک کار سرد، کار گرم. ماشین کاری و جوشکاری به شکل مورد نظر در آورد. مونل اولین بار در سال 1901 توسط رابرت کروسکی استنلی. که در کارخانه بین المللی نیکل (INCO) کار می کرد، ایجاد شده است. آلیاژ مونل – 400 یک آلیاژ دو جزئی نیکل و مس است که به طور طبیعی در سنگ معدن نیکل در معادن سودبری (اونتاریو، کانادا) یافت می شود. این معادن 1.849 میلیارد سال پیش در اثر برخورد یک شهاب سنگ به قطر 10 – 15 کیلومتر ایجاد شده اند. مونل در سال 1906 ثبت اختراع شد. نام این آلیاژ از نام خانوادگی رئیس شرکت امبروز مونل (Ambrose Monell) گرفته شده است. در آن دوره زمانی استفاده از نام خانوادگی اشخاص جهت نامگذاری علامت تجاری مجاز نبوده. به همین جهت یکی از دو L از انتهای نام خانوادگی حذف شده است. این نام هم اکنون یک علامت تجاری متعلق به شرکت Special Metals است. این آلیاژ گران قیمت است به همین دلیل استفاده از آن تنها محدود به مواردی است. که امکان بکارگیری جایگزین های ارزان تر وجود نداشته باشد. به عنوان مثال استفاده از مونل به جای فولاد کربنی. برای لوله کشی هزینه ای سه برابری در پی خواهد داشت. خواصمونل یک محلول جامد دو جزئی است. با توجه به اینکه نیکل و مس با هر نسبتی در یکدیگر حل می شوند. مونل یک آلیاژ تک فاز است. در مقایسه با فولاد، ماشین کاری مونل بسیار دشوار است. زیرا در اثر کار سختی بسیار سریع سخت می شود. به همین علت ماشین کاری بایت با سرعت چرخش و نرخ قید کمتری انجام شود. این آلیاژ در برابر خوردگی و اسیدها مقاوم است. و برخی آلیاژهای آن می توانند در برابر آتش اکسیژن خالص مقاومت کنند. عموماً از این آلیاژ در شرایط به شدت خورنده استفاده می شود. افزودن مقادیر کمی از آلومینیوم و تیتانیوم منجر به ایجاد مونل K-400 می شود. که علاوه بر مقاومت به خوردگی ذکر شده دارای استحکام بالاتری است. این استحکام بالاتر به علت استحاله فاز گاما پرایم در فرآیند پیرسختی بدست می آید. بطور معمول مونل از فولاد ضد زنگ بسیار گران تر است. مونل -400 دارای وزن مخصوص 8.80،دمای ذوب 1300-1350 درجه سانتیگراد. رسانایی الکتریکی 34% IACS و سختی 65 راکوول بی در حالت آنیل شده است. یکی از ویژگی های قابل توجه مونل -400 حفظ چقرمگی آن در بازه وسیع دمایی است. مونل-400 دارای خواص مکانیکی عالی در دمای زیر صفر است. با کاهش دما استحکام و سختی این آلیاژ افزایش پیدا کرده شکل پذیری آن دچار اختلال جزئی می شود. این آلیاژ حتی در دمای هیدروژن مایع نیز دچار تغییر شکست نرم به ترد نمی شود. این ویژگی باعث ایجاد تضادی قابل توجه میان مونل و بسیاری از فلزات فریتی شده است. که در مای پایین با وجود استحکام بالا شکننده اند. کاربرد در هوافضادر دهه 1960 آلیاژ مونل کاربرد عمده ای در ساخت هواپیما پیدا کرد. این آلیاژ به علت حفظ استحکام در برابر گرمای زیاد تولید شده توسط اصطکاک آیرودینامیکی در هنگام پرواز. با سرعت بسیار بالا به طور ویژه در ساخت قاب و پوسته هواپیماهای موشکی آزمایشی مانند North American X-15. مورد استفاده قرار می گرفت. البته استفاده از مونل برای حفظ شکل آیرودینامیکی منجر به افزایش وزن این هواپیماها شده بود. در تعمیر و نگهداری هواپیما نیز از مونل برای سیم کشی ایمنی. چفت و بست هایی که در معرض حرارت بالایی قرار دارند استفاده می شود. به جهت کاهش هزینه ها از سیم های فولاد ضد زنگ در نواحی با حرارت کمتر استفاده می شود. تولید و تصفیه روغناز مونل در بخش های آلکیلاسیون که در تماس مستقیم با اسید هیدروفلوئوریک هستند استفاده می شود. مقاومت مونل در برابر غلظت های متفاوت هیدروفلوئوریک اسید در دماهای متفاوت فوق العاده است. و شاید بتوان گفت مونل مقاوم ترین آلیاژ در میان آلیاژهای مهندسی است. همچنین این آلیاژ در برابر کاهش به وسیله انواع مختلف اسیدهای سولفوریک و هیدروکلریک مقاومت می کند. کاربردهای دریاییمقاومت مونل در برابر خوردگی آن را به گزینه ای ایده آل برای کاربردهایی مانند سیستم لوله کشی، شفت پمپ. دریچه های آب دریا، سیم های ماهیگیری و سبدهای صافی تبدیل کرده است. از برخی آلیاژهای مونل که کاملاً غیر مغناطیسی هستند برای ساخت کابل لنگر مین روب ها. و محفظه نگهداری تجهیزات اندازه گیری میدان مغناطیسی استفاده می شود. در قایقرانی تفریحی از سیم مونل برای گرفتن قیدهای طناب لنگر استفاده می شود. از آلیاژ مونل در کاربردهای زیر دریا و همچنین برای ساخت مخازن آب و سوخت استفاده می شود. از این آلیاژ برای ساخت شفت ملخ ها و پیچ و مهره ها نیز استفاده می شود. در قایق های معروف هابی کت (Hobiecat). از پرچ های مونل به جای پرچ های فولاد ضد زنگ استفاده می شود. تا از مشکلات خورذگی ناشی از مجاورت آب شور، فولاد و آلومینیوم به کار رفته در دکل. بوم و قاب قایق جلوگیری شود. به دلیل مشکلات الکترولیتی در آب شور در صورت استفاده از مونل در بدنه کشتی. باید فلزات دیگر به خصوص فولاد را در برابر آن به دقت عیاق بندی کرد. نیویورک تایمز در 12 اوت 1915 مقاله ای دربارۀ یک کشتی بادبانی 215 فوتی. با عنوان «اولین کشتی با بدنه ای کاملاً از جنس مونل» منتشر کرد. که به دلیل تجزیه کف کشتی و خراب شدن اسکلت فولادی کشتی در اثر فعل و انفعالات الکتریکی با مونل فقط در عرض شش هفته قطعه قطعه شد و صاحبان آن مجبور به اسقاط کشتی شدند. در برنامه های تحقیقاتی انجام گرفته روی پرندگان دریایی. از حلقه یا پلاک هایی از جنس مونل برای نشانه گذاری پرندگانی مانند آلباتروس. که در محیط خورنده آب دریا زندگی می کنند استفاده می شود. آلات موسیقیاز مونل به عنوان ماده سازنده پیستون سوپاپ یا روتور در برخی آلات موسیقی با کیفیت. مانند ترومپت، توپا و کر استفاده می شود. در سال 1962 شرکت روتوساند (Rotosound) از مونل برای ساخت تارهای گیتار بیس الکتریکی استفاده کرد. و این گیتارها توسط هنرمندان متعددی مانند استیو هریس (Steve Harris)، آیرن میدن (Iron Maiden)، د هو (The Who). استینگ (Sting)، جان دیکن (John Deacon)، جان پاول جونز (John Paul Jones). و کریس اسکوایر (Chris Squire) به کار گرفته شده است. مونل از اویل دهه 1930 توسط دیگر سازندگان تارهای موسیقی نیز مورد استفاده قرار می گرفت. به عنوان مثال شرکت گیتار گیبسون (Gibson Guitar Corporation) که ساز ماندولین (Mandolin). خود را با امضای سام بوش به فروش می رساند.یا به عنوان نمونه ای دیگر شرکت سی.اف. مارتین (C.F.Martin) که از مونل در ساخت رشته های گیتارآکوستیک مارتین رترو (Martin Retro) استفاده کرده است. شرکت پیرامید (Pyramid) نیز تارهایی با نام (مونل کلاسیک) برای گیتارهای الکتریکی تولید می کند. که روی یک هسته گرد پیچیده می شوند. در سال 2018 شرکت D Addario از ویولنی رونمایی کرد. که از سیم پیچ های مونل برای ساخت تارهای D و G آن استفاده شده بود. دیگر استفاده هامقاومت خوب مونل در برابر خوردگی توسط اسیدها و اکسیژن. آن را به ماده ای مناسب برای صنایع شیمیایی تبدیل کرده است. این آلیاژ توانایی مقاومت در برابر فلورایدهای خورنده را نیز دارد. به همین دلیل به شکل گسترده برای غنی سازی اورانیوم در کارخانه Oak Ridge مورد استفاده قرار گرفت. در این کارخانه بیشتر لوله های قطور که برای انتقال هگزافلوراید اورانیوم. مورد استفاده قرار می گیرند از مونل ساخته شده اند. مثالی دیگر از کاربردهای مونل در صنایع شیمیایی ساخت رگولاتور برای محفظه گازهای واکنش پذیر مانند هیدروژن کلرید است. از این رگولاتور در مواردی استفاده می شود که نیاز به فشار انتقال بالایی داریم. که در این صورت استفاده از تفلون (یا همان PTFE) امکان پذیر نمی باشد. بعضی از اوقات برای محافظت بیشتر از رگولاتور آن را با استفاده از گاز خشک بی اثر. که به وسیله یک مانیفولد از جنس مونل تأمین می شود شستشو می دهند. در اوایل قرن 20، هنگامی که نیروی بخار به طور گسترده استفاده می شد. مونل به عنوان گزینه مطلوب برای استفاده در سیستم های بخار بسیار داغ مورد تبلیغ قرار گرفت. در طول جنگ های جهانی، ارتش آمریکا از مونل برای نشانه گذاری سگهای ارتش استفاده می کرد. معمولاً از مونل برای ساخت سینک ظرفشویی آشپزخانه و فریم عینک استفاده می شود. از این آلیاژ برای نگه داشتن محفظه احتراق در دیگ بخار لوله آتشینن (Fire -Tube Boiler) استفاده شده است. قسمت هایی از ساعت Long NOw؛ که قرار است تا 10000 سال دیگر کار کند. از جنس آلیاژ مونل ساخته شده است. تا بدون استفاده از فلزات گرانبها از خوردگی محافظت شوند. از مونل برای ساخت بیشتر قطعات داخلی کلیسای جامع Bryn Athyn واقع در پنسیلوانیا استفاده شده است. این قطعات شامل صفحات بزرگ تزئینی، دستگیره های در و غیره است. همچنین از این آلیاژ برای ساخت سقف ایستگاه پنسیلوانیا (یک ایستگاه قطار در نیویورک) استفاده شده است. خودرو آکورا ان اس ایکس 1991 – 1996 با کلیدی از جنس مونل به مشتریان عرضه شد. در میدان های نفتی از تجهیزاتی مانند مغناطیس سنج و قطب نما برای جهت یابی استفاده می شود. برای جلوگیری از ایجاد خطا در نتایج این تجهیزات توسط ابزارهای حفاری. آنها را در یقه های غیر مغناطیسی قرار می دهند. که امروزه به نام «یقه مونل» شناخته می شود. چرا که مونل اولین ماده ای بود که به این منظور مورد استفاده قرار گرفت. monel توسط شرکت Arrow Fastener Co برای منگنه های T50 ضد زنگ استفاده می شود. از این آلیاژ در یخچال های کلویناتور (Kelvinator) نیز استفاده شده است. این آلیاژ در دهه 1930 در دستگاهیی به نام Baby Alice Thumb Guard که برای جلوگیری از مکیدن انگشت شست اختراع شده بود مورد استفاده قرار گرفت. آلیاژ 400مونل 400 در طیف وسیعی از محیط های اسیدی و قلیایی. از استحکام و مقاومت به خوردگی بسیار بالایی برخوردار است. همچنین دارای شکل پذیری و هدایتت حرارتی مناسبی است. مونل 400 معمولاً در صنایع دریایی، صنایع شیمیایی و فرآوری هیدروکربنها. ساخت مبدل گرمایی و ساخت دریچه ها و پمپ ها کاربرد دارد. این آلیاژ تحت پوشش استانداردهای زیر است: Bs-3075-3076 NA 13-DTD 2048 and ASTM B164 بخش های عمده ای از آلیاژ 400 در واحدهای آلکیلاسیون استفاده می شود. این آلیاژ در قسمت هایی که در تماس مستقیم با هیدروفلوئوریک استید است به کار می رود. آلیاژ 401مونل 401 برای استفاده در کاربردهای الکتریکی و الکترونیکی تخصصی طراحی شده است. این آلیاژ به راحتی توسط جوشکاری تنگستن گاز خنثی. (در ایران بیشتر با نام اختصاری جوش آرگون شناخته می شود) جوش داده می شود. همچنین این آلیاژ باری لحیم کاری نیز مناسب است. آلیاژ 401 تحت پوشش استاندارد UNS N04401 قرار دارد. آلیاژ 404مونل 404 در درجه اول در کاربردهای الکتریکی و الکترونیکی تخصصی استفاده می شود. ترکیب و نسبت عناصر داخل این آلیاژ با دقت بالایی تعیین شده. تا دمای نقطه کوری پایین، نفوذپذیری کم و ویژگی لحیم کاری مناسبی را فراهم کند. آلیاژ 404 را میتوان با تکنیک های رایج جوشکاری جوش داد. و جعلی کرد اما امکان اعمال کار گرم روی آن وجود ندارد. برای رسیدن به نتیجه نهایی بهتر می تواند با استفاده از ابزار استاندارد کار سرد بر قطعه اعمال کرد. این آلیاژ تحت پوشش استانداردهای UNS N04404 و ASTM F96 قرار دارد. آلیاژ 405مونل 405 نسخه دیگری از آلیاژ 400 است که برای ماشینکاری بهینه سازی شده است. مقادیر نیکل، کربن، منگنز، آهن، سیلیسیم و مس در این آلیاژ مشابه آلیاژ 400 است. اما مقدار گوگرد آن از حداکثر 0.024 درصد به 0.025 – 0.060 درصد رسیده است. این آلیاژ عمدتاً برای تراشکاری استفاده می شوند. و استفاده از آنها در موارد دیگر توصیه نمی شود. گوگرد در این آلیاژ نقش براده شکن را ایفا می کند. اما کیفیت نهایی سطح ایجاد شده مانند آلیاژ 400 بالا نیست. این آلیاژ تحت استانداردهای زیر قرار دارد: Military MIL-N-894 and NACE MR-01-75,SAE AMS 4674,Federal QQ-N-281, ASTM B-164,ASME SB-164,UNS N04405 آلیاژ 450مونل 450 مقاومت به خستگی خوبی از خود نشان می دهد و هدایت گرمایی نسبتاً بالایی دارد. از این آلیاژ برای کندانسورهای آب دریا، صفحات کندانسور، لوله های تقطیر. لوله های مبدل حرارتی و لوله کشی آب شور استفاده می شود. مونل K-500آلیاژ K-500 علاوه بر ارث بردن مقاومت به خوردگی عالی از آلیاژ 400 دارای استحکام و سختی بسیار بالایی است. ویژگی های تقویت شده این آلیاژ ناشی از افزودن آلومینیوم و تیتانیوم به دو فلز پایه نیکل ومس است که با عملیات حرارتی در شرایط کنترل شده باعث پیدایش ذرات میکروسکوپی (Ti,Al)Ni3 در سراسر ماتریس می شود. آلیاژ K-500 که عملیات پیرسختی روی آن انجام شده است. دارای گرایش بیشتری به ترک خوردن در تحت تنش-خوردگی در بعضی از محیط ها است. اما دیگر ویژگی های مقاومت به خوردگی آن درست مشابه آلیاژ 400 است. این آلیاژ در برابر گاز ترش نیز از خود مقاومت نشان می دهد. وجود ویژگی هایی از جمله مقاومت به خوردگی بالا. در برابر جریان سریع آب دریا و استحکام بالا در این آلیاژ باعث شده. که به گزینه مناسبی برای شفت پمپ های گریز از مرکز در صنایع دریایی بدل شود. کاربردهای متداول این آلیاژ عبارتند از : پروانه ها و شفت پمپ. Doctor Blade و تراشنده ها، یقه مته چاه نفت و قطعات الکترونیکی مونل R-405آلیاژ R-405 نسخه دیگری از آلیاژ 400 است که برای ماشین کاری بهینه سازی شده است. این آلیاژ نیکل و مس دارای مقدار کنترل شده ای از گوگرد است. تا اجزائی مانند براده شکن در ماشین کاری عمل کنند. این آلیاژ مانند مونل 400 دارای مقاومت خوبی در برابر آب دریا. بخارهای داغ و محلول های نمکی و سوزاننده از خود نشان می دهد. همچنین این آلیاژ نیکل دارای ویژگی هایی مانند قابلیت جوشکاری مناسب و استحکام بالا است. مونل R-405 یک محلول جامد است که تنها با مکانیزم های بر پایه کار سرد سخت می شود. میزان کم خوردگی این فلز در جریان سریع اب شور، مقاومت عالی در برابر تنش- خوردگی. در آب شیرین و مقاومت آن در برابر اکثر مواد خورنده استفاده گسترده از آن را. در صنایع دریایی توجیه می کند. مونل 502آلیاژ 502 مقاومت خوبی در برابر خزش و اکسیداسیون از خود نشان می دهد. امکان ایجاد اشکال متفاوت با این آلیاژ وجود دارد و قابلیت ماشین کاری آن همانند فولادهای آستنیتی است. شماره این آلیاژ UNS برابر N05502 شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم. ارتباط با ما در شبکه های اجتماعی https://t.me/foolad_paytakht تلگرام https://www.instagram.com/folad_paytakht اینستاگرام https://www.instagram.com/foolad_paytakht.ir اینستاگرام :: برچسبها: مونل , آلیاژ مونل , MONEL , فولاد ضد خوردگی , , نوشته شده در یک شنبه 9 مرداد 1401
سیم بکسل یا طناب فولادی (Wire rope) نوعی طناب است. که از الیاف فولاد تولید می شود.و مجموعه ای از سیم، لایه سیم و مغزی است. الیاف فولادی به صورت مارپیچ به هم تابید می دهند و یک طناب را تشکیل می دهند.سیم بکسل فولادی سیم بکسل  تعدادی طناب نیز به طور مارپیچ به همراه یکدیگر به دور یک مغزی تاب می شوند و تشکیل طناب قطور تری را می دهند. طناب فولادی در سال 1834 توسط یولیوس آلبرت در شهر کلاستال آلمان و برای استفاده در معادن اختراع شد. طناب فولادی از نظر جنس مفتولبه طور کلی طناب های فولادی از یکی از سه نوع ماده اولیه زیر تولید می شوند:
مغزی طناب فولادیدو نوع مغزی برای طناب فولادی وجود دارد:
انواع تاب طناب های فولادیطناب های فولادی از نظر نوع تاب به دو نوع معمولی و لنگ به شرح ذیل تقسیم می شوند:
به طور کلی کار کردن با طناب های با تاب معمولی آسانتر است و کاربرد متداول تری دارد. اما در مواردی مثل آسانسورهای باری و مسافری که مقاومت بیشتر در برابر سایش مورد نظر است، تاب لنگ ترجیح دارد. طناب های راستگرد و چپگرداصطلاح راستگرد و چپگرد مربوط به تابیدن تارها در طناب میباشد. طناب های راستگرد متداول ترین نوع طناب ها هستند. طناب های با تاب راست را به حرف Z و طناب های با تاب چپ را با حرف S نشان می دهند. مقایسه انواع بافت در طناب ها طناب فولادی می تواند دارای چهار بافت کلی باشد:
روغن کاری طناب فولادیطناب فولادی به منظور محافظت در برابر زنگ زدگی و کاهش اصطکاک بین مفتول ها و تارها در جریان تولید روغنکاری می شود. از یکسو مغزی طناب فولادی به علت اهمیت نقش آن از روغن اشباع می شود. و از سوی دیگر کلیه مفتول های تشکیل دهنده یک ریسمان. و کلیه تارهای تشکیل دهنده طناب در طی بافت به روغن مناسب آغشته می گردد. نوع روغن کاری بنابر جنس مفتول، کاربرد طناب و خصوصیات محل مورد استفاده متفاوت خواهد بود. در طول مدت عمر مفید طناب نیز روغنکاری آن باید در فواصل زمانی معین ادامه یابد. تا با جایگزینی روغن از دست داده در اثر استفاده، حداکثر محافظت در برابر زنگ زدگی و سایش درونی به عمل آید. روغنکاری طناب فولادی بهتر است در محلی صورت گیرد که رشته ها کمی از هم باز می شوند. مثل هنگامی که طناب از روی چرخ قرقره عبور می کند. یا روی قرقره پیچیده می شود. در اینصورت روغن بهتر جذب می شود. روغنی که برای روغنکاری طناب فولادی مورد استفاده قرار می گیرد باید به راحتی در طناب نفوذ کند. قسمت های داخلی و سطح خارجی آن را بپوشاند. با آب شسته نشود و در برابر زنگ زدگی از طناب محافظت کند. مقاومت در برابر خستگی (Fatigue) و فرسایش (Wear)معمولاً مقاومت در برابر خستگی در نقطه مقابل در برابر فرسایش قرار دارد. طنابی که از تعداد زیادی مفتول نازک تشکیل شده باشد. بسیار قابل انعطاف است و مقاومت خوبی در برابر خستگی دارد. در حالیکه طنابی که از تعداد کمی مفتول های ضخیم تشکیل شده باشد مقاومت بالایی در برابر فرسایش و سائیدگی دارد. اندازه گیری قطر طناب فولادی اندازه گیری قطر واقعی یک طناب فولادی باید در دو نقطه از طناب که حداقل فاصله آنها یک متر از همدیگر باشد صورت گیرد. در هر یک از این دو نقطه بیشترین فاصله بین دو انتهای تار مقابل هم با کولیس اندازه گیری شود. و سپس این اندازه گیری با دو تار عمود بر این دو تکرار گردد. میانگین چهار اندازه گیری که بدین طریق حاصل می شود قطر واقعی طناب فولادی خواهد بود. این قطر معمولاً با قطر اسمی طناب اندکی تفاوت دارد. بر طبق استانداردهای آمریکا حد مجاز این تفاوت ها از 1 درصد تا 4 درصد برای طناب های میلیمتری. و از صفر تا 5 درصد برای طناب های اینچی خواهد بود. تنسایل در طناب های فولادیتنسایل یک مفهوم فیزیک مکانیک می باشد که به مفهوم حداکثر تنش مورد تحمل متریال می باشد. که معمولاً بصورت مگاپاسکال یا نیوتون بر متر مربع تعریف می شود. حداکثر تنش مورد تحمل متریال یک خصیصه فیزیکی است که بیانگر مقاوت کششی فلزاتی مانند فولاد است و با بالا رفتن این کمیت مقاومت کششی نیز بالا می رود. بدین ترتیب فولاد تنسایل بالاتری نسبت به آهن دارد. آنچه روشن است. تنسایل سیم بکسل ها که معمولاً بالای 1500 می باشد. بدین مفهوم نیست که بار مجاز برای اتصال و حمل توسط آنها بدین میزان می باشد. چرا که تنش تسلیم فلزات پایینتر از تنسایل آنها است. تنش تسلیم میزان تنشی است که فلز از ناحیه الاستیک وارد ناحیه پلاستیک می شود. و در واقع تغییر طول دائمی می دهد و با حذف بار نیز این تغییر طول باقی می ماند. در اکثر مواقع بار مجاز بر سیم بکسل ها حداکثر تا 70 درصد تنش تسلیم آنها می باشد. انواع کاربرد طناب های فولادی
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم. ارتباط با ما در شبکه های اجتماعی https://t.me/foolad_paytakht تلگرام https://www.instagram.com/folad_paytakht اینستاگرام https://www.instagram.com/foolad_paytakht.ir اینستاگرام
:: برچسبها: سیم بکسل فولادی , طناب فولادی , WIRE ROPE , مفتول استلس استیل , مفتول گالوانیزه , مفتول غیر گالوانیزه , نوشته شده در پنج شنبه 6 مرداد 1401
میلگرد استیل 304 – لوله استیل 304- ورق استیل 304-. قوطی استیل 304 – تسمه استیل 304.– فولاد 4301 – فولاد نسوز – ورق نسوز – فولاد ضد زنگ – فولاد زنگ نزن – ورق ضد اسید – فولاد ضد اسید میلگرد استیل 304 استیل ۳۰۴ در فرایندهای شیمیایی، صنایع غذایی و لبنی و آشامیدنی، انتخابی مناسب است. این گرید دارای ترکیبی عالی از استحکام، مقاومت در برابر خوردگی و قابلیت ساخت است. استنلس استیل ۳۱۶ در صنایع شیمیایی، صنایع کاغذ و خمیرکاغذ. برای پردازش و توزیع مواد غذایی و نوشیدنی و در محیط های خورنده تر استفاده می شود. همچنین در صنایع دریایی به دلیل مقاومت در برابر خوردگی استفاده می شود. علل از بین رفتن کروم در عملیات حرارتیدر عملیات حرارتی و یا جوشکاری، دمای فولاد ضد زنگ به حدود 850-550 درجه سانتیگراد میرسد. کروم و کربن با یکدیگر وارد واکنش میشود. و کاربایدکروم (Chromium Carbide) تولید میگردد. که در امتداد مرز دانهها رسوب میکند. به همین دلیل کروم موجود در منطقه اطراف مرزدانه (ناحیه مرزی) تخلیه میشود. ناحیه مرزی که کروم آن تخلیه شده نسبت به .سایر مناطق سالم سطح فلز که کروم آن مناطق تخلیه نشدهاند در برابر خوردگی مقاومت کمتری دارد. ورق نسوزنحوه استخراج و شکل گیری ورق نسوز بسیار پیچیده است. تا حدی که گاهی اوقات حتی مهندسینی که با یک یا چند نوع فلز نسوز خاص کار می کنند. نمی توانند به طور کامل متوجه شوند .که فرایند استخراج، پردازش و تشکیل آن فلزات به چه صورتی بوده است. اما در همه فلزات نسوز یک ویژگی خاص مشترک است. آن هم نقطه ذوب فوق العاده بالای آن ها می باشد. تنگستنبه عنوان مثال تنگستن، در دمای 3410 درجه سانتی گراد (6170 درجه فارنهایت) ذوب می شود. که دو برابر آهن و ده برابر نقطه ذوب سرب است. فلزات نسوز در جدول شیمی مندلیف همگی در یک بخش از جدول هستند. با اینکه 12 نوع فلز نسوز در این جدول مشخص شده است. اما فقط 5 آلیاژ به طور گسترده ای مورد استفاده قرار می گیرد. این پنج فلز عبارت اند از:
فلزات نسوزهمه این فلزات نسوز به جز رنیوم دارای ساختار مکعب بدون محور هستند. علیرغم این واقعیت انواع ورق آهن نسوز دارای شباهت های زیادی هستند. اما از نظر کیفیت مانند ویژگی چگالی. مقاومت در برابر سایش و خوردگی هر کدام از این فلزات نسوز دارای ویژگی های خاص خود می باشند. بسیاری از این ویژگی ها کاملاً منحصر به فرد بوده و در فلزات دیگر یافت نمی شوند. چگونگی ساخت وسایل با دمای ذوب بالای فولاد آلیاژیهمان طور که گفتیم مثلاً از فلزات نسوز در اتومبیل سازی استفاده می شود. با توجه به دمای ذوب بسیار بالای این فلزات چگونه در موارد مختلف از آن ها استفاده می شود؟ برای پاسخ تخصصی به این سؤال باید گفت فلزات نسوز از کنسانتره های سنگ استخراج می شوند. سپس به صورت مواد شیمیایی فرآوری می شود و در گام بعدی به پودر تبدیل می شوند. در مرحله بعدی پودرها را در قالب های مختلف می ریزند. و دوباره آن ها را منسجم و به شکل دلخواه در می آورند. پخت این پودرها شامل گرم شدن درون قالب برای مدت زمان طولانی است. در زیر گرما، ذرات پودر شروع به اتصال می کنند و یک قطعه جامد را مطابق قالب تشکیل می دهند. میلگرد استیل 304 ذوب فلزارتپخت می تواند فلزات را در دمای پایین تر از نقطه ذوب آن ها نیز پیوند دهد. این یک مزیت قابل توجه هنگام کار با فلزات نسوز است. بنابراین نقطه ذوب بالای این فلزات و سهولت واکنش اکسیداسیون آن ها (ترکیب فلز با اکسیژن هوا). در دمای بالا باعث می شود. که متخصصین از پودر این فلزات برای کارهای مختلف استفاده کنند. و مانند فلزات دیگر به صورت ریخته گری مورد مصرف قرار نمی گیرند. علم متالورژی پودر مدرن در واقع در اوایل دهه 1900. و هنگامی که رشته های لامپ رشته ای از پودرهای تنگستن تولید شدند. ابداع شد و بعد از آن کاربرد فراوانی داشت. از همان ابتدا که دانشمندان کشف کردند چگونه می توانند. از فلزات نسوز در تولیدات خود استفاده کنند. ابزارهای برش را ساختند که یکی از بهترین کاربردهای این نوع فلزات می باشند. مشخصات فولاد نسوزدیگر فلزات نسوز نیز مانند تنگستن دارای نقطه ذوبی بالاتر از 3632 درجه فارنهایت (2000 درجه سانتی گراد) هستند. نقطه ذوب بالای فلزات نسوز و مقاومتشان در برابر خوردگی و فرسایش. آن ها را به فلزات بسیار عالی برای برش تبدیل کرده است. فلزات نسوز همچنین در برابر شوک گرمایی بسیار مقاوم هستند. به این معنی که گرم شدن و سرمایش مکرر به راحتی باعث انبساط، فشار. و ترک خوردگی آن ها نمی شود. این نوع فلزات دارای چگالی بالا (سنگین) و همچنین خاصیت هدایت الکتریکی و حرارتی خوبی هستند.اما همان طور که در قسمت قبلی هم گفتیم. به طور خاص این ویژگی ها در هر کدام از آن ها متفاوت است. پودرهای فلزی در اندازه ها و فرم های خاصی تولید می شوند. سپس مخلوط شده تا مخلوط تهیه شده قبل از فشرده و پخته شدن خواص مورد نیاز را ایجاد کند. کاربرد فولاد نسوزکاربرد فولاد نسوز، بر اساس میزان مقاومت در برابر حرارت و خواص مکانیکی مورد نیاز فولاد است. استفاده از فولاد مقاوم تر در برابر حرارت، ممکن است به دلیل ترد بودن،گران مضر نیز باشد. این فولاد نباید در معرض شعله قرار گیرد و از تماس مستقیم آن با کربن باید جلوگیری شود. فولادهای نسوز در کوره های صنعتی، دیگ های بخار، لوله های بخار. رکوپراتورها، صنایع شیمیایی و نفتی، خطوط گاز و سوخت. جعبه های آتش نشانی، بخاری ها، مقاومت ها. مبدل های حرارتی و کارخانه های سوزاندن زباله و … استفاده می شوند. شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم. :: برچسبها: میلگرد استیل 304 , لوله استیل 304 , ورق استیل 304 , قوطی استیل 304 , تسمه استیل 304 , نوشته شده در سه شنبه 4 مرداد 1401
استیل 321 – ورق استیل 321- میلگرد استیل 321 -لوله استیل 321-کاربردهای استیل 321 – تسمه استیل 321 – قوطی استیل – ویژگی های خاص فولاد ضد زنگ آستنیتیاستیل 321  ویژگی های خاص فولاد ضد زنگ آستنیتی آلیاژ 321 (UNS S32100) یک فولاد ضد زنگ آستنیتی تیتانیوم مورد تثبیت با مقاومت به خوردگی خوب است. پس از قرار گیری در معرض دما در محدوده بارندگی کروم کاربید. 800 – 1500 درجه فارنهایت (427 – 816 درجه سانتی گراد) مقاومت بسیار خوبی در برابر خوردگی بین دانه ای دارد. استیل 321 مقاومت به اکسیداسیون به 1500 درجه فارنهایت (816 درجه سانتی گراد) دارد. دارای ویژگی های خزش و پارگی استرس نسبت به آلیاژهای استیل 304 و 304L است. همچنین دارای چگالی کم دما است. آلیاژ (UNS S32109) 32H کربن بالاتر (0.10-0.04) نسخه آلیاژ است. این برای افزایش مقاومت خزش و برای افزایش مقاومت در دمای بالا توسعه یافت. بالاتر از 1000 درجه فارنهایت (537 درجه سانتی گراد). در بیشتر موارد، محتوای کربن plate باعث صدور گواهینامه دوگانه می شود. با استفاده از کار سرد، نمک 321 نمیتواند توسط عملیات حرارتی سخت شود. این می تواند توسط شیوه های ساخت استاندارد پردازش و جوش انجام شود. کاربردهای استیل 321
در تولید ورق های استیل از انواع مختلفی از گریدهای استنلس استیل استفاده می شود که کاربردهای آنها را تعیین می کند. برخی گریدها هستند که در صنعت کاربرد بیشتری دارند. و شما به عنوان یک صنعتگر برای انتخاب بهترین متریال و ورق استیل، باید از آن ها اطلاع داشته باشید. جوشکاری ورق استیل 321فولادهای زنگ نزن آستنیتی به عنوان فولاد زنگ نزن با قابلیت بالای جوشکاری مورد نظر قرار می گیرد. و می توان آنها را با تمام فرایندهای جوشکاری جوش داد. دو ملاحظه مهم در تولید اتصالات جوشکاری در فولادهای زنگ نزن آستنیتی عبارتند از: 1- حفظ مقاومت در برابر خوردگی 2- جلوگیری از ترک خوردگی حفظ سطح عنصر تیتانیوم در فولاد زنگ نزن 321 در هنگام جوشکاری بسیار مهم است.برای جلوگیری از دریافت کربن از روغن و سایر منابع و ازت از هوا باید مراقبت شود. روش های جوشکاری که شامل توجه به تمیزی و محافظت از گاز بی اثر خوب برای این گریدهای که پایدار است. و همچنین سایر آلیاژهای آستنیتی غیر تثبیت شده توصیه می شود. فلز که مورد جوشکاری است. با ساختار کاملا آستنیتی در هنگام عمل جوشکاری بیشتر در معرض ترک خوردگی است. به همین دلیل، استنلس استیل 321 برای تصفیه مجدد با مقدار کمی فریت که طراحی می شود. تا حساسیت به ترک خوردگی را به حداقل برساند. فولادهای زنگ نزن پایدار شده کلمبیوم بیشتر از فولادهای زنگ نزن پایدار شده تیتانیوم مستعد ترک خوردگی داغ هستند. فلزات پرکننده همسان برای چوشکاری فولاد زنگ نزن پایدار شده نوع 321 در دسترس هستند. آلیاژهای پایدار شده ممکن است به سایر فولادهای زنگ نزن یا فولادهای کربنی متصل شوند. شکل دهی ورق استیل 321این آلیاژ کاملاً در دمای پایین شکل پذیر است و به راحتی شکل می گیرد. برای شکل دهی گرم نیز دمای کاری 2100 – 2300 درجه فارنهایت (1149 – 1260 درجه سانتی گراد). برای فورج و سایر فرآیندهای گرم کاری توصیه می شود. همچنین توصیح شده این آلیاژ را در دمای زیر 1700 درجه فارنهایت (927 درجه سانتی گراد) شکل دهی نکنید. برای رسیدن به حداکثر مقاومت در برابر خوردگی، مواد باید آب آن را شسته یا کاملاً آنیل شوند. استاندارد ASTM A240 ASME SA 240 AMS 5510 استیل 321 مقاومت در برابر خوردگی آلیاژ 321
داده های ساخت استیل 321 آلیاژ 321 را می توان به راحتی جوش می دهندو با شیوه های ساخت استاندارد پردازش کرد. ماشینکاری میزان سخت شدن کار سرد 321 باعث می شود. ماشینکاری کمتر از فولاد ضد زنگ 410، اما مشابه 304. فولاد نسوز آستنیتیهنگامی که نیکل (بیش از 8%) به فولادهای کروم آهن اضافه شود، ساختار فولاد به ساختار آستنیتی، بدون تغییر تبدیل می شود. در این صورت فولاد دارای یک ساختار کریستالی مکعبی با وجوه پر می باشد. فولاد نسوز آلیاژی -فولادهای آستنیتی از استحکام، انعطاف پذیری و مقاومت به خزش بیشتری نسبت به فولادهای نسوز فریتی / مارتنزیتی برخوردارند. چقرمگی بالای این فولادها، باعث می شود در برابر نیروهای ضربه و تغییرات ناگهانی دما، حساس نباشند. در این فولادها، درشت شدن دانه در دمای بالا اتفاق نمی افتد. این فولادها، از استحکام دمایی و همچنین استحکام خزشی بالاتری نسبت به فولادهای فریتی برخوردار هستند. فولادهای آستنیتی، در دمای اتاق چقرم تر بوده و شکل پذیری خوبی دارند. به طور کلی ساخت این فولاد آسانتر بوده و به گازهای سولفور حساس هستند. ماشینکاری این فولادها، در مقایسه با فولادهای فریتی دشوارتر است و به دلیل داشتن آلیاژ بیشتر گران تر هستند. گریدهای فولاد نسوز آستنیتی
فولادهای نسوز آستنیتی : نسبت به فولادهای فریتی دارای درجه حرارت و استحکام خزشی بسیار بالاتری هستند.
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم. ارتباط با ما در شبکه های اجتماعی https://t.me/foolad_paytakht تلگرام https://www.instagram.com/folad_paytakht اینستاگرام https://www.instagram.com/foolad_paytakht.ir اینستاگرام :: برچسبها: استیل 321 - , استیل 321 , میلگرد استیل 321 , لوله استیل 321 , تسمه استیل 321 , قوطی استیل , , نوشته شده در یک شنبه 2 مرداد 1401
A387 – فولاد A387-صفحه ی فولادی CL2-صفحه فولادی CL1فولاد ضد زنگ – فولاد ضد خوردگی – فولاد حرارتی- ASTMASTM A387 CL1- صفحه فولاد CL2- ورق ASTM A387-ورق مخزنی – ورق مخازن تحت فشار- ورق ضد خوردگی ASTM A387 CL1، CL2 فولاد درجه یک نوع فولاد است که با ترکیب cr، Mo.، Cr-Mo میباشد. که عمدتا برای مخازن تحت فشار بالا و بالا استفاده میگردد. گرید فولاد A387 gr 12 CL1 / A387gr 12 CL2 مطابق با استاندارد ASTM ترکیبات شیمیایی. و خواص مکانیکی صفحات فولادی ASTM A387CL1 / A387CL2. فولاد A387 CL1، CL2 ورق فولاد آلیاژی کروم-مولیبدن را برای دیگهای جوش داده شده. و مخازن تحت فشار برای فعالیت هایی. با درجه حرارت بالا طراحی و تولید میشوند. این نوع از فولاد با گریدها و مشخصات و نمرات. 2، 12، 11، 22، 22L، 21، 21L، 5، 9 و 91 ساخته. و به بازار تقاضا در بخش صنعت عرضه میشود. این نوع فولاد با روش حرارت متناوب و باز پخت تولید میشود. این نوع فولاد A387 gr11 / 12 CL1 / 2 با آنالیز و انجام پروسه حرارت ایجاد میشود. و مطابق با الزامات و عناصر شیمیایی موجود آن با نام های کربن.، منگنز، فسفر، گوگرد، سیلیکون، کروم، مولیبدن، نیکل، وانادیوم.، کلومیمیم، بور، نیتروژن، آلومینیوم، تیتانیوم ، و زیرکونیوم نوع گرید آن مشخص میگردد. این نوع فلز برای ارزیابی نوع مقاوم آن تحت آزمایشات تنش قرار میگیرد . و همچنین با مقادیر مورد نیاز هر بخش از صنعت. میزان استحکام کششی و میزان مقاومت و ضخامت آن کنترل میگردد. ارزیابی ریز ساختار و خواص مکانیکی اتصال غیر همسان فولاد A387-gr.11 و A240-tp-.316اتصال غیر همسان فولادهای فریتی کم آلیاژ به فولادهای زنگ نزن آستنیتی.- در گذشته بصورت وسیعی در صنایع بکار گرفته شده است. دو فولاد زنگ نزن آستنیتی A240-tp.316 .و فولاد کم آلیاژ فریتی A387-gr.11 توسط جوشکاری قوسی تنگستن. تحت گاز محافظ با دو جریان ثابت و پالسی و با استفاده از دو نوع فلز. پرکننده ی Er309l و Ernic-3 بهم جوش داده شدند. پس از آزمونهای متالوگرافی آزمون تعیین ترکیب شیمیایی، ریز سختی سنجی، کشش و ضربه، مشخص گردید .که بطور کلی، نمونه های جوشکاری شده توسط جریان پالسی – بدلیل گرمای ورودی کمتر. و ایجاد اختلاط بیشتر در حوضچه ی جوش، ضمن کاهش وقوع پدیده های نا مطلوب متالوژیکی. مانند تشکیل منطقه ی کمبود از کربن، منطقه ی انتقالی و منطقه ی مخلوط نشده، بهبود. خصوصیت مکانیکی اتصال را در بر داشتند. نتایج نشان دادند که فلز پر کننده ی پایه نیکل، بدلیل محدود کردن نفوذ کربن.به درون حوضچه ی جوش و کاهش احتمال تشکیل منطقه ی. انتقالی نسبت به فلز پرکننده ی دیگر، مطلوب تر است. در گذشته اتصال دهی ناهمجنس فولادهای فریتی کم آلیاژ به فولادهای زنگ نزن آستنیتی بطور گسترده ایی در مولدهای بخار، مبدل های حرارتی و تجهیزات لوله کشی در نیروگاه ها، پالایشگاه ها و صنایع پتروشیمی بکار رفته است. بطور مثال : در نیروگاههای با سوخت فسیلی، لوله های مرحله ی پیشگرم دیگهای بخار از نوع و جنس فولادهای کم آلیاژ هستند. و لوله های بخش فوق گرمایش بدلیل دما و فشار کاری بسیار بالاتر، از نوع و جنس. فولاد زنگ نزن انتخاب میشوند. این انتخاب ، سبب صرفه جویی چشمگیر در هزینه ها خواهد شد. این اتصال به آسانی با اغلب روشهای مرسوم به خصوص جوشکاری قوسی تنگستن تحت گاز محافظ gtaw. و جوشکاری قوس الکترود روپوش دار smaw تولید شده است. مورد دیگر برای کاربرد این نوع اتصال، روکش کاری فولادهای کربنی یا کم آلیاژ. با فولادهای زنگ نزن آستنیتی یا آلیاژ پایه نیکل است. با این روش، میتوان مقاومت به خوردگی مخزن های از جنس فولاد کربنی. را با صرف کمترین هزینه تا مقدار قابل توجهی بهبود بخشید. فرآیند اتصال بین فولاد زنگ نزن آستنیتی و فولاد کم آلیاژ فریتی، چند پدیده ی متالوژیکی قابل توجه به همراه دارد. یکی از پدیده هایی که در هنگام جوشکاری، عملیات حرارتی پس از جوشکاری و در حین قرارگیری در شرایط کاری برای این نوع اتصال رخ میدهد، انتقال کربن از فولاد کم آلیاژ به سمت ناحیه ی جوش میباشد. این پدیده موجب ایجاد یک منطقه ی کمبود از کربن Carbon Depleted Zone,CDZ در ناحیه ی متأثر از حرارت در فولاد کم آلیاژ و در مجاورت مرز ذوب میشود. تحقیقات نشان داده اند که این منطقه ی کمبرد از کربن احتمالاً در معرض ترک خوردگی خزشی قرار خواهد گرفت. پروسه ی انتقال کربن، شامل انحلال کاربیدها در فولاد فریتی و نفوذ کربن بدرون حوضچه ی جوش میگردد. نیروی محرکه برای این پروسه، وجود شیب غلظتی کربن یا شیب اکتیویته ی کربن بین فولاد فریتی کم کروم و فلز جوش آستینی پر کروم است. در اتصال های جوش بین دو فولاد نا همسان آستینی – فریتی، وجود منطقه ی انتقالی یا اختلاط جزیی درون حوضچه ی جوش و در مجاورت فولاد فریتی گزارش شده است. در این منطقه، اختلاط بین فلز جوش و فلز پایه ناقص است. و ترکیت شیمیایی آن شیئ از ترکیب فلز پایه تا فلز جوش است. پهنای منطقه ی انتقالی مطابق با نتایج آزمونهای انجام گرفته، بین 20 الی 100 میکرون و تابع عواملی ماننند ترکیب شیمیایی و میزان حرارت ورودی است.مرزی که این منطقه را از حوضچه جدا میکند. با مرز ذوب موازی است. و بعنوان مرز نوع II شناخته میشود. شناخت این ناحیه، در جوشهای نا همسان فریت به آستنیت بسیار اهمیت دارد. زیرا طبق آنچه پیش تر گفته شد . این منطقه یکی از مناطقی است که در معرض وقوع آسیب های زیادی میباشد.  شرکت خشکه و فولاد پایتخت صنعتگران عزیز، افتخار داریم که سالها تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم. ارتباط با ما در شبکه های اجتماعی https://t.me/foolad_paytakht تلگرام https://www.instagram.com/folad_paytakht اینستاگرام
https://www.instagram.com/foolad_paytakht.ir اینستاگرام :: برچسبها: A387 , ورق A387 , فولاد A387 , فولاد ضد زنگ , فولاد زنگ نزن , فولاد حرارتی , فولاد ضد خوردگی , نوشته شده در پنج شنبه 30 تير 1401
بررسی تأثیر ارتعاشات فراصوت بر خواص مکانیکی ورق دو لایه فولاد کم کربن-تیتانیوم خاصل در فرآیند شکل دهی افزایشیبررسی تأثیر ارتعاشات فراصوت شکل دهی افزایشی ورق، یکی از فرایندهای تولید قطعات ورقی بدون استفاده از قالب است. که به منظور نمونه سازی سریع، کاهش زمان و هزینه های ساخت قطعات گسترش یافت. در این فرایند نیز همانند، دیگر فرآیندهای شکل دهی کاهش نیروی شکل دهی و بهبود خواص مکانیکی قطعه حاصل مدنظر می باشد. که برای این منظور روش های مختلفی گسترش یافت. یکی از این روش ها، استفاده از ارتعاشات فراصوت و اعمال آن بر روی فرآیند می باشد. در این مطالعه به منظور بهبود خواص مکانیکی قطعه تولیدی در فرآیند شکل دهی. نموی از اعمال ارتعاشات فراصوت بر روی ابزار استفاده گردید. هدف از انجام این مطالعه، بررسی تأثیر ارتعاشات فراصوت بر خواص مکانیکی قطعات تولیدی در فرآیند شکل دهی نموی است. برای این منظور تجهیزات مناسب برای انجام این فرایند طراحی و تولید شد. و آزمون های سختی و کشش بر روی نمونه های تولیدی انجام پذیرفت. نتایج مورد حاصل نشان داد که تحت تأثیر ارتعاشات فراصوت، سختی 50 درصد و استحکام کششی 30 درصد افزایش یافت. مطالعات ریزساختاری بر روی نمونه ها نشان داد که به دلیل افزایش دمای نمونه ها. در نتیجه تبدیل ارتعاشات فراصوت به گرما فرآیند تبلور مجدد پیوسته در ساختار میکروسکوپی نمونه ها به وقوع پیوسته است. که این فرآیند منجر به ریز شدن دانه ها و در نتیجه بهبود خواص مکانیکی گردید. پیشگفتارشکل دهی افزایشی ورق (ISF) یکی از فرآیندهای تولید قطعات فلزی ورقی بدون استفاده از قالب است. در این فرایند، یک ورق فلزی با استفاده از یک قید و بند در طول محیط آن محدود میشود. و به طور مداوم با یک ابزار فلزی با یک سر نیم کروی تغییر شکل داده می شود. در واقع در این فرآیند یک ابزار سر کروی در طول یک مسیر از پیش تعیین میشود . و بر روی سطح ورق حرکت کرده تا شکل مورد نظر به دست آید. مسیر حرکت ابزار با استفاده از روش های طراحی و ساخت به کمک کامپیوتر (CAD-CAM) طراحی میشود و توسط دستگاه فرز CNC کنترل می شود. این فرآیند در مقایسه با دیگر فرآیندهای شکل دهی ورق فلزی مانند کشش عمیق و مهر زنی دارای مزایای بیشتری است. عدم نیاز به تجهیزات پیچیده، هزینه های پایین تر، شکل پذیری بهتر. انعطاف پذیری بیش تر و توانایی نمونه سازی سریع، از مزایای عمده این فرآیند است. که می تواند محققان را جذب کند. شکل (1) جزئیات فرآیند ISF را نشان می دهد. در چند دهه اخیر تحقیقات گسترده ای در مورد این فرایند و بهبود آن انجام گردید. یکی از روش های مورد استفاده جهت بهبود فرآیندهای شکل دهی. استفاده از ارتعاشات فراصوت و اعمال آن بر روی ابزار و یا قطعه می باشد. که منجر به کاهش نیروی شکل دهی بو بهبود خواص مکانیکی قطعه کار می گردد. هدف از انجام این مطالعه، بررسی تأثیر ارتعاشات فراصوت. بر خواص مکانیکی ورق دو لایه جوش انفجاری شده فولاد کم کربن – تیتانیوم خالص در فرآیند شکل دهی افزایشی می باشد. تاریخچه استفاده از ارتعاشات فراصوت در فرآیندهای شکل دهی فلزات به دهه 50 میلادی باز می گردد. در این دهه نخست دو محقق به نام های بآلاهاه و لانجینکر کاهش تنش سیلان. تحت تأثیر ارتعاشات فراصوت را با انجام تست کشش بر روی تک کریستال های آلومینیوم و فولاد زنگ نزن مشاهده نمودند. نتایج این محققان نشان داد که کاهش تنش تحت تأثیر ارتعاشات فراصوت مستقل از فرکانس ارتعاشات است. اما وابسته به دامنه ارتعاشات می باشد. این فرآیند به عنوان اثر بآلاها، اثرات حجمی و نیز اثر آکوستو پلاستیک شناخته شده است. این اثر به صورت کاهش در تنش سیلان در حین تغییر شکل پلاستیک. در یک نرخ کرنش ثابت و یا افزایش در نرخ کرنش در طول تغییر شکل پلاستیک. تحت یک تنش ثابت توصیف می گردد. در سال 1957 دو محقق به نام های نویل و بروتزن در هنگام کشش یک سیم از جنس فولاد کم کربن. تحت تأثیر اعمال ارتعاشات فراصوت اثر مشابهی را مشاهده نمودند. در سال 1966 آیزومی و همکاران یک سری آزمایش برای مشاهده اثر ارتعاشات فراصوت بر روی رفتار تغییر شکل فشاری فلزات انجام دادند. نتایج نشان داد که تحریک ارتعاشات فراصوت بر روی ماده، باعث کاهش تنش سیلان فشاری و سختی ماده می شود. در سالهای اخیر مؤثر بودن ارتعاشات فراصوت در کاهش تنش سیلان. و بهبود خواص مکانیکی ماده توسط محققان دیگر. در فرآیندهای شکل دهی دیگری همچون کشش سیم، اکستروژن، خمکاری، سنگ زنی، ماشینکاری و سوراخکاری مورد بررسی و تحقیق قرار گرفت. علاوه بر کاهش در تنش سیلان، محققان مذکور آثار مثبت دیگری همچون کاهش در میزان زبری سطح. کاهش در اندازه دانه ها و افزایش سختی پس از اعمال ارتعاش را مشاهده نمودند. تسوجینو و همکاران گزارش دادند که ابزار قالب مرتعش در عملیات خمکاری، باعث کاهش میزان برگشت فنری. افزایش زاویه خم و بهبود در کیفیت سطح خمکاری می شود. سوها و همکاران از ارتعاشات فراصوت جهت افزایش سختی و استحکام خستگی انواع چاقو استفاده نمودند. 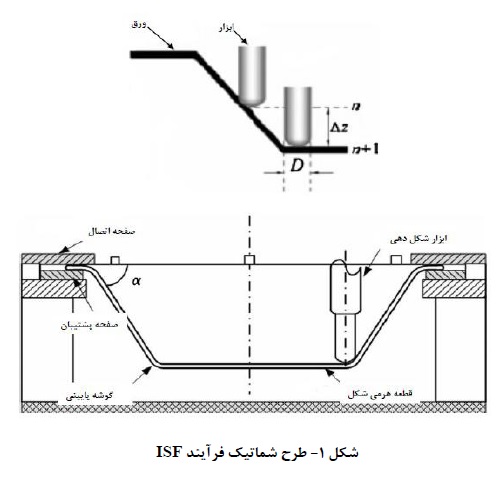 در این تحقیق که از روش آهنگری برای ساخت چاقو استفاده گردید. مشاهده شد که استفاده از ارتعاشات فراصوت، باعث کاهش اندازه دانه و افزایش سختی میشود و تنش های پسماند سطحی نیز کاهش یافت. در این مطالعه پیشنهاد شد که از ارتعاشات فراصوت به طور مؤثری می توان برای بهبود خواص مکانیکی در فرآیندهای شکل دهی استفاده نمود. سی یو و همکاران ساختار نمونه های آلومینیومی که تحت تأثیر آزمون فشاری به کمک ارتعاشات فراصوت قرار گرفتند را مورد بررسی قرار دادند. مشاهدات حاکی از آن بود، نمونه هایی که تحت تأثیر ارتعاشات فراصوت تغییر شکل پلاستیک یافتند. را پس از فرآیند تغییر شکل دارای مقدار زیادی مرزدانه های فرعی در ساختار میکروسکوپی بودند که این خود دلالت بر آن است. که ارتعاشات فراصوت، باعث افزایش در تحرک نابجایی ها می گردد. چانگ چنگ هانگ و همکاران به منظور بررسی مکانیزم های اصلی کاهش نیروی شکل دهی تحت تأثیر ارتعاشات فراصوت. آزمایشات پرچ کاری به کمک ارتعاشات فراصوت را بر روی آلومینیوم6061 انجام دادند. یافته های این تحقیق دلالت بر این موضوع بود که تحت شرایط اعمال ارتعاشات فراصوت. دمای نمونه ها افزایش می یابد و در نتیجه نیروهای شکل دهی کاهش و سطح نمونه ها در حین فرآیند پرچ کاری نرمتر می گردد. تجزیه و تحلیل های مربوط به بررسی های ریزساختاری و آزمون های ریز سختی نشان داد. که جذب انرژی مربوط به نابجایی ها در حین فرآیند مذکور رخ داده است. که این عامل به کاهش نیروی شکل دهی منجر شده است. این تحقیق نتیجه گیری می کند. که مکانیزم های افزایش دما و جذب انرژی نابجایی ها به عنوان دو عامل تأثیر گذار بر خواص مواد. کاهش نیروهای شکل دهی را منجر میشود در سال 2007. چانگ مین سو و همکاران تأثیر ارتعاشات فراصوت بر خواص مکانیکی حاصل از فورج سرد یک فولاد ابزار را بررسی نمودند. در این تحقیق یک فرکانس 20 کیلو هرتز از طریق نوک ابزار. مرتعش همراه با اعمال نیروی ثابت 100 نیوتن بر روی سطح نمونه فولادی اعمال گردید. در این فرآیند به دلیل اعمال چند ده هزار بار ضربه متناوب ابزار. بر روی لایه های سطحی نمونه فولادی، تغییر شکل پلاستیک شدیدی بر روی سطح اتفاق افتاد. که حاصل آن ایجاد یک ساختار نانو در لایه های سطحی بود. در سال 2008، وانگ تینگ و همکاران تأثیر ارتعاشات فراصوت را بر روی فرآیند نورد سطحی یک فولاد آلیاژی پر کروم بررسی نمودند. در این فرآیند با کمک گرفتن از ارتعاشات فراصوت و اعمال آن بر روی نورد سطحی. تغییر شکل پلاستیک سطحی شدید بر روی لایه های سطحی فلز اتفاق افتاد. مشاهدات ریزساختاری بر روی لایه های سطحی، ایجاد لایه نانوساختار با اندازه دانه 3 تا 7 نانومتر را بر روی سطح نشان داد. همچنین آزمون های مکانیکی مورد انجام نشان داد. که سختی سطحی تا 52 درصد افزایش یافته و تنش فشاری باقیمانده بر روی سطح نیز به 864 – مگا پاسکال رسیده است. امینی و همکاران فرآیند شکل دهی افزایشی به کمک ارتعاشات فراصوت ورق آلومینیوم 1050 را به صورت عددی و تجربی مورد مطالعه قرار دادند. در مطالعه مذکور فرآیند شکل دهی افزایشی با و بدون ارتعاشات فراصوت با یکدیگر مقایسه گردید. نتایج به دست آمده نشان داد. که اعمال ارتعاشات فراصوت، باعث افزایش شکل پذیری و کاهش پارامترهایی همچون نیروی لازم برای شکل دهی، زبری سطح و برگشت فنری می شود. احمدی و همکاران تأثیر اندازه دانه بر نرم شدن ماده تحت تأثیر ارتعاشات فراصوت را بررسی نمودند. هدف از انجام این تحقیق، بررسی عامل اصلی اثرات حچمی ناشی از اعمال ارتعاشات فراصوت بر رفتار تغییرشکل پلاستیکی نمونه های آلومینیوم خالص بود. باقرزاده و همکاران اثر اعمال ارتعاشات فراصوت بر خواص مکانیکی. و ریزساختار آلیاژ آلومینیوم خالص در فرآیند اکستروژن د کانال های زاویه دار همسان را مورد بررسی قرار دادند. نتایج مورد حاصل نشان داد که در اثر اعمال ارتعاشات فراصوت با دامنه ارتعاش 15 میکرومتر. 22 درصد سختی بالاتر، 10 درصد مقاومت فشاری بالاتر و همچنین 30 درصد نیروی شکل دهی پایین تر نسبت به روش متداول حاصل میشود. رسولی و همکاران اثر ارتعاشات فراصوت بر سختی و ریزساختار لوله های بدون درز. از جنس آلیاژ آلومینیوم 2024 را در فرآیند شکل دهی چرخشی بررسی نمودند. نتایج بررسی های ریزساختاری و آزمون میکروسختی نشان داد. که در حضور ارتعاشات فراصوت تشکل رسوب کاهش یافت. و همچنین شکل و توزیع رسوب در ریزساختار، خصوصاً در نزدیکی سطح بیرونی قطعه تا عمق 2 میلیمتر نیز تغییر می یابد. علاوه بر این، با استفاده از ارتعاشات فراصوت، علاوه بر سختی و عمق لایه های سخت شده. یکنواختی بیشتری در توزیع سختی در امتداد ضخامت حاصل شد. سان و همکاران فرآیند نورد سطحی به کمک ارتعاشات فراصوت را بررسی نمودند. این روش، یک روش مؤثر برای بهبود کیفیت سطح مواد، از قبیل کیفیت سطح نهایی، ریزساختار و وضعیت تنش است. نتایج نشان داد که صافی و پیوستگی سطح توسط فرآیند مذکور بهبود می یابد. و بهترین کیفیت با سرعت تغذیه 0/1 میلیمتر بر متر حاصل می یابد. تحت شرایط مطلوب آزمایشی، زبری سطح به 0/059 میکرومتر کاهش یافت. و تنش های باقیمانده فشاری سطحی محوری و مماسی به ترتیب به 130/6- و 330/8- مگاپاسکال و مقدار میکروسختی آن نیز 41/3% افزایش یافت. برای توضیح اثر ارتعاشات فراصوت بر رفتار تغییر شکل. و خواص مکانیکی نمونه های فلزی تعدادی از محققین مکانیزم های مختلفی را به صورت ذیل پیشنهاد نمودند. ایجاد حرارت در اثر تبدیل کار مکانیکی به گرما، بارگذاری متناوب که به عنوان اصل جمع شوندگی تنش شناخته شده است. تولید نابجائی ها متحرک در طول اعمال تنش و تغییر شکل های در مقیاس میکرونی در قطعه کار. در سالهای اخیر استفاده از ورق های دو لایه در کاربردهای صنعتی افزایش یافت. همچنین اثرات عملیات ثانویه بر ورق های جوش انفجاری، از موضوعات جذاب تحقیقات سالیان اخیر بوده است. مطالعه اثرات عملیات حرارتی بر خواص مکانیکی و متالورژیکی ورق های جوش انفجاری است. بررسی اثرات نورد بر ورق های جوش انفجاری است. اثرات فرآیند تغییر شکل پلاستیک شدید نورد در کانال های زاویه دار همسان و همچنین شکل دهی افزایشی در ورق های جوش انفجاری است. و تعدادی از مطالعات سالیان اخیر بر روی ورق های جوش انفجاری است می باشند. یکی از این ورق ها، ورق دو لایه جوش انفجاری است که فولاد کم کربن تیتانیوم خالص است. که در آن لایه ای نازک از تیتانیوم خالص با مقاومت خوردگی بالا بر روی لایه ای ضخیم تر از فولاد با استحکام. و شکل پذیری بالا و قیمت پایین به روش جوش انفجاری اتصال می یابد. در واقع در این ورق دو لایه، استحکام و شکل پذیری بالا و قیمت پایین به روش جوش انفجاری اتصال می یابد. و در واقع در این ورق دو لایه، استحکام و شکل پذیری. بالا و قیمت پایین فولاد کم کربن همراه با مقاومت به خوردگی بالا و قیمت پایین فولاد کم کربن همراه. با مقاومت به خوردگی بالای تیتانیوم خالص ترکیب بهینه ای را جهت استفاده. در کاربردهایی همچون مخازن نفت و گازف صنایع شیمیایی و مبدل های حرارتی ایجاد می نماید. در این مطالعه قصد بر آن است تا اثرات ارتعاشات فراصوت. بر بهبود خواص مکانیکی ورق دو لایه مذکور در فرآیند شکل دهی افزایشی بررسی شود. تا از نتایج آن بتوان در کاربردهای صنعتی استفاده نمود. طراحی و ساخت ابزار ارتعاشی در این تحقیق لازم است تا به منظور انجام فرآیند شکل دهی نموی. و انتقال ارتعاش یک ابزار با سر نیمه کروی طراحی و تولید شود. توسعه و کاربرد روش های فراصوت با توان بالا در فرآیندهای شکل دهی نیازمند استفاده از ابزاری است. که بطور دقیق براساس اصول انتشار امواج فراصوت طراحی و تولید گردند. در این حالت این امکان فراهم می شود. تا بتوان بطور صحیحی انرژی ارتعاشی را توسط مبدل جریان الکتریکی به ابزار و سطح قطعه کار منتقل نمود. در واقع مبدل جریان الکتریکی، جریان الکتریکی حاصل از ژنراتور را به ارتعاشات طولی تبدیل می نمایند. بطور معمول مبدل های جریان الکتریکی با توان بالا از یک پیزوالکتریک و یک تقویت کننده امواج صوتی متشکل اند. که معمولاً به شکل های مخروطی، نمایی، سهمی، هذلولی و یا پله ای تقسیم بندی می شوند. وظیفه این تقویت کننده ها، افزایش دامنه ارتعاش ایجادی توسط مبدل برای اثرگذاری بیشتر می باشد. به منظور طراحی این تقویت کننده ها که ابزار ارتعاشی نیز معروف هستند. ار تئوری مورد ارائه توسط هایسل و همکاران استفاده می گردد. در این تئوری برای بدست آوری فرکانس تشدید، طول ابزار ارتعاشی به صورت مضربی از نصف طول موج در نظر می گیرند. و بنابراین کوچکترین واحد برای طول ابزار، ابزار با حالت ارتعاشی طولی λ/2 معروف است. براساس این تئوری، طول ابزار ارتعاشی به صورت ذیل بدست می آید.  در روابط Cl سرعت موچ طولی در ابزار، f فرکانس تشدید، E مدول الاستیسیته و P دانسیته ابزار می باشد. مطابق با روابط مذکور برای محاسبه طول ابزار مرتعش لازم است. تا خواص فیزیکی ماده مورد استفاده در ساخت ابزار ارتعاشی مشخص باشد. در انتخاب مواد ابزار ارتعاشی خواص همچون صلبیت، مقاومت خستگی بالا. مقاومت در دمای بالا، قابلیت ماشینکاری و اتلاف آکوستیکی پایین می بایست در نظر گیری شوند. با در نظر گیری خواص مذکور، فولاد مقاوم به حرارت از نوع H13 به عنوان ماده مورد استفاده در ساخت ابزار انتخاب گردید. در رابطه (1)، F فرکانس طبیعی ابزار بوده که می بایست برای حصول به شرایط تشدید با فرکانس ژنراتور KHZ 20 مطابقت داشته باشد. با توجه به روابط (1) و (2) و فرکانس ژنراتور، طول ابزار برابر با 130mm حاصل شد. همچنین به منظور مونتاژ ابزار مرتعش بر روی نگهدارنده ابزار لازم است. تا قطر پایه ابزار با قطر نگهدارنده ابزار برابر باشد (D=31mm)، این موضوع باعث می شود. تا انرژی ارتعاشی بطور مؤثر و بدون کم ترین اتلافی به ابزار انتقال یابد. همچنین شعاع سر نیمه کروی ابزار بطور رایج برابر با 10mm انتخاب شد. پارامتر دیگری که در طراحی ابزار ارتعاشی می بایست در نظر گیری شود. شکل خارجی ابزار می باشد. در این مطالعه یک طرج پله ای برای شکل خارجی ابزار مد نظر قرار گرفت. برای حصول به حالت تشدید لازم است تا ابعاد پله ها با دیگر ابعاد ابزار ارتعاشی مطابقت داشته باشد. برای این منظور ابتدا یک طرح اولیه برای ابزار ارتعاشی ارائه شد. سپس طرح مذکور در نرم افزار اجزاء محدود آباکوس مدل شد. و برای پیدا کردن فرکانس تشدید، تجزیه و تحلیل رفتار دینامیکی بر روی مدل انجام پذیرفت. چون ارتعاشات به وسیله مبدل جریان الکتریکی طولی اعمال می شد. ابزار ارتعاشی در فرکانس عملکردی می بایست طوری مورد تنظیم واقع شود تا در حالت ارتعاش طولی قرار گیرد. بر این اساس با تغییر در ابعاد پله و پس از چند سعی و خطا در انجام شبیه سازی. فرکانس 20/395kHz با حالت ارتعاش طولی مطابق با شکل (2) برای ابزار ارتعاشی حاصل شد. براساس ابعاد نهایی دریافتی حاصل از شبیه سازی و به منظور دستیابی به بیشترین راندمان ارتعاش. ساخت ابزار با بالاترین کیفیت سطح انجام شد. ابعاد نهایی ابزار ارتعاشی، مدل سه بعدی مش بندی شده و نمونه ساخته شده آن در شکل (3) نمایان و مشخص است. به منظور تعیین فرکانس تشدید ابزار به صورت آزمایشگاهی، ابزار ارتعاشی تولیدی بر روی مبدل جریان الکتریکی مونتاژ شد. و توسط ژنراتور مورد آزمایش قرار گرفت. پس از اعمال ارتعاش توسط مبدل جریان الکتریکی و تنظیم ژنراتور در محدوده فرکانس حاصله از شبیه سازی. فرکانس تشدید معادل 20/45KHz در شرایط آزمایشگاهی برای ابزار ارتعاشی حاصل شد. که تطابق خوبی با نتایج حاصل از آنالیز رفتار دینامیکی ابزار نشان داد. تجهیزات آزمایشگاهیدر این مطالعه آزمایشات توسط یک ماشین فرز CNC ساخته شده توسط ماشین سازی تبریز انجام شد. مطابق با شکل (4) تجهیزات آزمایشگاهی مورد استفاده در این مطالعه از دو قسمت تشکیل شده است. قسمت اول شامل تجهیزات مربوط به سیستم تولید و انتقال ارتعاشات فراصوت می باشد. در این سیستم یک ژنراتور فراصوت با فرکانس 20KHz و توان 2KW جریان برق شهر با فرکانس 50-60HZ. را به جریان با فرکانس بالا 20KHz تبدیل می نماید. برای تبدیل توان الکتریکی به ارتعاشات مکانیکی با حالت ارتعاش طولی از مبدل جریان الکتریکی طولی استفاده گردید. ارتعاش ایجاد شده، به نگهدارنده ابزار منتقل شده و توسط ابزار ارتعاشی متصل به آن تقویت می گردد. مطابق با شکل، مجموعه مبدل جریان الکتریکی، نگهدارنده ابزار و ابزار ارتعاشی توسط یک قید و بند مناسب. و با توجه به محور اسپیندل دستگاه بر روی دستگاه CNC نصب شد. قسمت دوم از تجهیزات آزمایشگاهی، مربوط به فرآیند شکل دهی افزایشی ورق می باشد. مطابق با شکل قید و بند مربوط به این فرآیند شامل یک صفحه اتصال، یک صفحه پشتیبان و یک تکیه گاه می باشد. ورق بین دو صفحه مذکور قرار گرفته و توسط هشت پیچ بر روی تکیه گاه نصب می گردد. از یک نیرو سنج مدل Kistler 9257B برای اندازه گیری نیرو استفاده شد. این نیرو سنج توسط دو عدد روند و در یک موقعیت مناسب بر روی میز دستگاه CNC نصب گردید. سپس مجموعه قید و بند مربوط به شکل دهی نموی مطابق با شکل (4) توسط شش پیچ بر روی آن بسته شد. روش انجام فرآیندبرای بررسی اثر ارتعاشات فراصوت بر فرآیند شکل دهی افزایشی، آزمایشات عملی با و بدون ارتعاشات فراصوت انجام پذیرفت. بدین منظور هرم ناقص به عنوان شکل نمونه های آزمایشی انتخاب گردید. که پارامترهای آن در شکل (5) نمایان و مشخص است. برای ایجاد این شکل، مطابق با رابطه (3). ابزار از یک گوشه واقع بر روی ورق مربعی شکل به طول 200mm شروع به حرکت کرده. و به ازای هر میزان پیشروی عمودی3 (ΔZ). یک طول جدید را طی کرده تا کل شکل هرم حاصل شود.  در رابطه (3)، Li+1 طول جدید طی شده، Li طول طی شده قبلی. ΔZ میزان پیشروی ابزار به سمت پایین به ازای یک دور کامل ابزار و α شیب دیواره هرم می باشد. براساس شکل هندسی هرم ناقص، یک برنامه G-Code نوشته و توسط کابل RS-232 به دستگاه CNC فرستاده شد. در شکل (6) شکل گیری نمونه های هرمی در طول فرآیند نشان داده شده است. در حین انجام فرآیند تحت تأثیر اعمال ارتعاشات فراصوت دمای ابزار افزایش یافت. که با استفاده از تجهیزات مادون قرمز، دمای 250 درجه سانتی گراد بر روی ابزار در حین فرآیند ثبت شد. 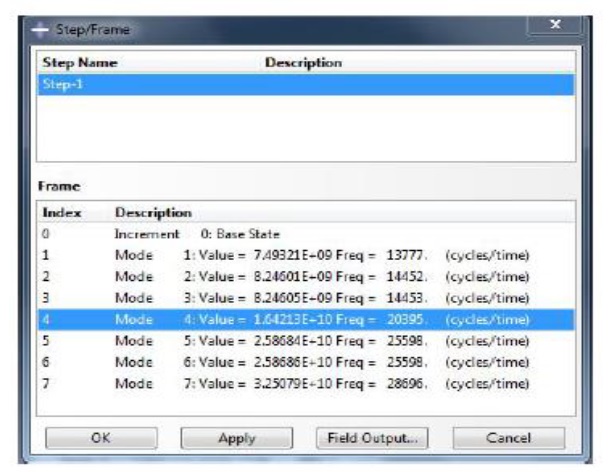 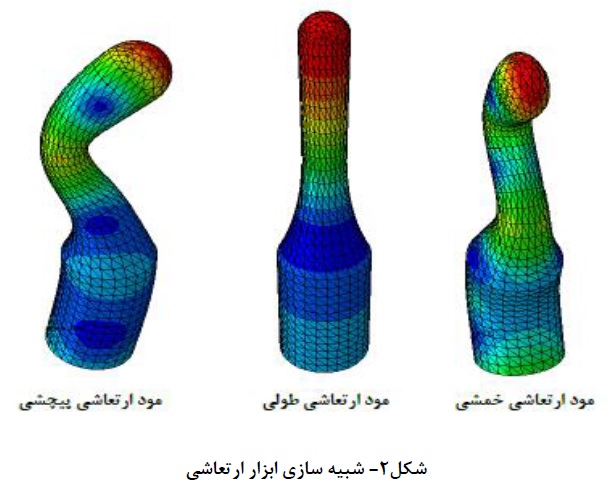 آزمون های مکانیکیبرای بررسی اثر ارتعاشات فراصوت بر خواص مکانیکی نمونه های تولیدی، آزمون های میکرو سختی و کشش بر روی نمونه ها انجام شد. در این راستا نمونه های آزمون کشش از داخل دیواره عمودی نمونه های هرمی توسط دستگاه برش سیم برداشته شد. آزمون کشش تک محوری در دمای محیط با استفاده از دستگاه آزمون کشش سنتام مدل STM-150. مطابق با استاندارد 1/5JIS-5 و با سرعت کشش 2 میلیمتر بر دقیقه انجام شد. اندازه گیری تغییر طول نمونه های کششی (ΔL) و نیرو توسط کشش سنج و نیروسنج در محدوده 5000 نیوتن انجام پذیرفت. در شکل (7)، نمونه آزمون کشش در حال انجام آزمون و ابعاد آن نشان داده شده است. 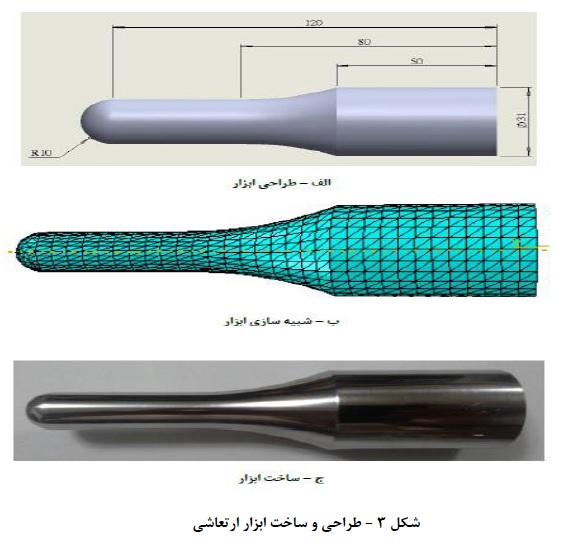  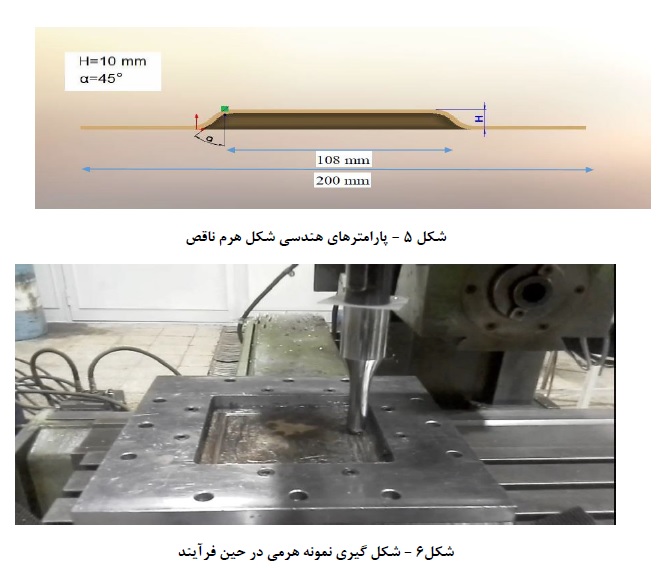 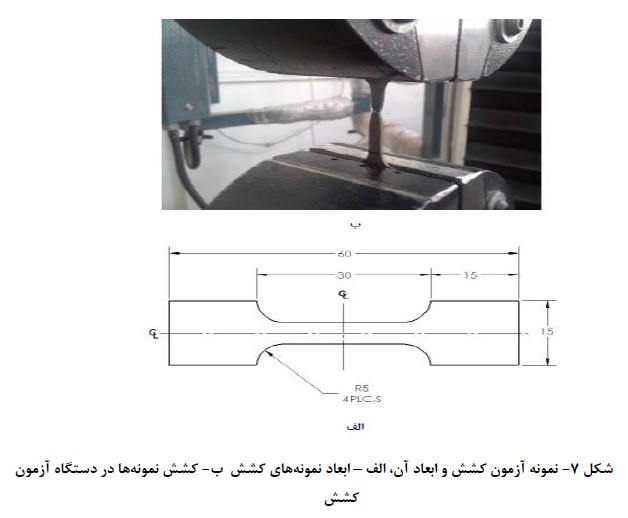 بررسی های ریزساختاریبه منظور بررسی اختلاف خواص مکانیکی بین دو حالت با و بدون اعمال ارتعاشات فراصوت تغییرات ریزساختاری. در نمونه های تغییرشکل یافت و در دو حالت مورد بررسی قرار گرفت. برای این منظور، نمونه ها از دیوار داخلی هر قطعه هرمی، جایی که تغییر شکل اتفاق افتاد. با استفاده از دستگاه برش سیم برداشته و سپس برای عملیات متالوگرافی مهیا شد. پس از قرار دادن نمونه ها در یک قالب مشخصی از رزین، برای رسیدن. به یک سطح صاف و براق، نمونه ها تحت عملیات صیقل کاری مکانیکی قرار گرفتند. سپس عملیات حکاکی شیمیایی با استفاده از محلول شیمیایی نایتینول برای لایه فولادی انجام شد. و در نهایت سطح نمونه ها در زیر میکروسکوپ نوری مورد مشاهده و ارزیابی قرار گرفت. در این راستا، اندازه متوسط دانه ها با استفاده از نرم افزار پردازش تصاویر ریزساختاری MIP 4 اندازه گیری شد. نتایج و بحثتغییرات ریزساختاری در این بخش تغییرات ریزساختاری ناشی از اعمال ارتعاشات فراصوت. بر روی نمونه ها به عنوان عاملی برای بهبود در خواص مکانیکی مورد بررسی قرار گرفت. با توجه به آن که اعمال ارتعاش، باعث افزایش دمای نمونه ها تا 250 درجه سانتی گراد شده است. می توان، تغییر شکل را به صورت گرم در نظر گرفت. شکل (8) ساختار میکروسکوپی نمونه های تغییر شکل یافته با و بدون ارتعاشات فراصوت را نشان می دهد. این تصاویر ریزساختاری مربوط به لایه فولادی است. که در تماس با ابزار شکل دهی قرار داشته است. بررسی تأثیر ارتعاشات فراصوت مقایسه ساختارها در دو حالت نشان میدهد. که تحت شرایط بدون ارتعاش، دانه ها هم محور بوده و در مورد نمونه های با ارتعاش. بعضی از دانه ها به شکل هم محور بوده. و در بعضی از دانه ها در امتداد مرزدانه ها، دانه هایی با اندازه کوچک گسترش می یابد. با افزایش در ΔL و f دانه ها رشته ای شده. و حجم جزیی دانه های ریز هم محور واقع در امتداد مرزدانه ها افزایش می یابد. مکانیزم حاکم بر این فرآیند خرد شدن دانه هایی اولیه فریت. و تقسیم شدن آن به دانه های کوچک تر در اثر شکل گیری مرزهای با زاویه کم می باشد. ساختار میکروسکوپی حاصل ناهمگن بوده که از دانه های درشت تغییر شکل می یابد. و تعدادی دانه های ریز هم محور متشکل است. تغییرات ریزساختاری ایجادی بر وقوع پدیده تبلور مجدد مداوم (CDRX) دلالت می نماید. تبلور مجدد مداوم (CDRX)، پدیده ای است که با افزایش در مقدار کرنش. زاویه انحراف در امتداد مرزدانه های فرعی بطور مداوم افزایش می یابد. به گونه ای که در اثر این تغییرات، مرزهای فرعی به مرزهای با زاویه زیاد تغییر می یابند. به گونه ای که دانه های فریت به دانه های کوچک تر تقسیم می شوند. که این موضوع تحت تأثیر نرخ کرنش های بالا شدت می یابد. در واقع این فرآیند یک فرآیند بهبود در اندازه دانه ها به صورت دینامیکی است. پارامترهایی که این پدیده را تسریع می نمایند عبارتند از. بالا بودن انرژی نقص انباشتگی در اتم ها، پایین بودن مقادیر اتم های حلال، کرنش های بزرگ و بالا بودن دمای تغییر شکل. در واقع اگر دمای تغییر شکل در محدوده کم تر از نصف دمای ذوب ماده باشد. (T< Tm) و ماده دارای مقدار بالایی از انرژی نقص انباشتگی در اتم ها باشد. (CDRX) مکانیزم حاکم بر نرم شوندگی ماده در شرایط کار گرم خواهد بود. تحقیقات انجامی، نمایان و مشخص است. که در ساختار فریت و تیتانیوم خالص به علت بالا بودن انرژی نقص انباشتگی در اتم ها. CDRX به عنوان مکانیزم حاکم در نرم شوندگی دینامیکی می باشد. در این تحقیق به دلیل بالا بودن دمای تغییر شکل. و بالا بودن SFE هر دو جزء از ورق دو لایه می توان پدیده CDRX. را به عنوان مکانیزم حاکم بر نرم شدن ماده تحت تأثیر ارتعاشات فراصوت در نظر گرفت. اندازه دانه های لایه فولاد که با ابزار در تماس می باشد. با استفاده از روش های پردازش تصویر در تمامی حالت های آزمون ها به دست آمد. که نتایج در شکل (9) نمایان و مشخص است. 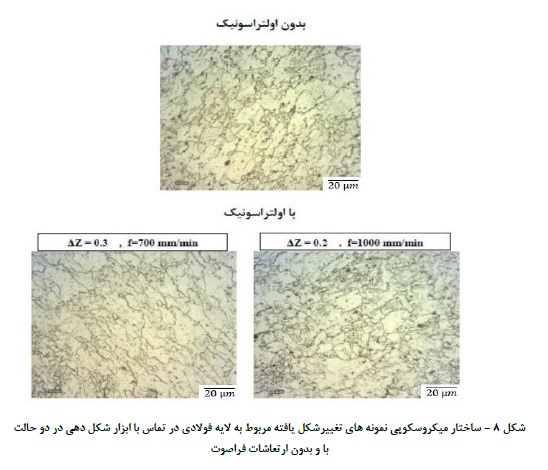 همانگونه که از تصاویر مشاهده می شود. تحت شرایط اعمال ارتعاشات فراصوت اندازه دانه های لایه فولاد کاهش می یابد. و بیشترین کاهش نیز مربوط به شرایط سرعت پیشروی افقی 1000mm/min و میزان پیشروی عمودی 0/2 میلیمتر تحت شرایط اعمال ارتعاشات فراصوت می باشد. تأثیر ارتعاشات فراصوت بر خواص مکانیکیشکل (10) نمودار استحکام کششی و شکل (11) نمودار سختی نمونه های با و بدون ارتعاشات فراصوت را نشان می دهند. همانگونه که از شکل های مذکور مشخص و معلوم است. با اعمال ارتعاشات فراصوت بر روی نمونه ها هر دو پارامتر سختی و استحکام کششی افزایش می یابد. بررسی تأثیر ارتعاشات فراصوت بطوری که مطابق با شکل های مذکور، سختی تا 50 درصد و استحکام کششی تا 30 درصد تحت تأثیر ارتعاشات فراصوت افزایش می یابد. دلیل این موضوع را همان گونه که در بررسی های ساختار میکروسکوپی ذکر گردید. می توان به ریز شدن دانه ها در اثر پدیده تبلور مجدد دینامیکی (CDRX) نسبت داد. برای توصیف اثر دما و نرخ تغییر شکل بر روی اندازه دانه های تبلور مجدد می یابد. از پارامتر زنر -هولمان (Z) مطابق با رابطه (4) استفاده می گردد.  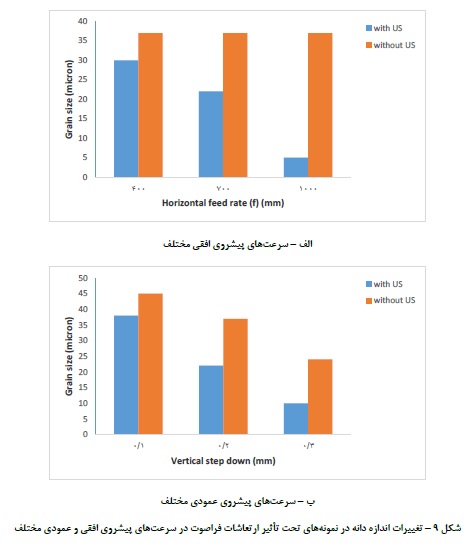 در این رابطه ϵ نرخ کنرش، Q انرژی فعال سازی برای تغییر شکل. R ثابت گازها و T دمای تغییر شکل در واحد کلوین می باشد. این رابطه برای توصیف اثر دما و نرخ تغییر شکل بر روی رفتار تغییر شکل فلزات مورد کاربرد است. و بطور غیر مستقیم با اندازه دانه های تبلور مجدد می یابد و رابطه معکوس دارد. به این صورت که با افزایش نرخ کرنش، زمان لازم برای رشد دانه ها کاهش می یابد. و تبع آن سرعت رشد دانه ها کاهش می یابد. و بنابراین از درشت شدن دانه ها ممانعت میشود. شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.ارتباط با ما: ارتباط با ما در شبکه های اجتماعی https://t.me/foolad_paytakht تلگرام https://www.instagram.com/folad_paytakht اینستاگرام https://www.instagram.com/foolad_paytakht.ir اینستاگرام :: برچسبها: بررسی تأثیر ارتعاشات فراصوت بر خواص مکانیکی ورق دو لایه فولاد کم کربن , نوشته شده در پنج شنبه 30 تير 1401
فولاد 3265 نیز یکی دیگر از انواع فولاد ابزارهای تندبر (High -speed steel) معروف به فولاد خشکه هوایی می باشد که با نام اختصاری Hss نیز شناخته می شود. میلگرد 1.3265 دارای عناصر تنگستن و وانادیوم قابل ملاحظه ای می باشدفولاد 3265  و سختی بالایی دارد. برای آنیل کاری، ابتدا میلگرد 3265 را 800 تا 830 درجه سانتی گراد حرارت می دهند و سپس به آرامی در کوره خنک می کنند. به این ترتیب حداکثر سختی 300 برینل تولید خواهد شد. بطورکلی وجه تمایز فولادهای تندبر، در تحمل دمای بالا بدون تغییر فرمی می باشد. خواص فیزیکی
جهت تنش زدایی خشکه هوایی 3265، باید آن را 600 – 650 درجه سانتی گراد حرارت داد و به مدت یک ساعت در حرارت نگهداشت. سپس در هوای آزاد خنک شود. این فرآیند برای کاهش اعوجاج در طول عملیات حرارتی می باشد. بازپخت فولاد 3265 دمای بازپخت آلیاژ تندبر 1.3265 : 550 – 590 درجه سانتی گراد می باشد. فرجینگ فولاد 2365 دمای فرجینگ (آهنگری): 900-1150 درجه سانتی گراد کاربرد آلیاژ 3265فولادهای تندبر 1.3265 عموماً بعنوان:
مورد استفاده قرار می گیرند. و همچنین در ساخت : ابزارهای براده برداری با سختی، در حالت سرخی جهت فولادهای آستنیتی سخت در سرعت های بالا و بار زیاد :: برچسبها: فولاد 3265 , میلگرد 3265 , تسمه 3265 , فولاد ابزار 3265 , فولاد خشکه هوایی , فولاد تندبر 3265 , نوشته شده در یک شنبه 26 تير 1401
لوله لنس چیست ? همانگونه که اطلاع دارید لوله فولادی از اجزای بسیار مهم در ساخت پروژه های عمرانی بزرگ و کوچک می باشد. که انواع مختلفی داشته و از هر نوع لوله نسبت به نوع ترکیبات سازنده آن و هدف پروژه. برای انتقال مواد مختلف مانند سیالات گازی استفاده می شود. یکی از انواع لوله ها که کاربردهای وسیعی دارد. لوله لنس می باشد. طراحان باید قبل از طراحی، لوله های مختلف با کاربردهای متفاوت آنها را بشناسند. و با توجه به کاربرد پروژه بهترین نوع آن ها را انتخاب کنند. لوله لنس چیست؟لوله ای است که از جنس تیوپ فولادی ساخته می شود. و مهمترین کاربرد آن برای انتقال گاز و پودرهای مختلف مذاب می باشد. اکثر گازها حتی آرگون، اکسیژن و نیتروژن را می توان از لوله لنس به مقصد مورد نظر انتقال داد یا اصطلاحاً تزریق کرد. از طرفی از لوله لنس برای تمیز کردن و شست و شوی مخازن بزرگ. پاتیل های تولیدی، نازل ها و سیستم های اسلاید گیت هم استفاده می شود. نوع ویژه لوله لنس که باز هم عوام آن را تنها به نام لوله لنس می شناسند، لوله لنس اکسیژن است. ورق فولادی که برای ساخت لوله لنس استفاده می شود شامل ترکیباتی نظیر 10% کربن، 30% گوگرد و 1.4% فسفر می باشد. علت این نوع ترکیب جلوگیری از آسیب رسیدن به مواد مذاب عبوری از لوله لنس است. همچنین این نوع ترکیب باعث استحکام و چقرمگی بالاتری در ورق فولاد برای ساخت لوله می شود. نسبت به نوع کاربرد، لوله های لنس در ابعاد و شکل های مختلف استفاده می شوند. بنابراین قیمت آنها بر حسب متراژ مورد نیاز و نوع کاربری کاملاً متفاوت است. از طرفی هرچه لایه های لوله لنس بیشتر باشد. قیمت بالاتری خواهد داشت. مثلاً لوله لنس کالرایز 5 لایه است. و ترکیبات ویژه ای دارد. قیمت خیلی بالاتری نسبت به لنس معمولی یک لایه دارد. بنابراین قیمت تمام شده لوله لنس مصرفی در هر پروژه براساس کاربرد آن متفاوت است. تولید لوله لنس اکسیژناین لوله ها در ابعاد مختلفی ساخته و تولید می شوند. که علاوه بر دمیدن اکسیژن داخل مواد با آن کربن، دولومیت یا افزودنی های دیگر را نیز به داخل کوره قوس تزریق کرد. در کارخانه های تولید فولاد به طور گسترده از لوله های لنس استفاده می شود. که انواع مختلفی هم دارند. اما مهمترین نوع آن در فولادسازی لوله لنس کالرایز است. این لوله ها از پنج لایه تولید می شوند. که به ترتیب شامل یک لایه اصلی فولادی، دو لایه کالرایز و 2 لایه پوشش مخصوص هستند. که این پوشش ها از جنس نسوز تولید می شوند. تا استحکام کافی برای نزدیک شدن به کوره را داشته باشند. انواع لوله لنس موجود در بازاراین لوله ها نسبت به نوع کاربرد و حداکثر دبی جریان سیال عبوری در اندازه ها و سایزهای مختلفی تولید می شوند. همچنین با توجه به کاربرد آنها مثل شستشوی مجرای نازل تاندیش، مجرای درونی و برشکاری و یا جهت تزریق اکسیژن. به داخل مواد مذاب در متراژهای مختلفی عرضه می گردد. دو نوع از مهمترین و کاربردی ترین لوله های لنس عبارتند از:
برای اینکه در کارخانه های تولیدی بتوانند ناخالصی های مواد مذاب. به خصوص کربن را از مواد مذاب جدا کنند باید به یک روشی مقدار مشخصه اکسیژن به داخل آن تزریق کنند. این کار باعث می شود وقتی مواد مذاب وارد سرباره شدند. به راحتی قابل جداسازی باشند. معمولاً برای این کار از لول های لنس دمش اکسیژن استفاده می کنند. تفاوت لوله های لنس کالرایز با لنس معمولیتفاوت اصلی این نوع لوله ها در تعداد و جنس لایه های آنها می باشد. به هر حال فضای کاری کارخانه های فولاد شرایط سختی است. که در نزدیکی کوره دما بسیار بالا است. بنابراین باید از تجهیزاتی استفاده شود که نسبت به این شرایط مقاوم باشند. لایه های موجود در لوله های لنس کالرایز عمر آنها را 3 تا 10 برابر از نوع معمولی این نوع لوله ها بیشتر می کند. پوشش های مخصوص کالرایز از روکش های سرامیکی CCCP هستند که از جنس استنلس استیل در سطح خارجی می باشند. سطح بیرونی این پوشش ها در برابر حمله دمایی سرباره بسیار مقاوم بوده و برای صنایع فولاد مناسب است. سایر مشخصات این نوع لولهمقاومت بالا: همانطور که بیان شد به جهت 4 لایه اضافی در نوع لوله کالرایز، این لوله در برابر حرارت بالا بسیار مقاوم است. و علاوه بر این، جنس آن ضد اکسیداسیون می باشد. در نتیجه طول عمر مفید آن بالاتر و از نظر هزینه کاملاً مقرون به صرفه است. کیفیت بالای کالرایز: یبه دلیل حساسیت شرایطی که قرار است این نوع لوله در آن احداث شوند. باید کیفیت بالایی دارا باشند. و به همین خاطر در هر مرحله لوله ها به طور دقیق از نظر کیفی کنترل می شوند. کاهش هزینه های انرژی برای ذوب مواد: بطور معمول ذوب مواد در کارخانه های فولادی انرژی زیادی لازم دارد. و همین امر هزینه تولید را افزایش می دهد. خوشبختانه استفاده از لوله های کالرایز به دلیل توانایی دمش اکسیژن و کربن در کنار مقاوت بالا و جداره های نسوزی که دارد. به طور قابل توجهی هزینه های تولید را کاهش می دهد. در واقع عمر مفید لوله های لنس برای تولید، 6 الی 6 برابر بیشتر از سایر روش ها می باشد. کاربردهای تخصصی لوله لنس کالرایز در دمای بالاتزریق کربن و پودرهای دیگر در کوره های الکتریکی و پاتیل ها در کارخانه های مس و فولاد تزریق آرگون به پاتیل های دارای مواد مذاب همچنین تزریق آرگون با اکسیژن در AOD گاز زدایی آلومینیوم مذاب با تزریق ماده ای به نام فلکس که به ذوب مواد کمک می کند. باز کردن نازل هایی که در تاندیش با پاتیل قرار دارند. باز کردن انسداد احتمالی در مسیر مواد مذاب در کوره های بلند همچنین بازکردن انسداد احتمالی مسیر سرباره چسبیده به شکاف انواع مختلف پاتیل ها و کانورتورها کمک به انجام بهتر فرآیندهای DH،RH،KR با افزایش دمای مورد نیاز مزایای استفاده از لوله لنس دمش اکسیژن در صنایع فولادسازیهمانطور که ملاحظه کردید از این نوع لوله ها بیشتر در صنایع مس و فولاد مورد استفاده قرار می گیرد. در واقع استفاده از این لوله ها در صنایع فولاد مزایای فراوانی دارد که عبارتند از: ایجاد واکنش گرمازای شدید و افزایش گرما در کوره ها تا زمان مشخص که سرباره بتواند جدا شود. سرعت بخشیدن به مرحله ترکیب و یکنواخت کردن مواد افزایش مرغوبیت فولاد تولیدی افزایش سریع دما تا حد مورد نظر شارژ راحت تر کوره با مواد اولیه افزایش ظرفیت تولید کوره های برقی به جهت افزایش سرعت انجام کار از بین بردن ترکیبات نیتروژن و هیدروژن با ترکیبات غیر فلزی با روش اکسیداسیون توانایی بازیابی عنصر کروم از فولادهای ضایعاتی نتیجه : لوله های لنس نوعی لوله خاص برای انتقال سیالات بخصوص سیالات گازی در شرایط ویژه هستند. که در شکل ها و سایزهای مختلف نسبت به نوع کاربرد آنها تولید می شوند. و مزایای فراوانی نسبت به موارد مشابه خود دارند. مهمترین کاربرد این لوله ها همان انتقال اکسیژن و مواد دیگر و شستشوی نازل ها می باشد. شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم. ارتباط با ما در شبکه های اجتماعی https://t.me/foolad_paytakht تلگرام https://www.instagram.com/folad_paytakht اینستاگرام https://www.instagram.com/foolad_paytakht.ir اینستاگرام :: برچسبها: لوله لنس , لوله لنس چیست؟ , کاربرد لوله لنس , |
|
 نویسندگان
 آرشیو مطالب
 مطالب تصادفی
 مطالب پربازدید
 تبادل لینک هوشمند
 دیگر موارد
|
|

















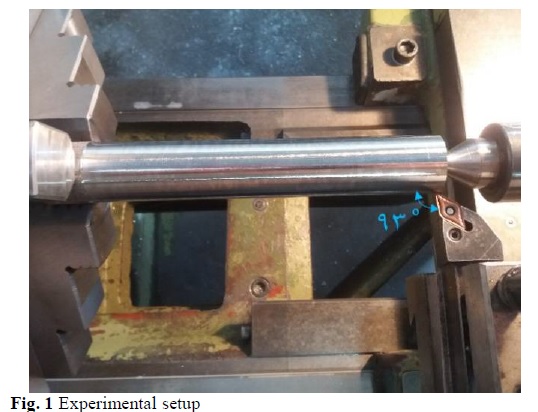
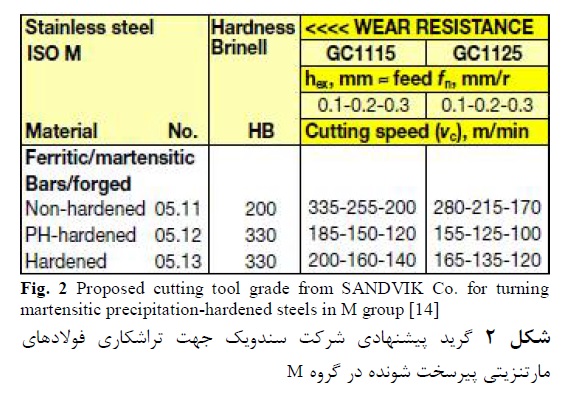
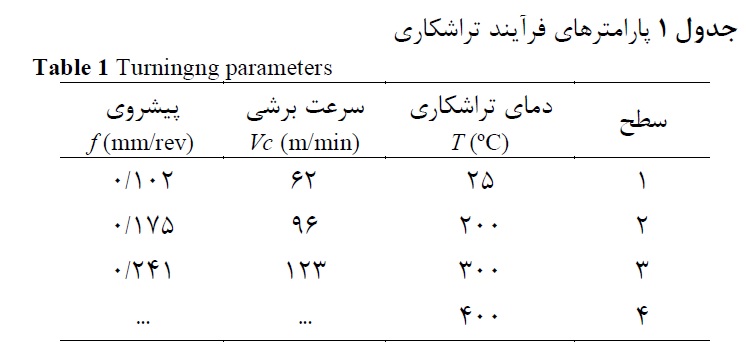
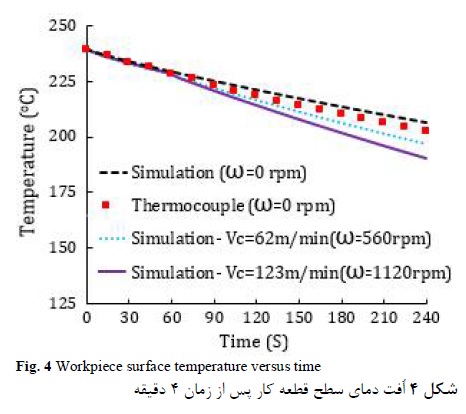
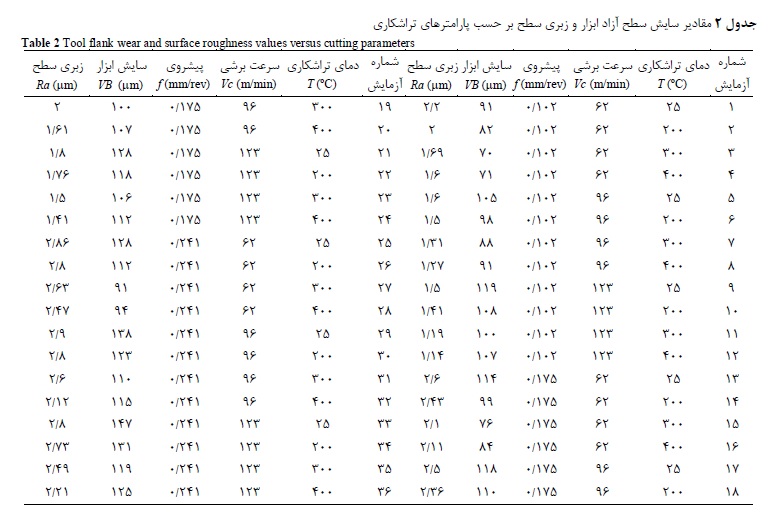
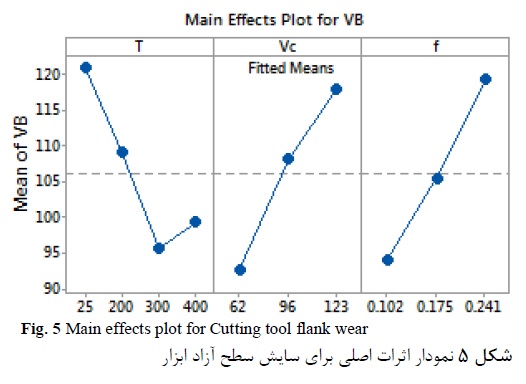
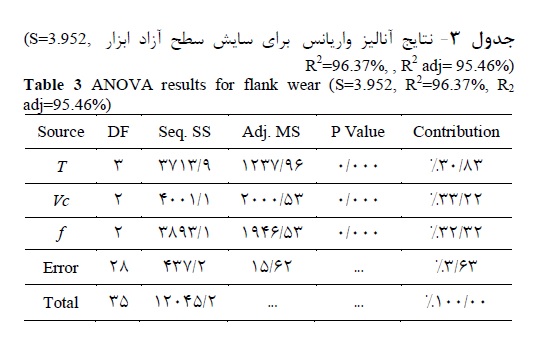
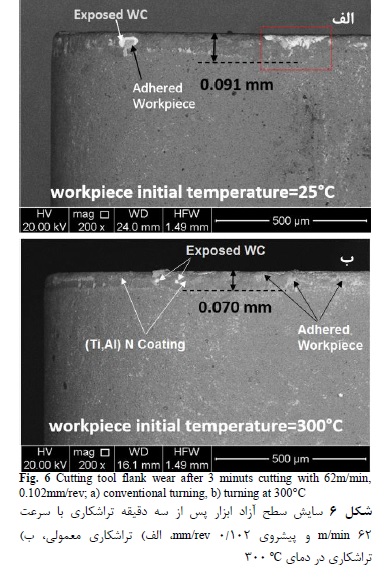
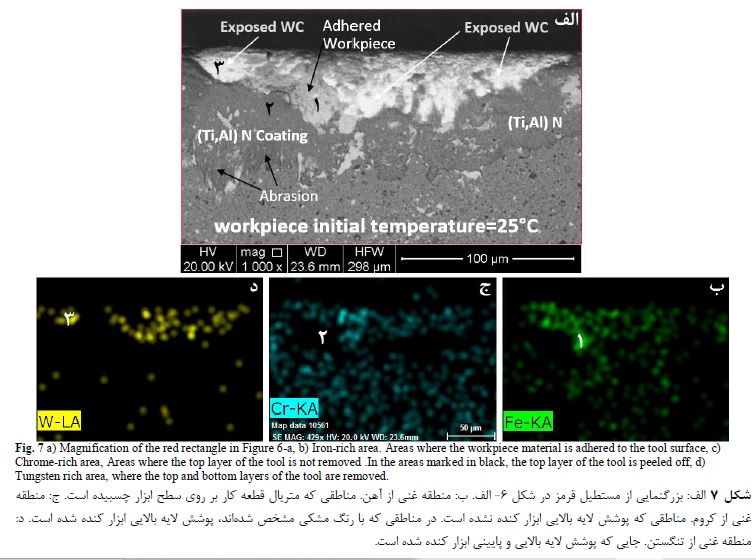
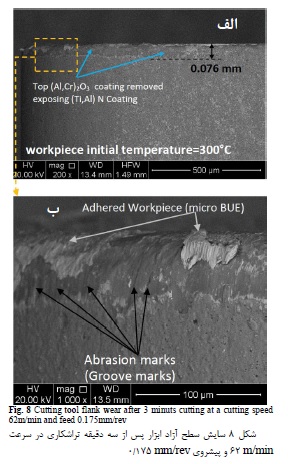
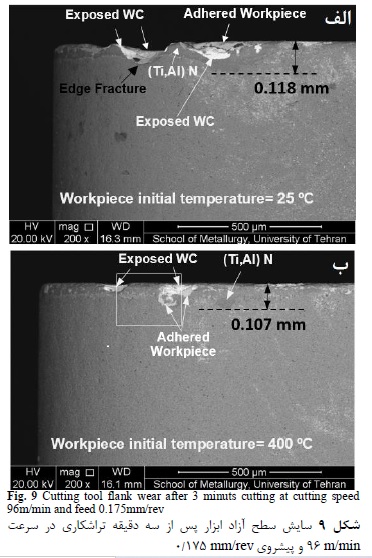
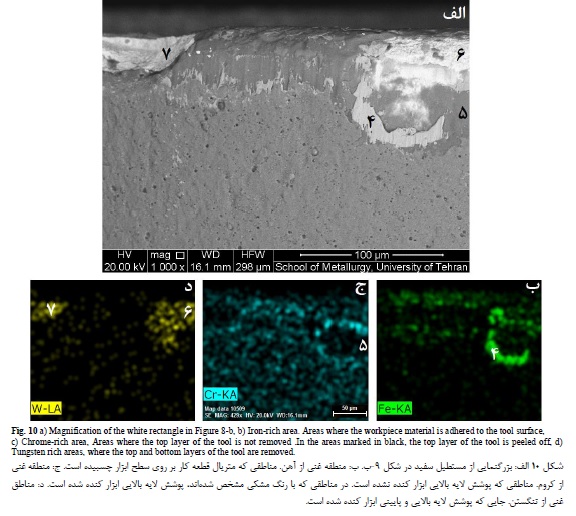
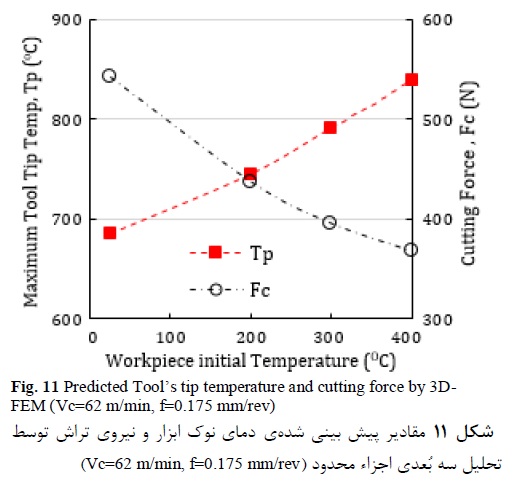
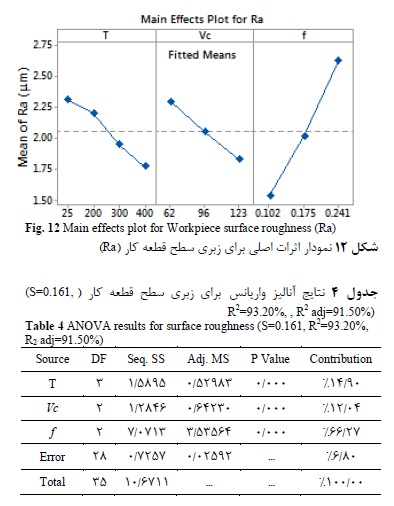
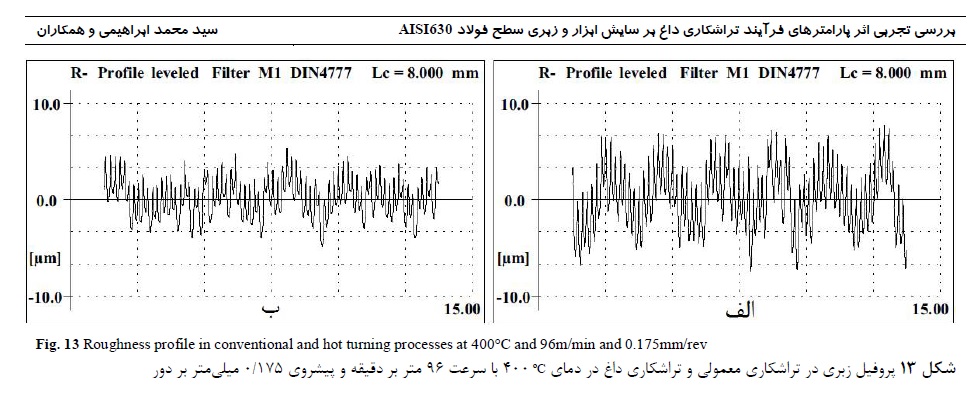
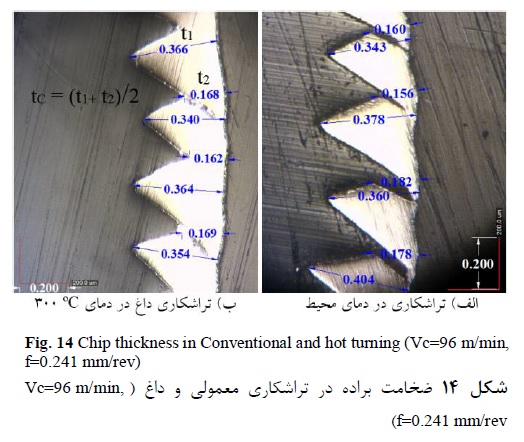
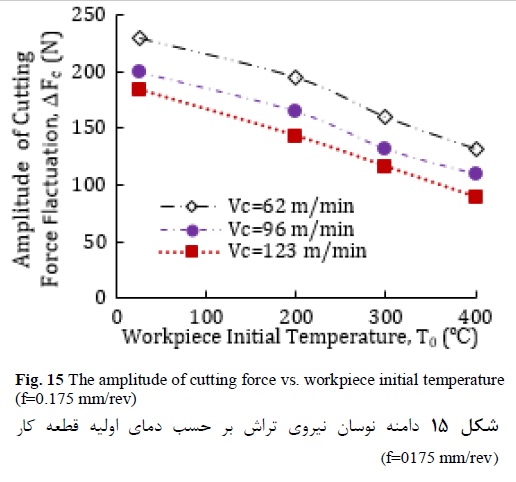
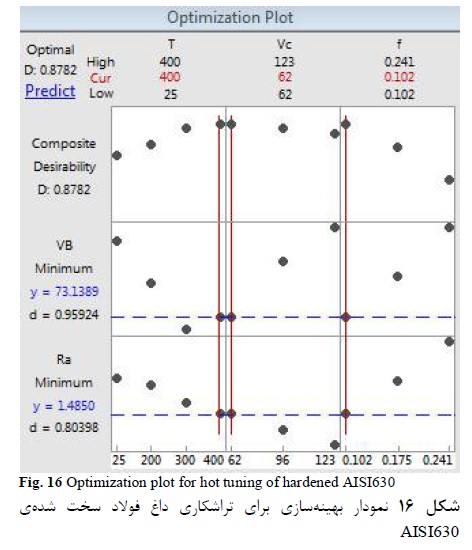


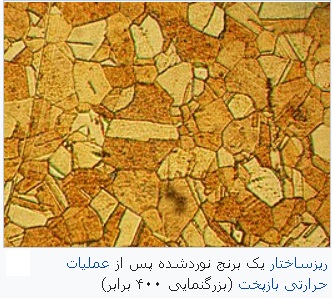


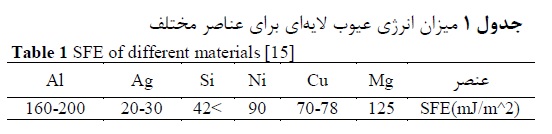
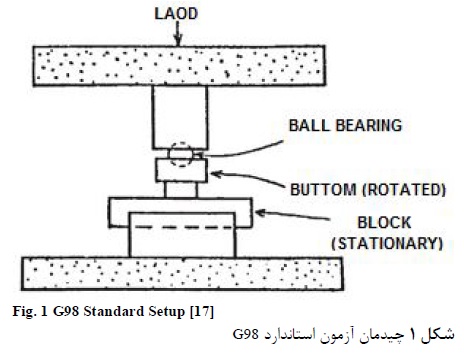
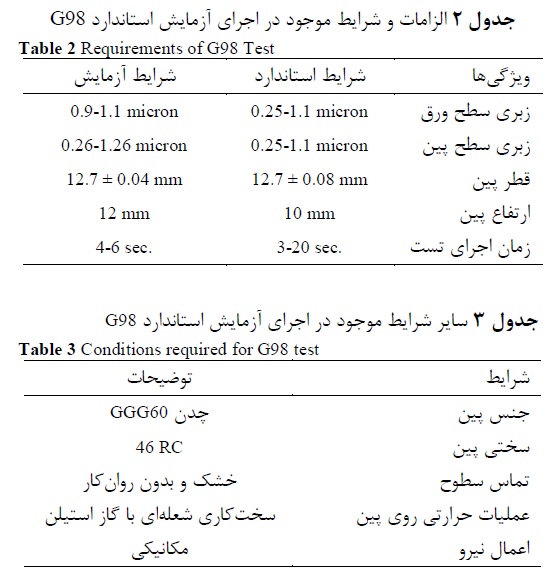
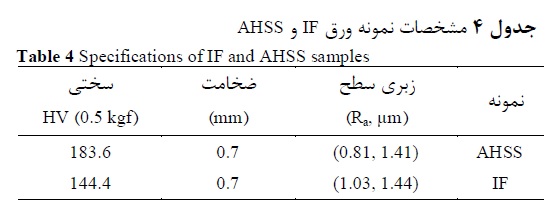
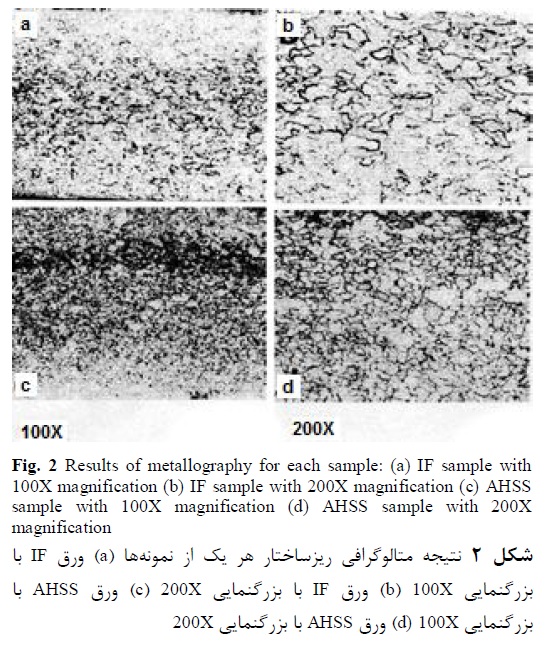
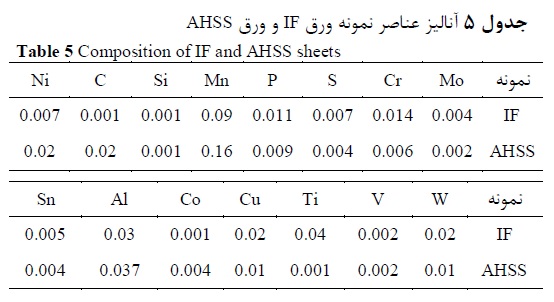
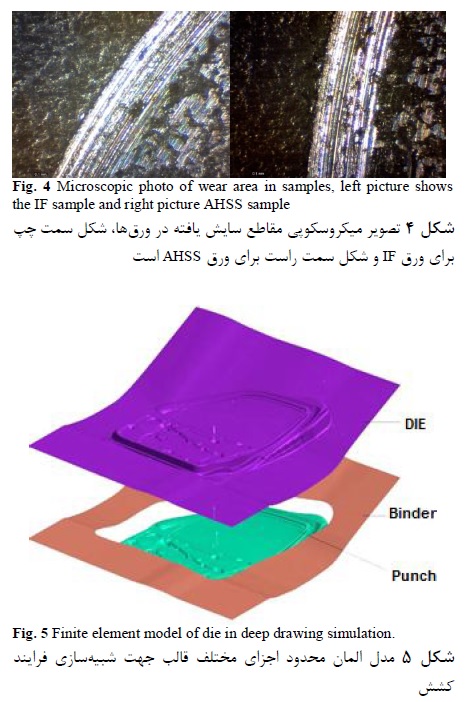
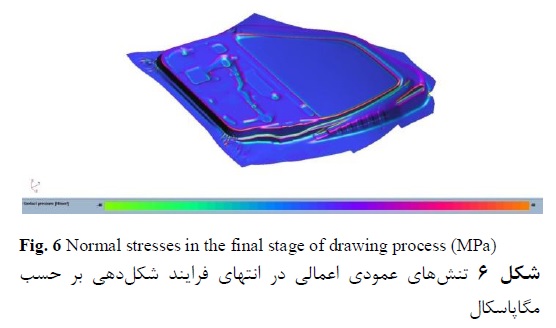



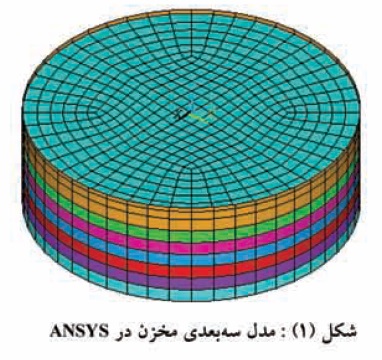
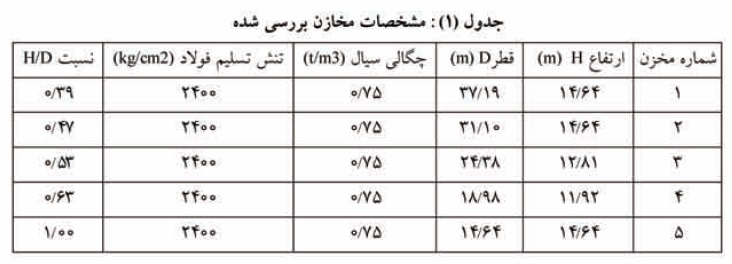
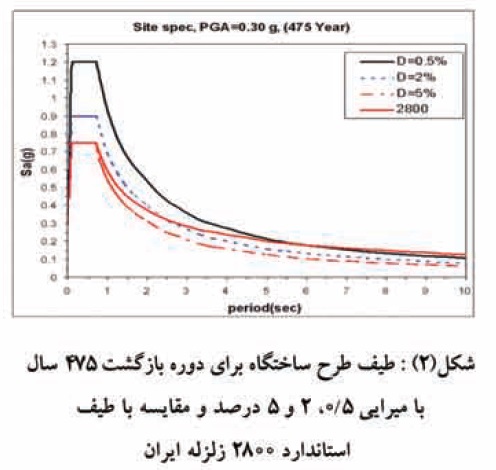

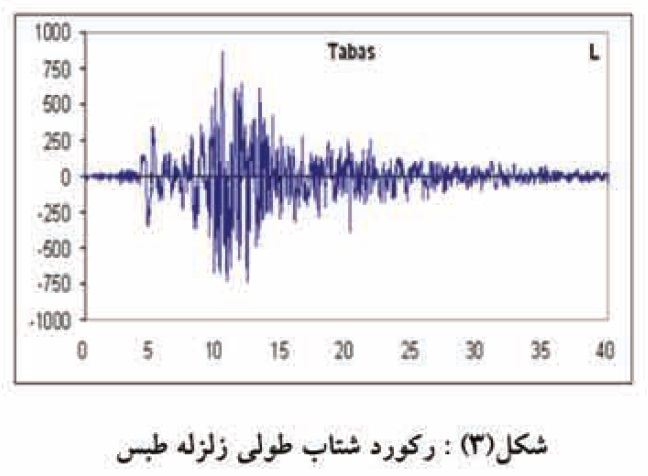
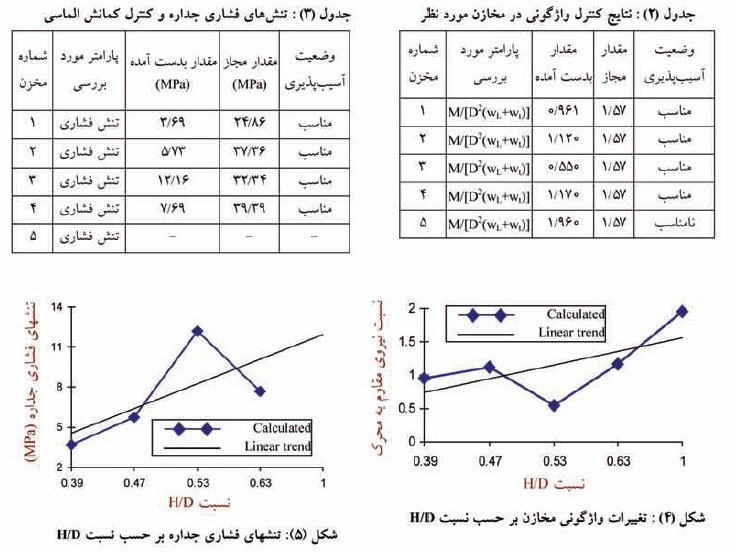
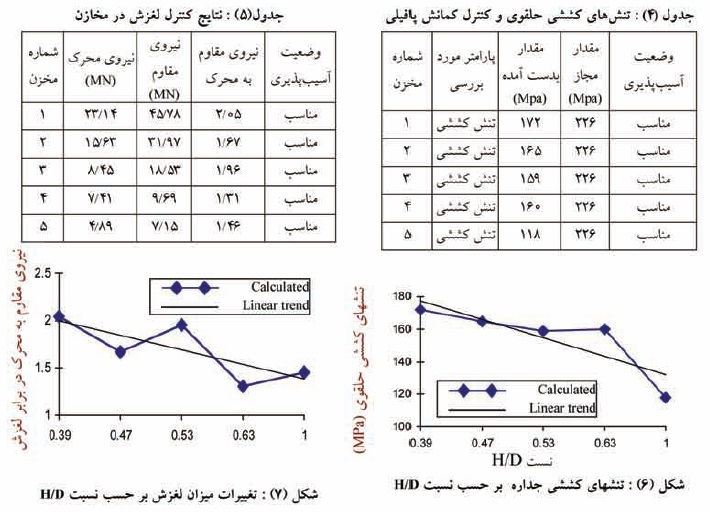
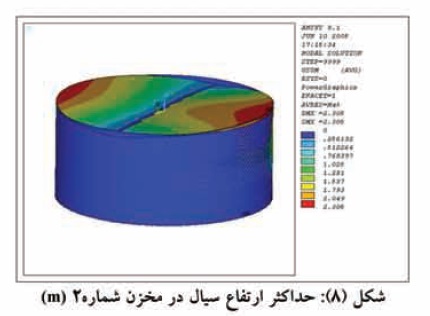
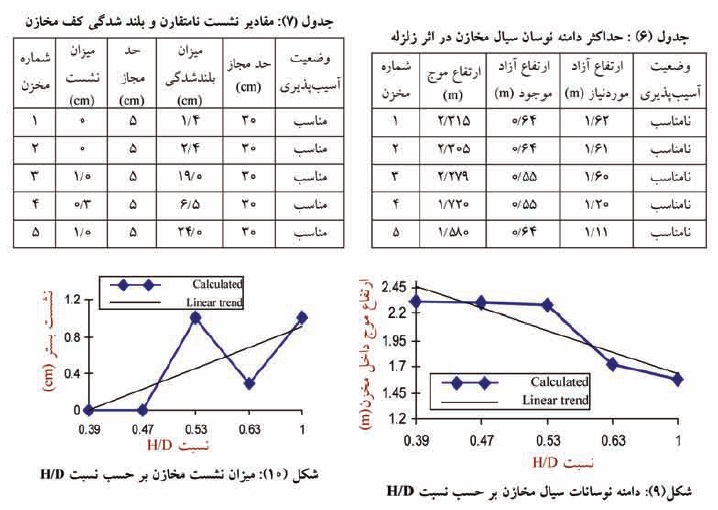
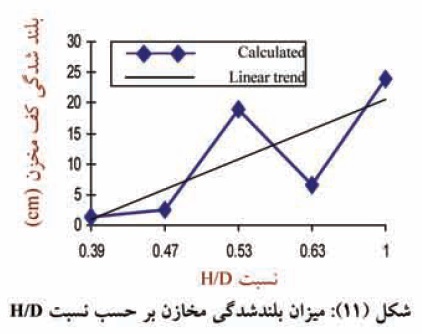



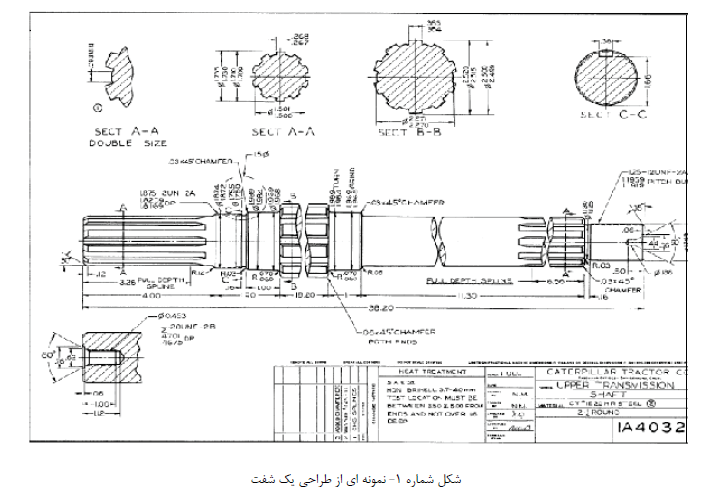
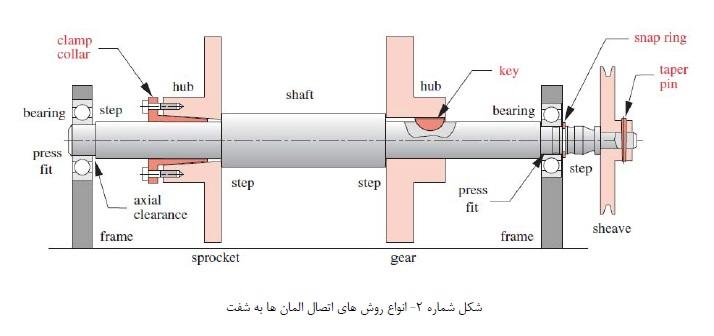
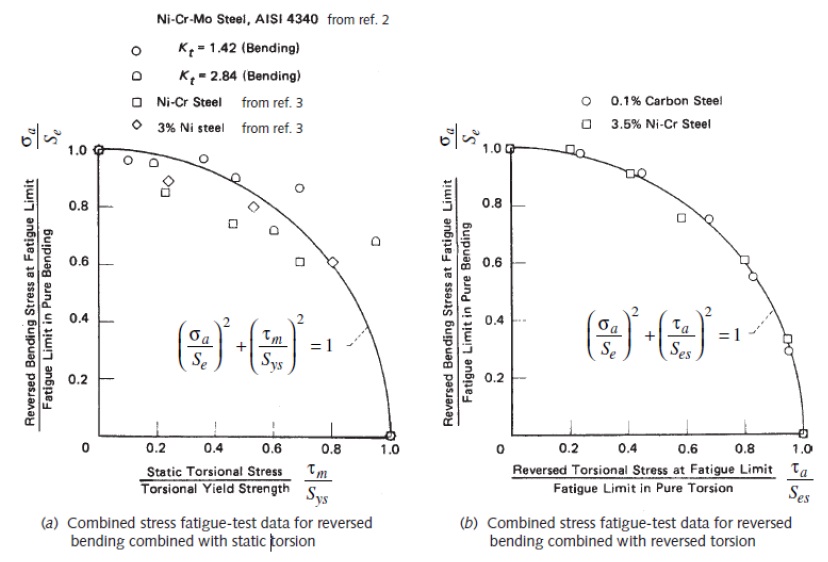 شکل شماره 3- خرابی های شفت در بارگذاری های ترکیبی
شکل شماره 3- خرابی های شفت در بارگذاری های ترکیبی
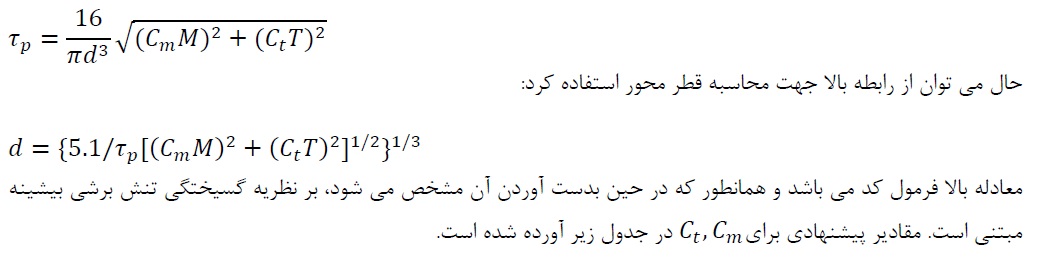
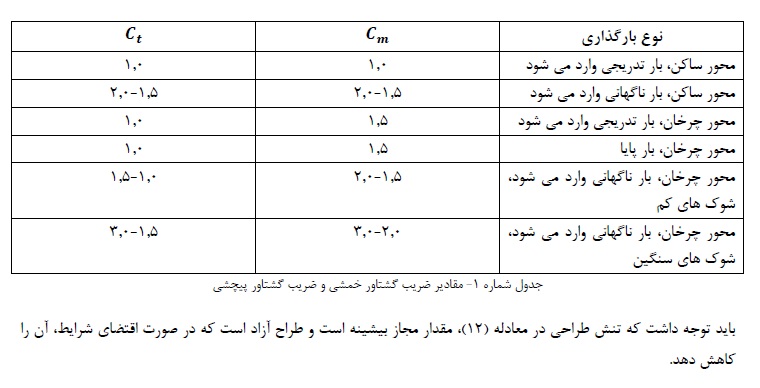

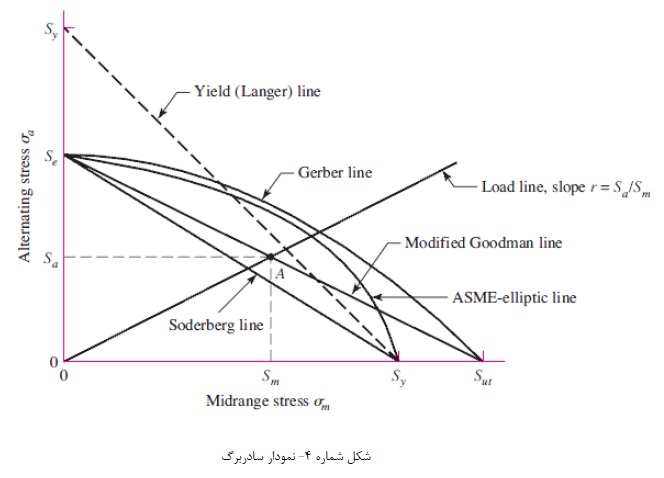
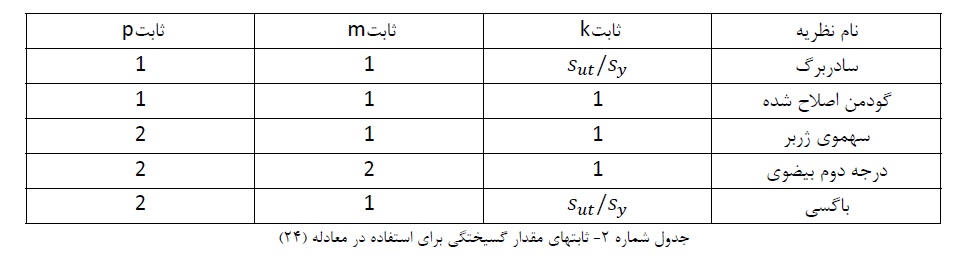

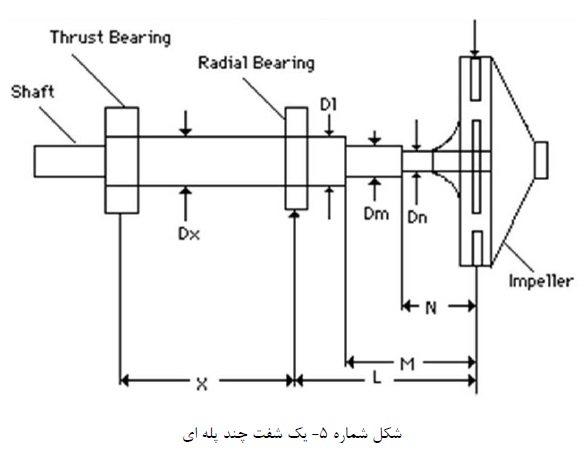

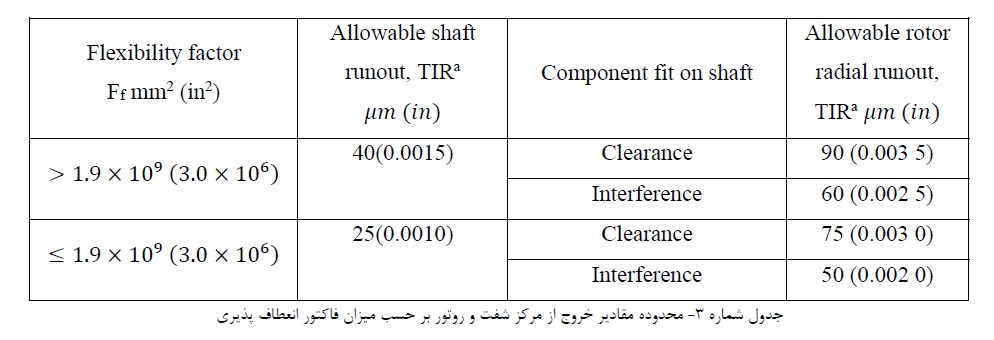

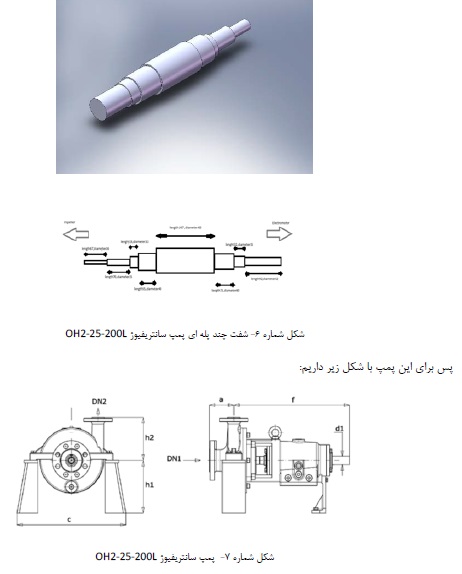

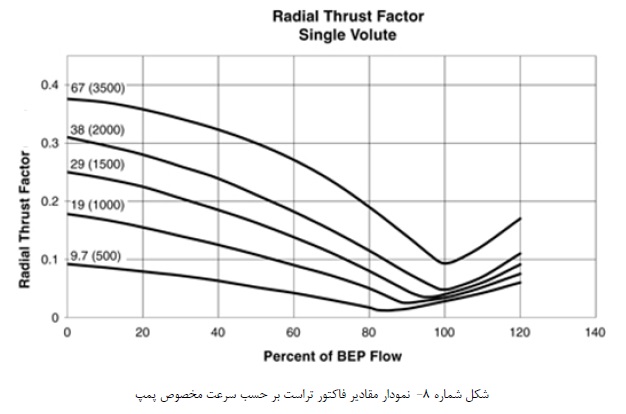
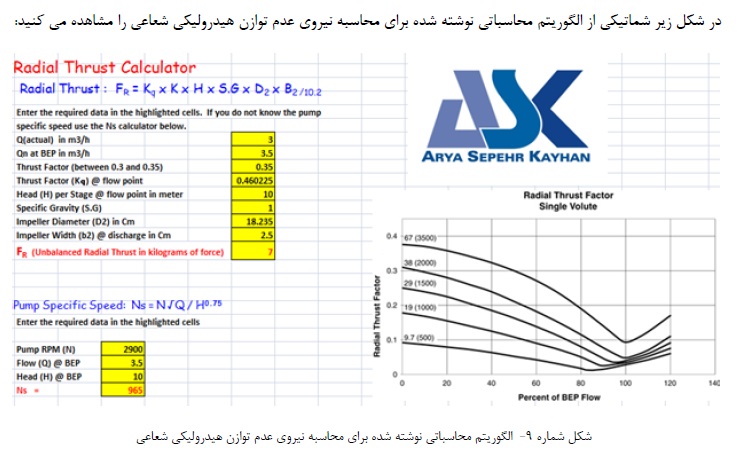
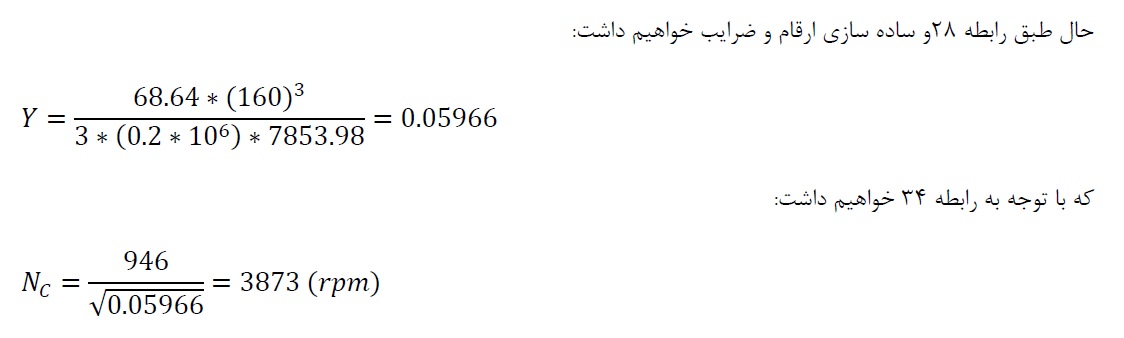
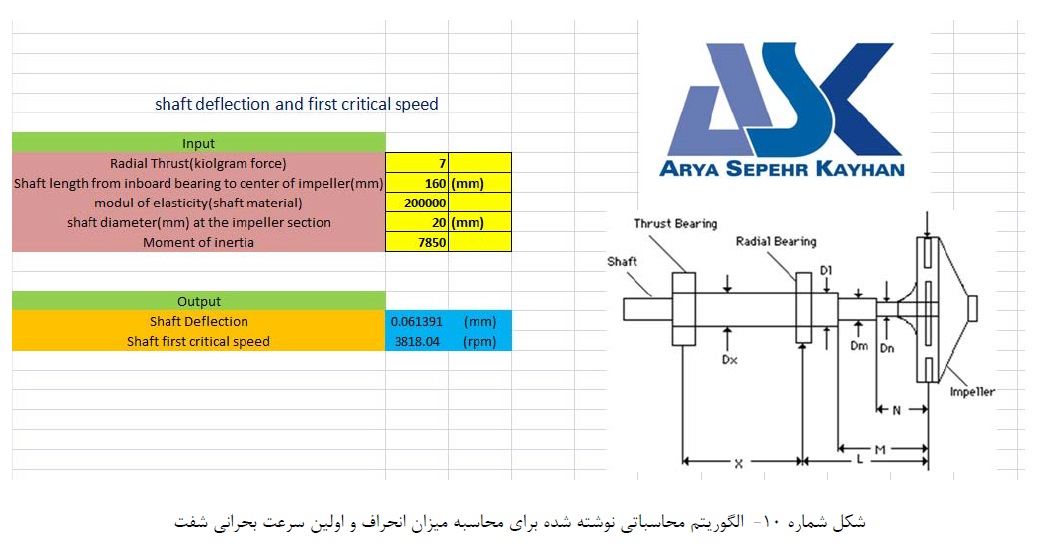



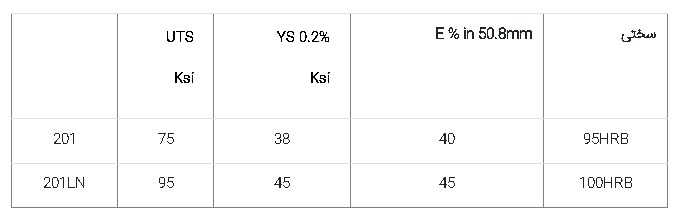

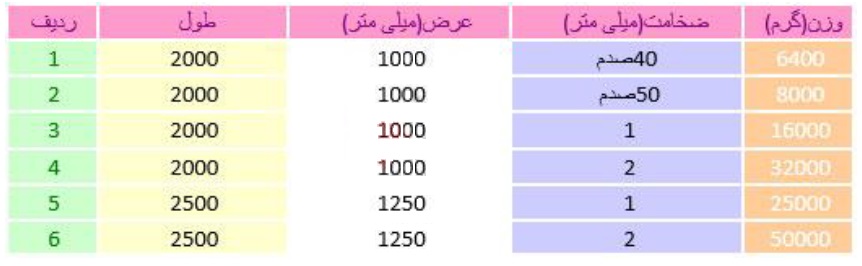




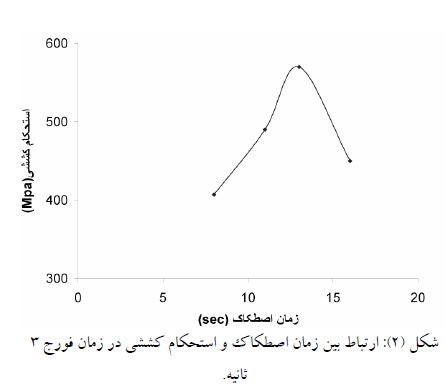
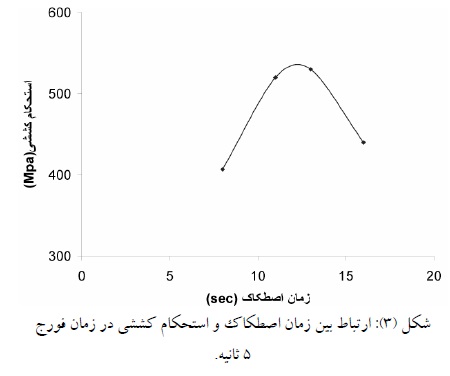
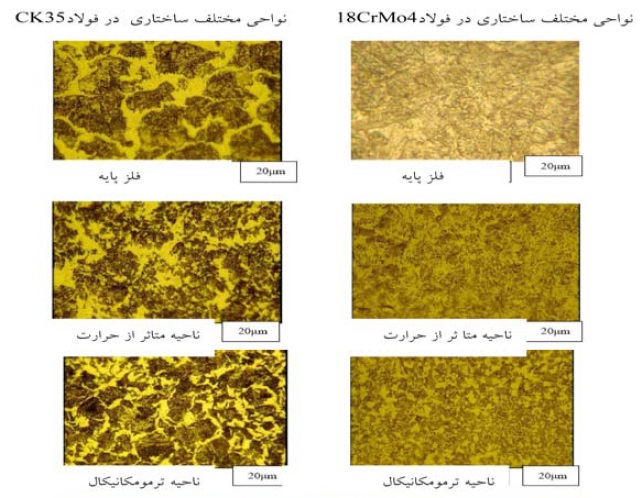
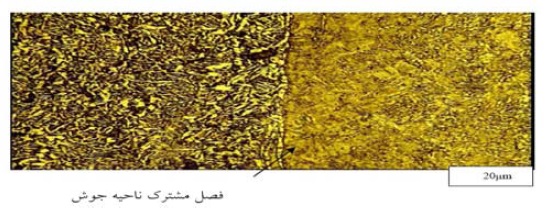
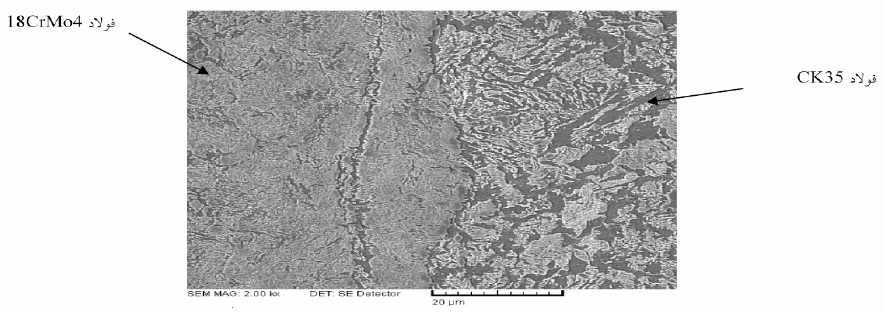
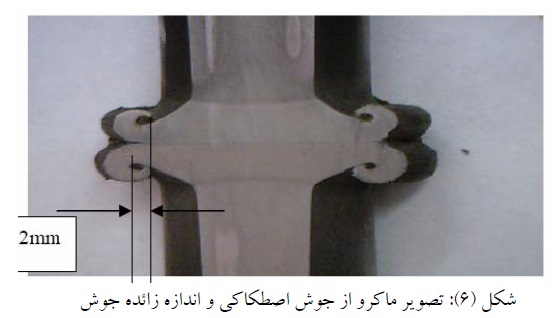
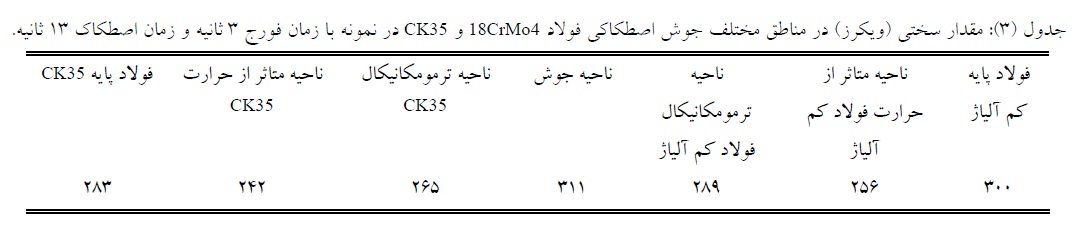

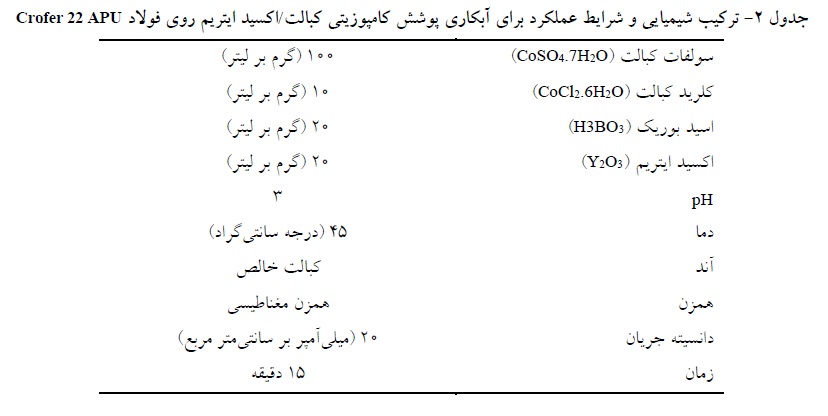
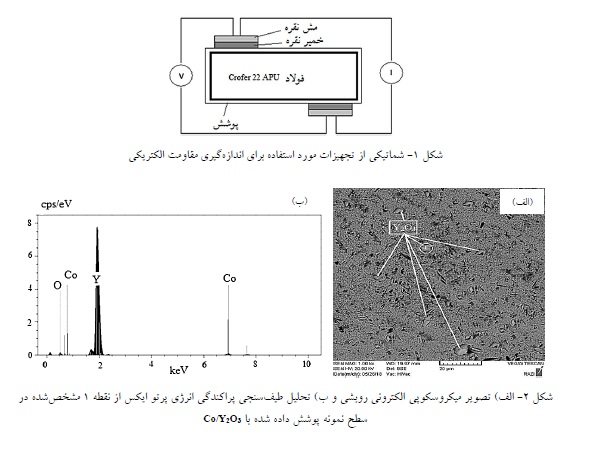
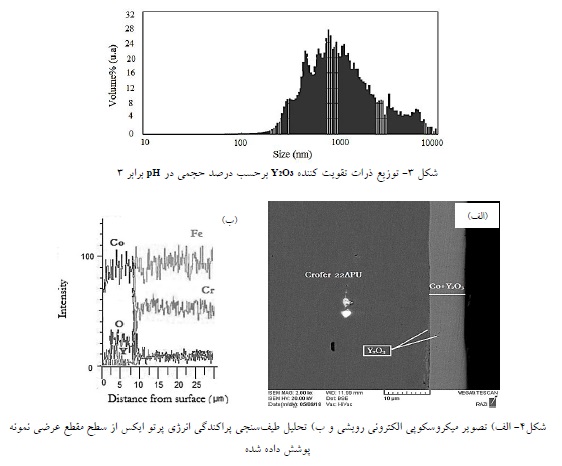

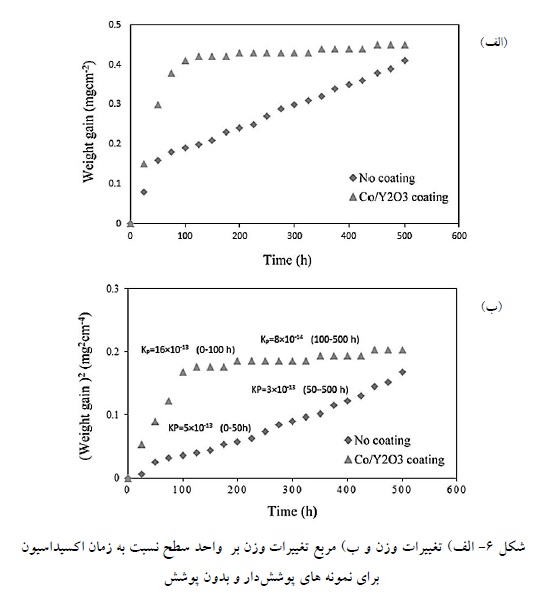
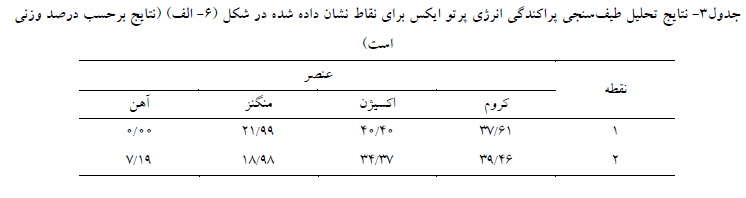

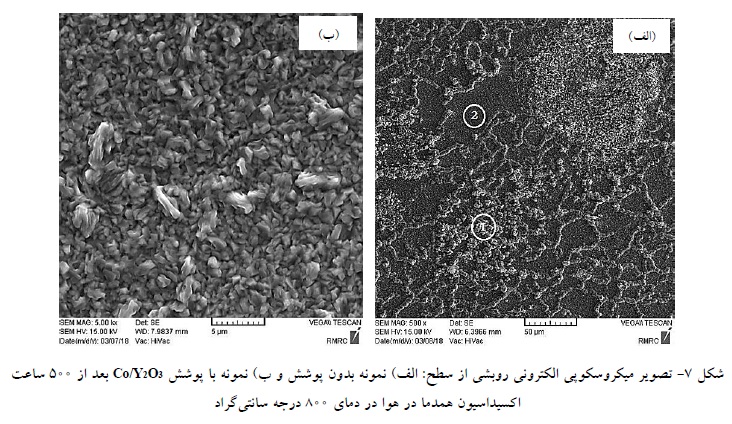
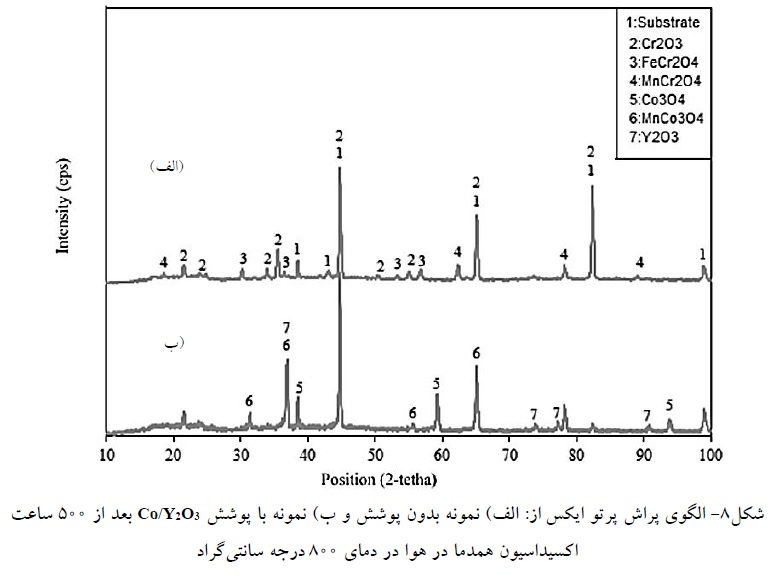
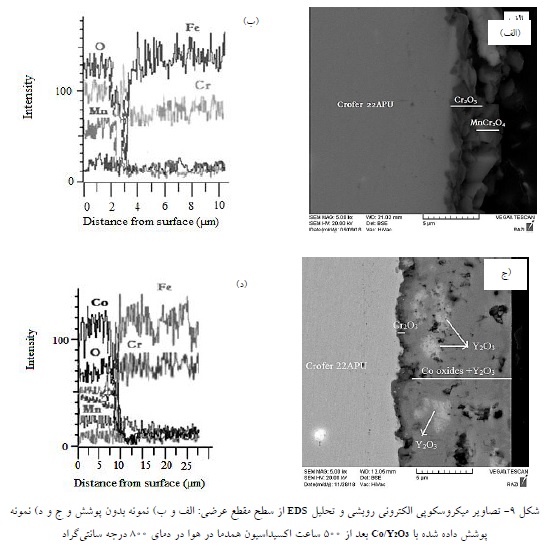
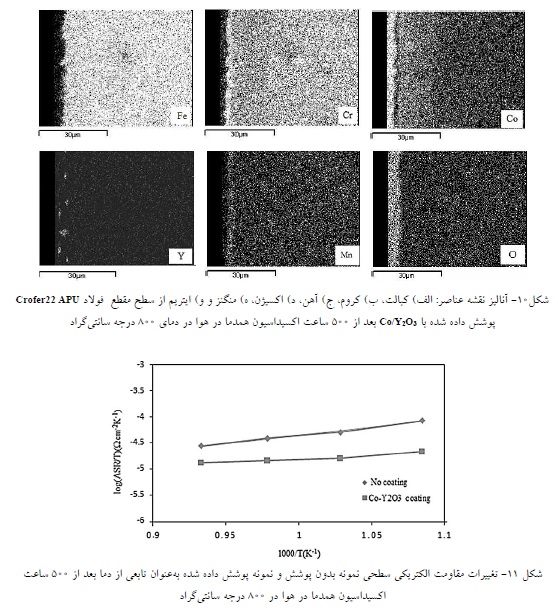



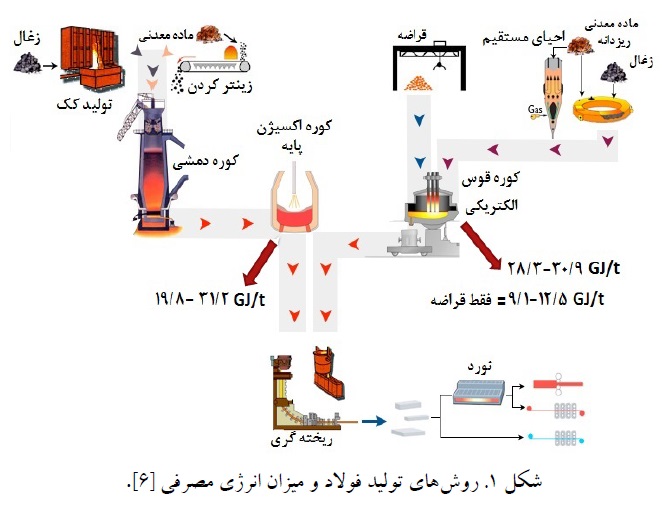
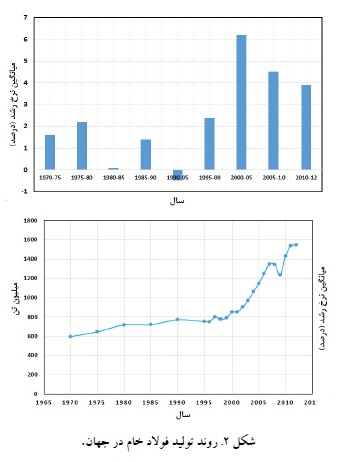
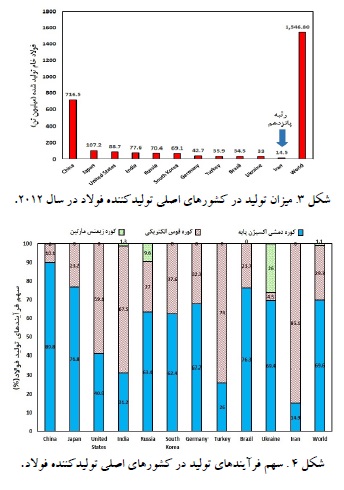
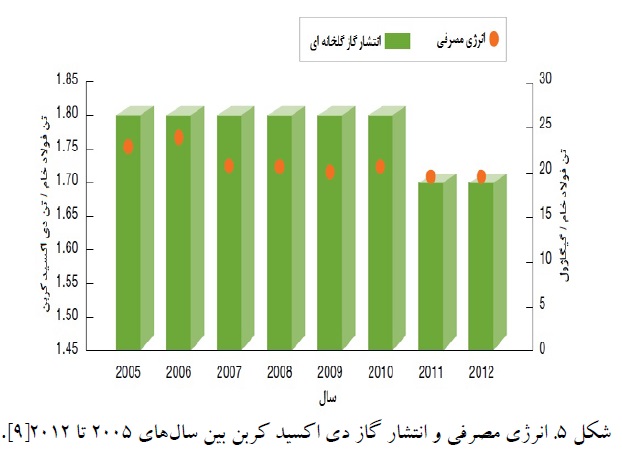
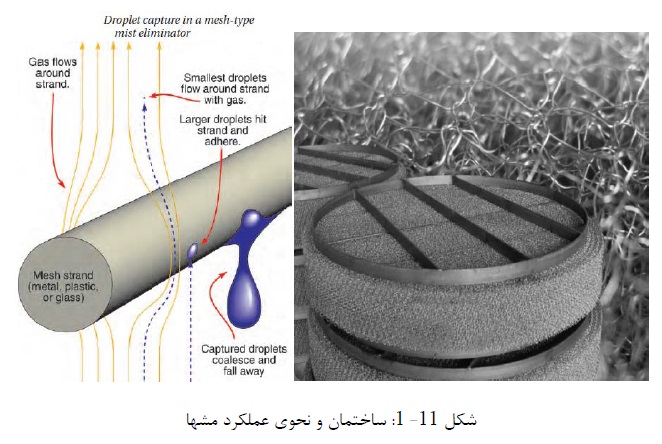
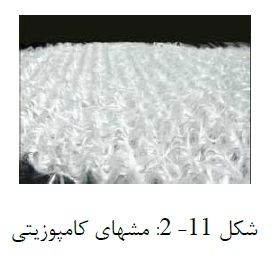
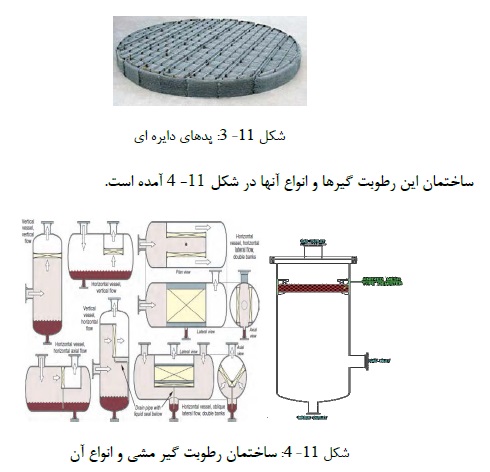
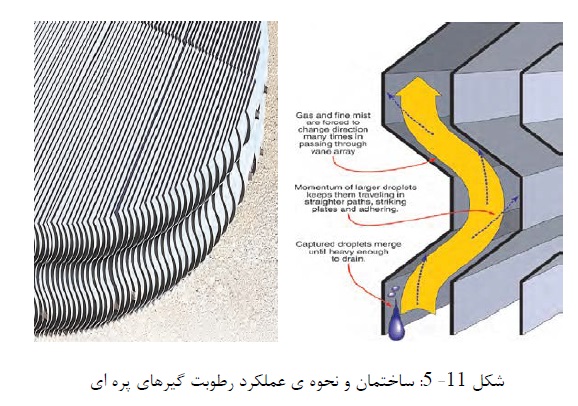
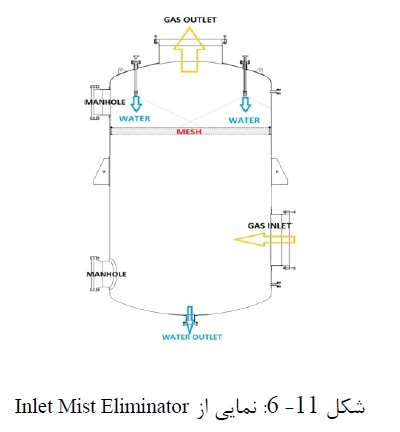
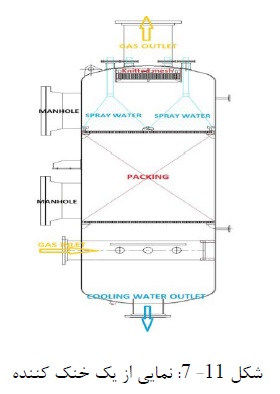





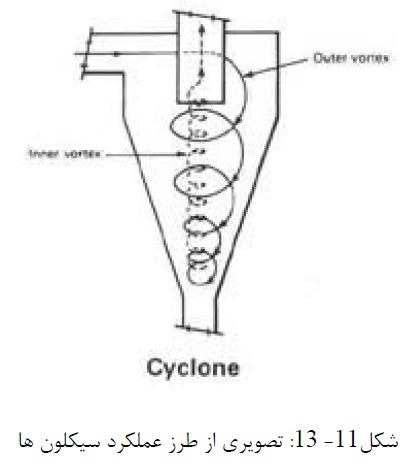
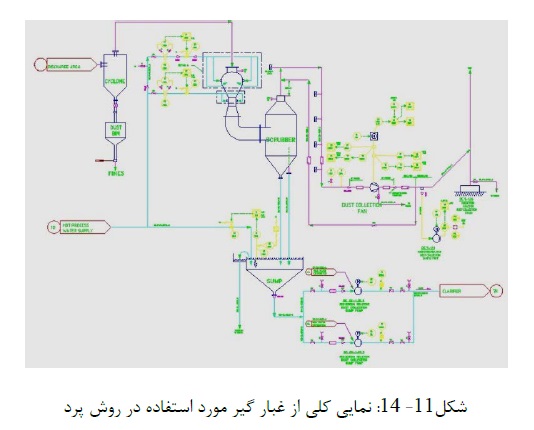
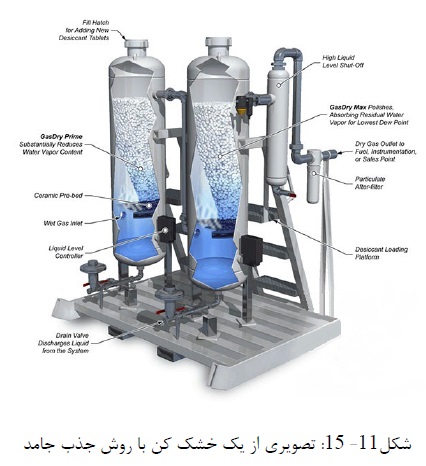
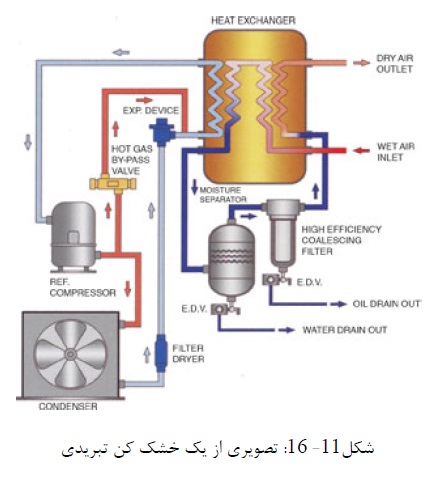
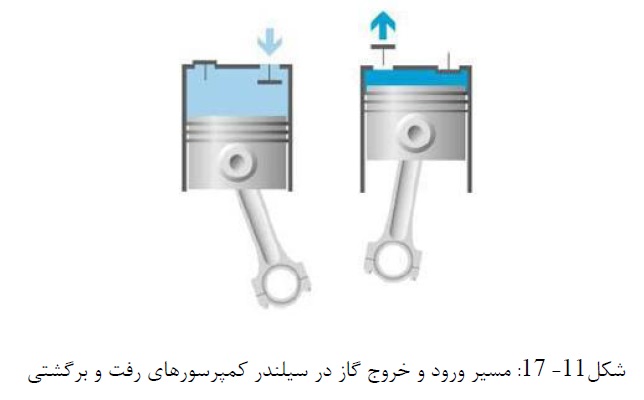


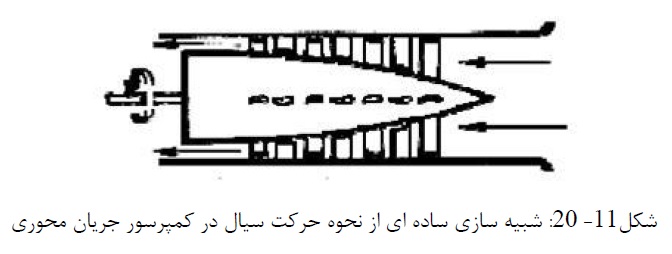
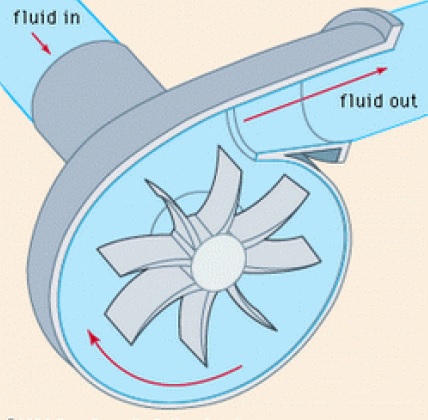
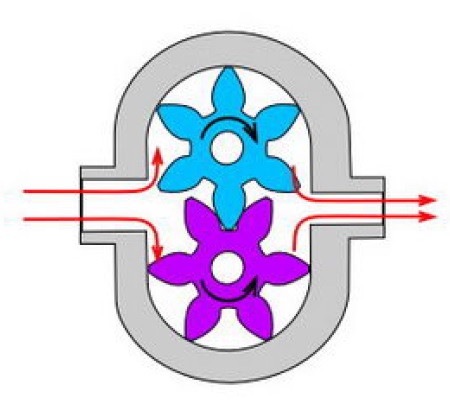



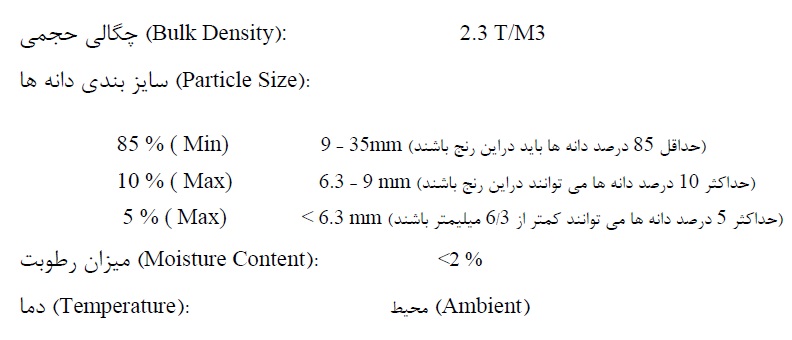
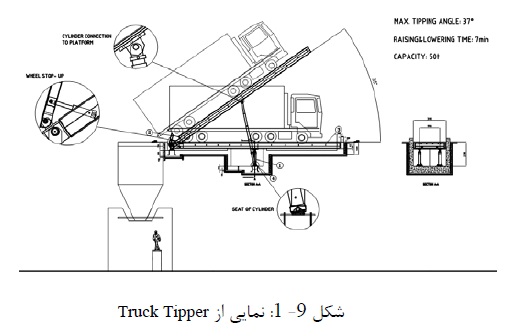


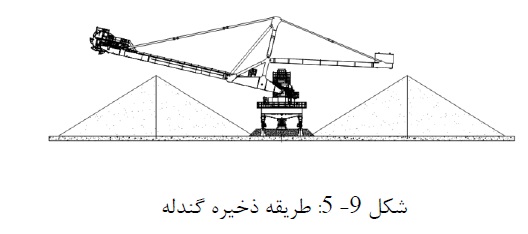
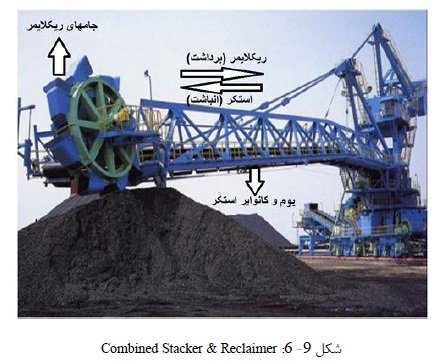
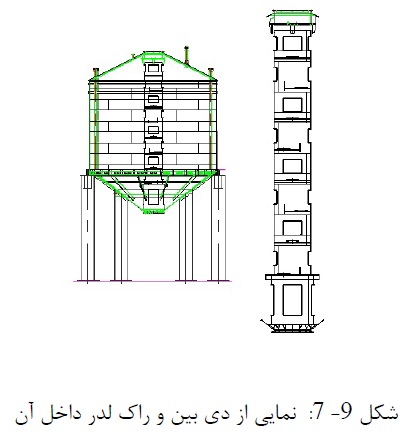
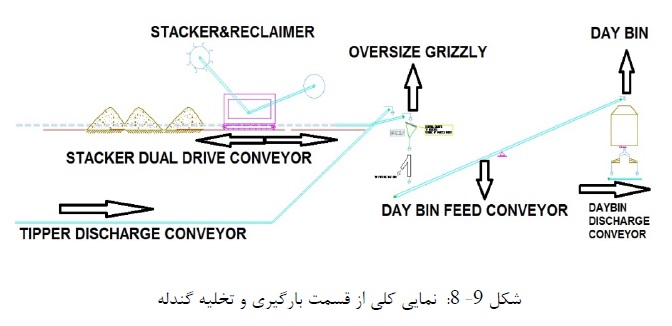
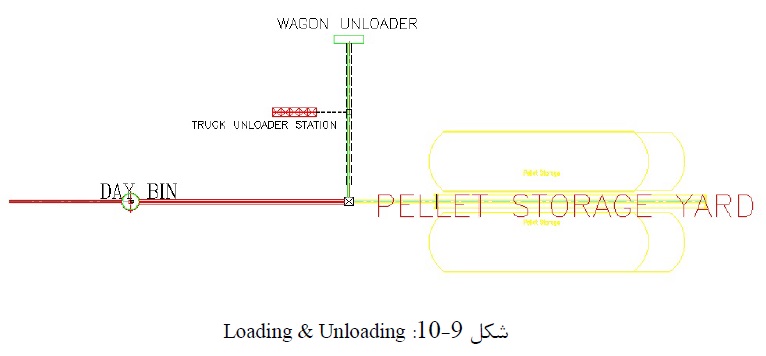
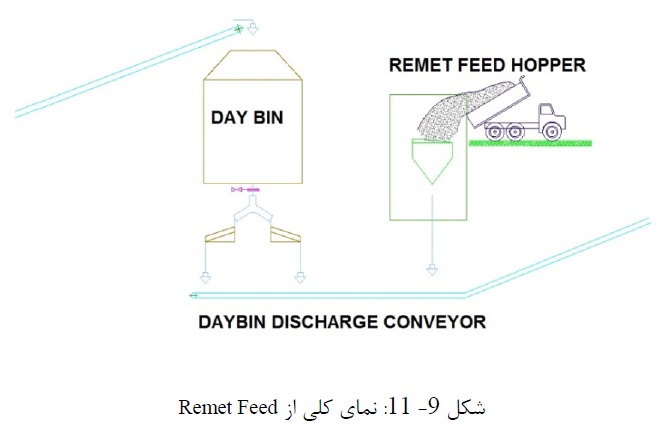
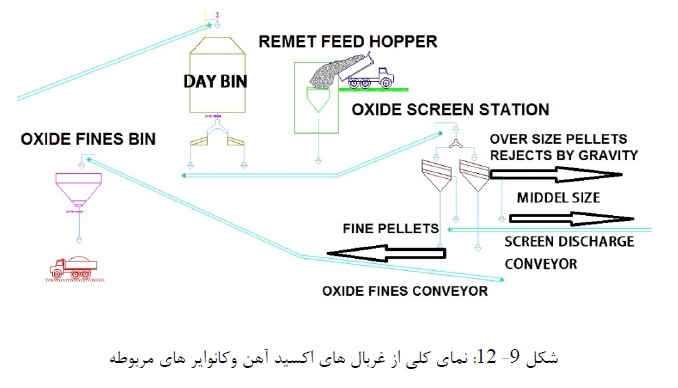
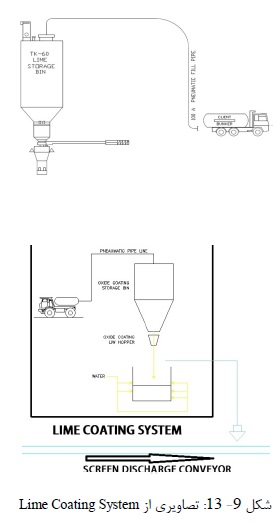
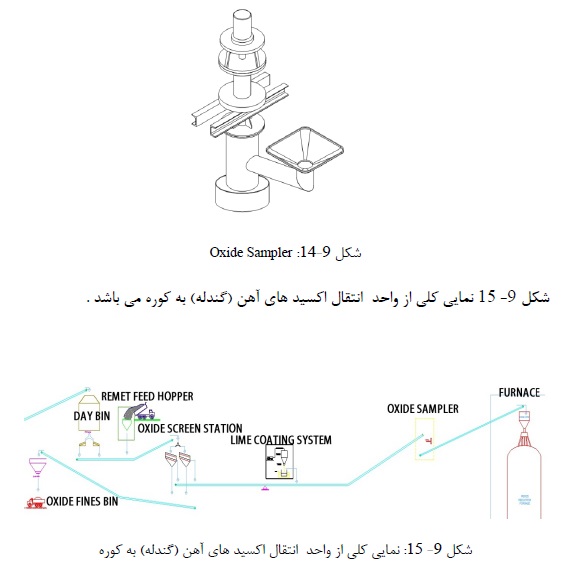
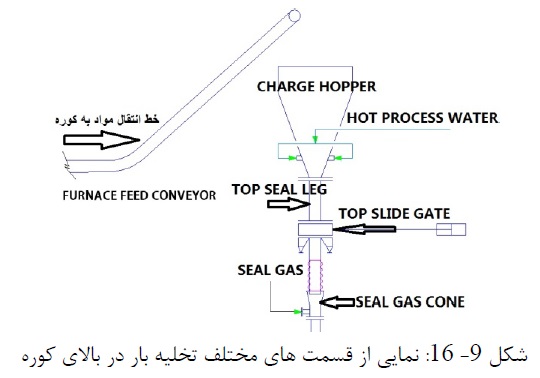
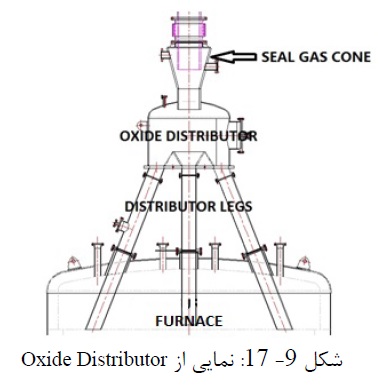
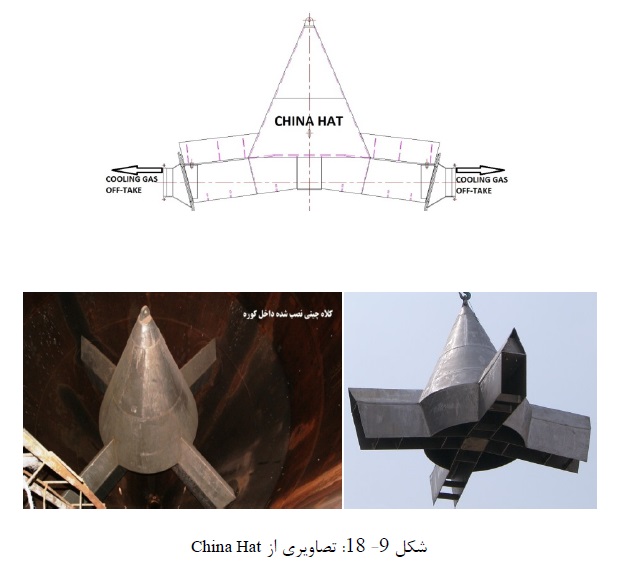
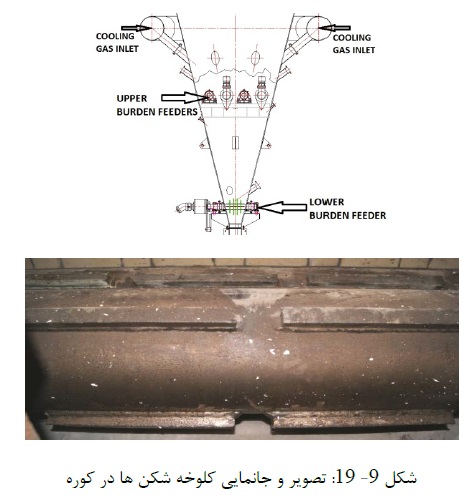
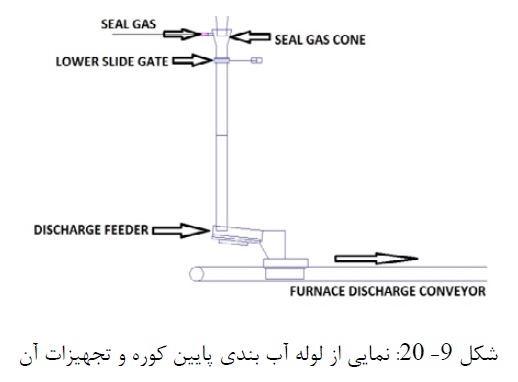
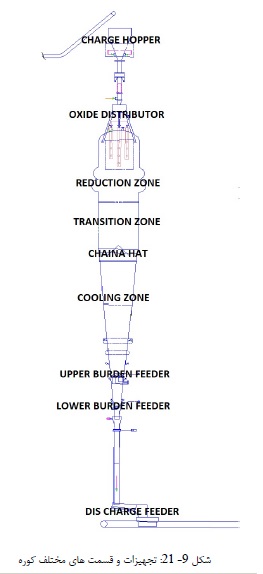
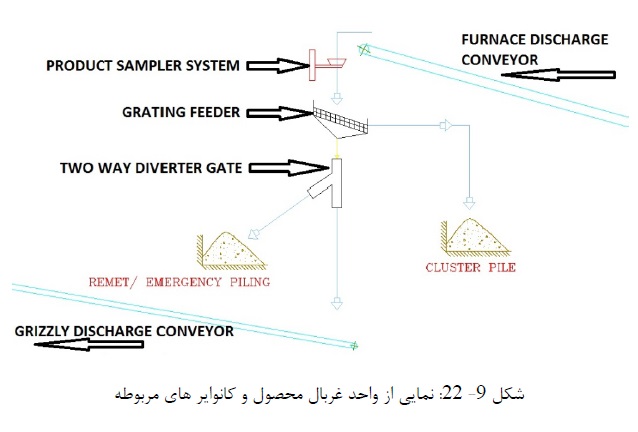
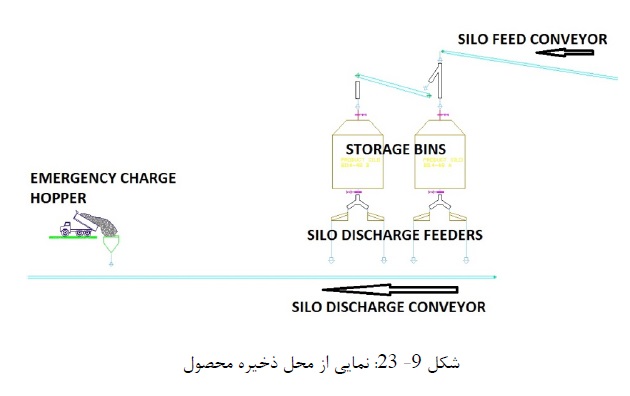
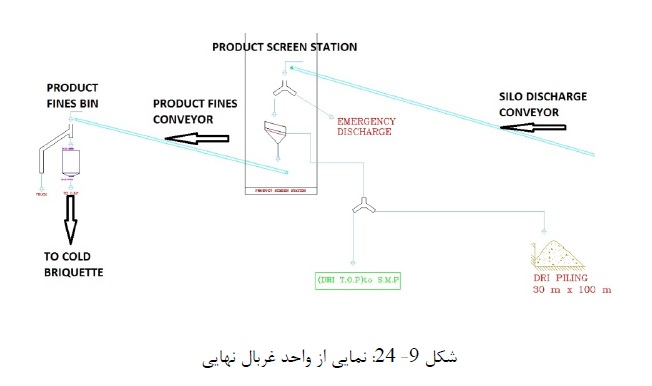
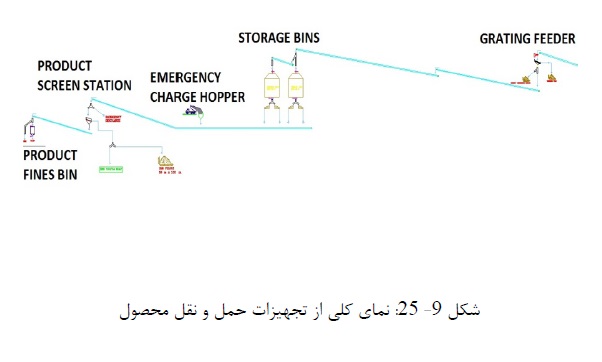
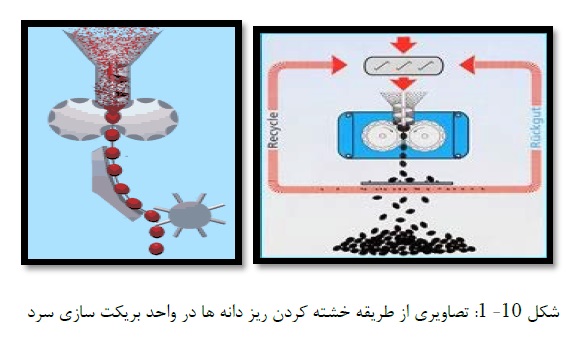
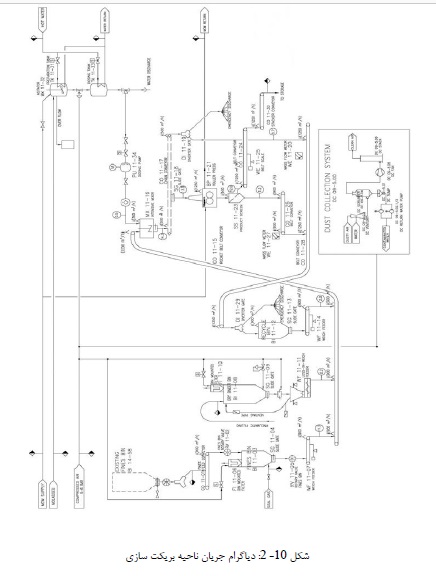

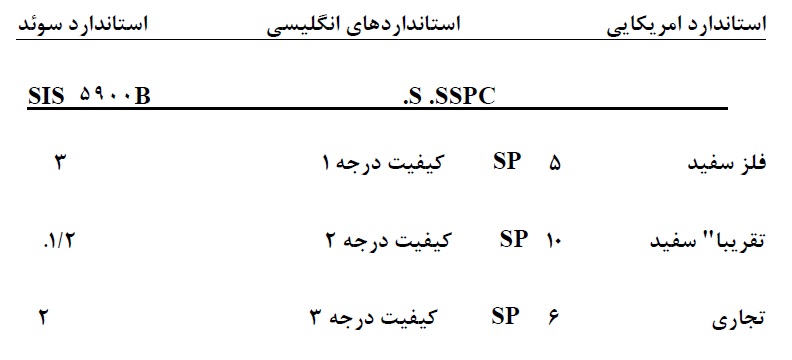
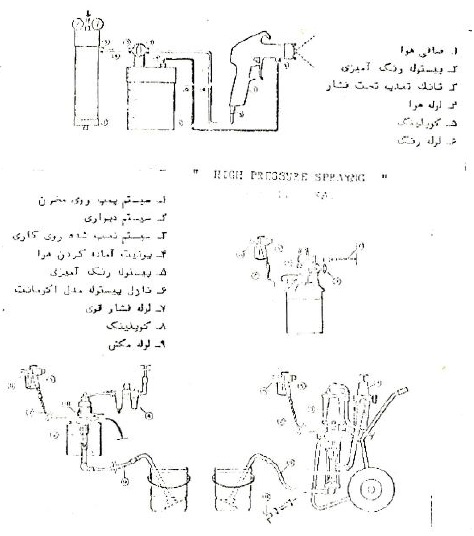

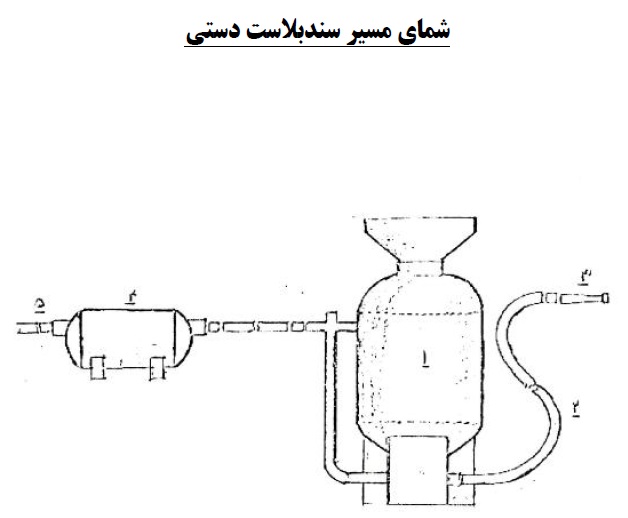
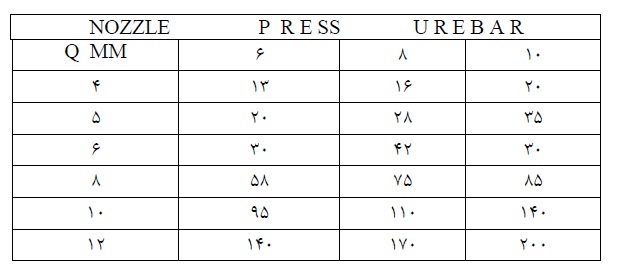
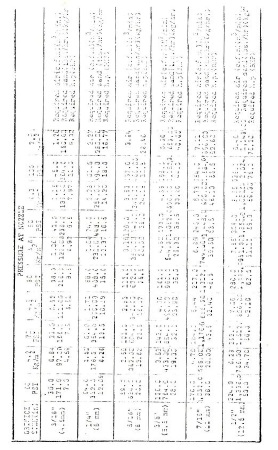


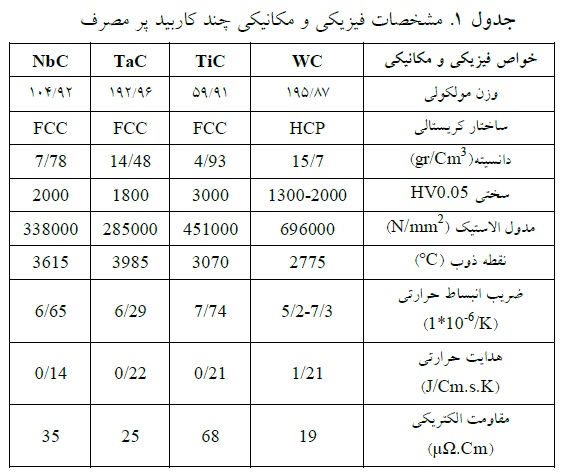
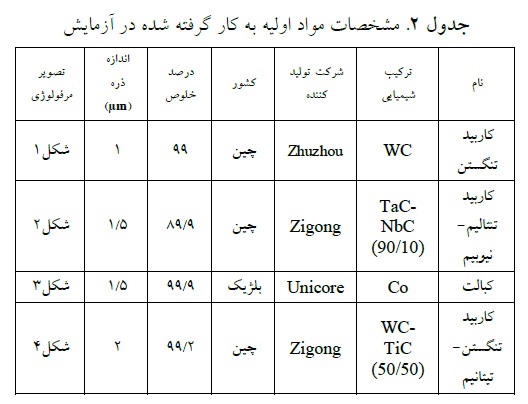
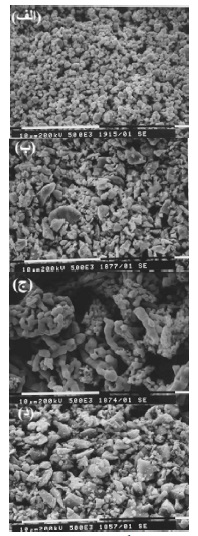 شکل 1. الف) پودر کاربید تنگستن با اندازه ذره 1 میکرون، ب) پودر کاربید تنتال 90 درصد با اندازه ذره 1/5 میکرون، ج) پودر کبالت با اندازه ذره 1/5 میکرون، د) پودر کاربید تنگستن – تیتانیوم با اندازه ذره 2 میکرون
شکل 1. الف) پودر کاربید تنگستن با اندازه ذره 1 میکرون، ب) پودر کاربید تنتال 90 درصد با اندازه ذره 1/5 میکرون، ج) پودر کبالت با اندازه ذره 1/5 میکرون، د) پودر کاربید تنگستن – تیتانیوم با اندازه ذره 2 میکرون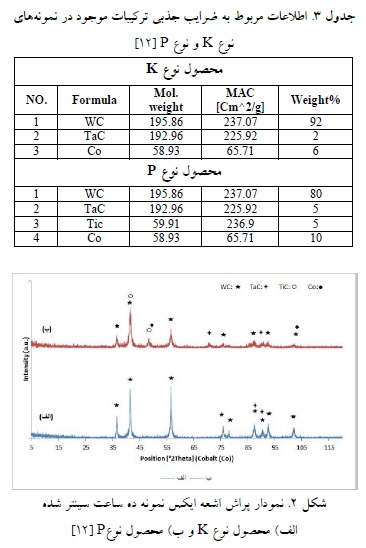
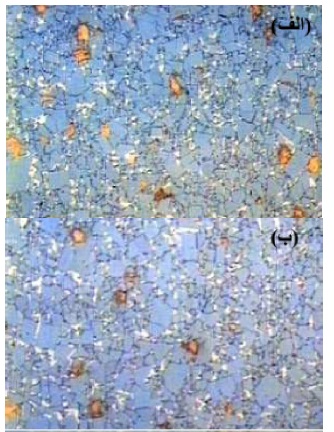
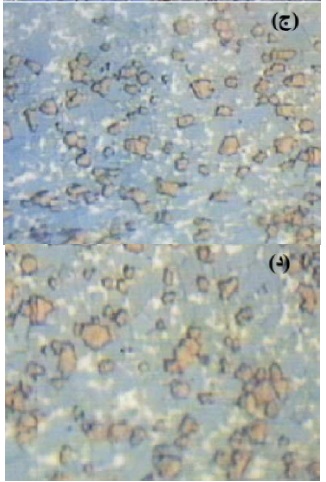
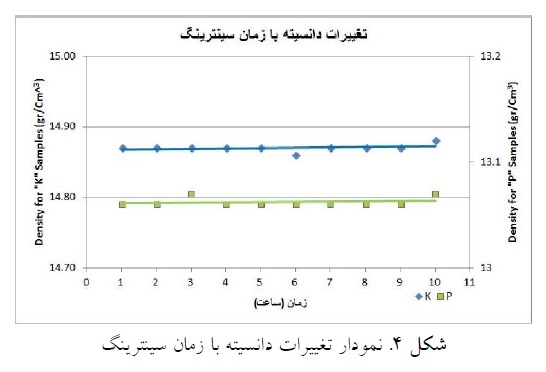
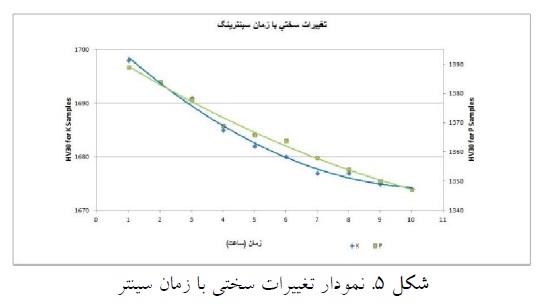
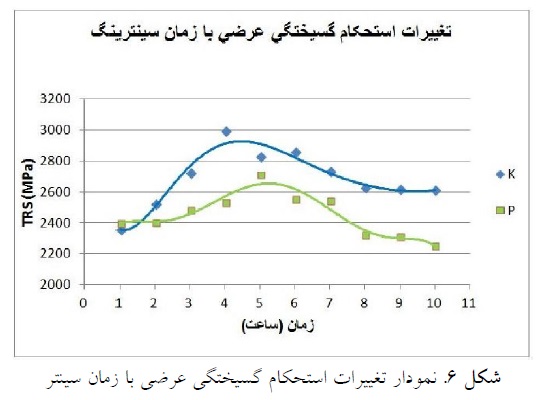
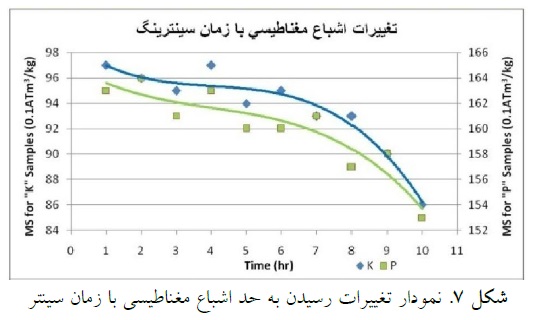
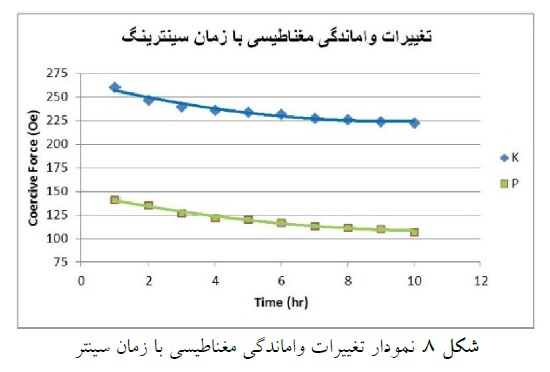









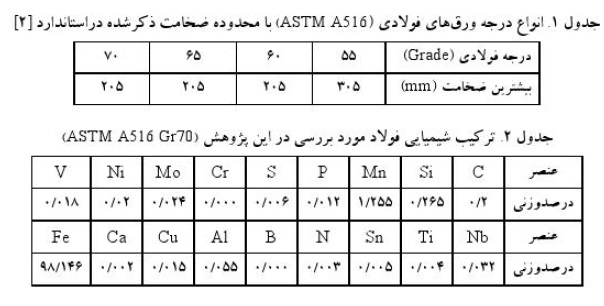
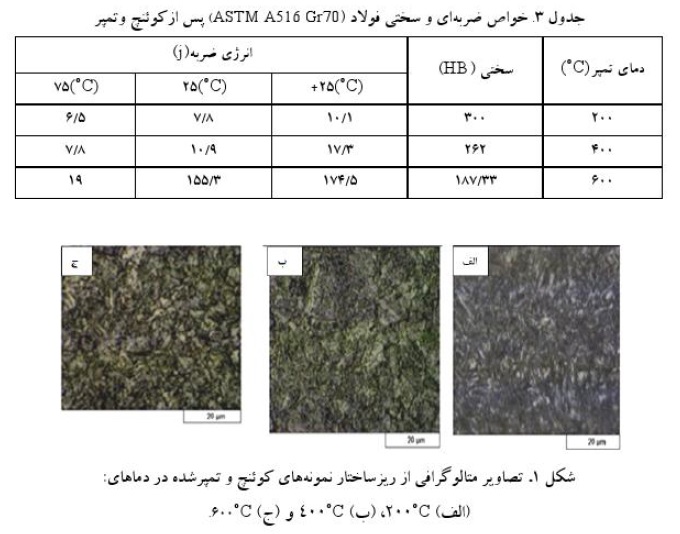
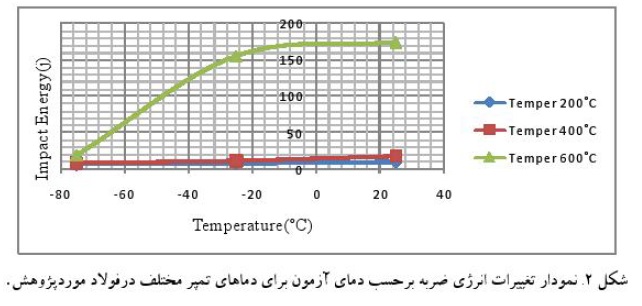
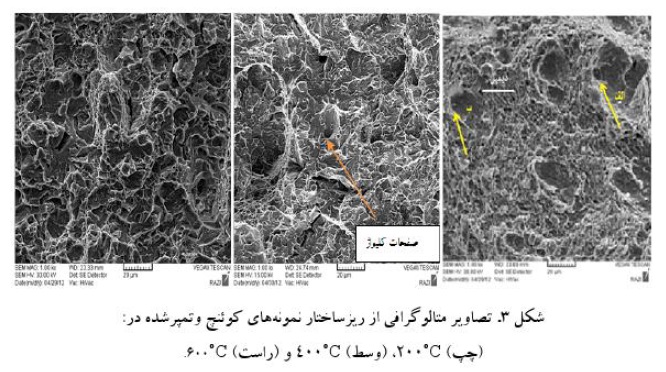
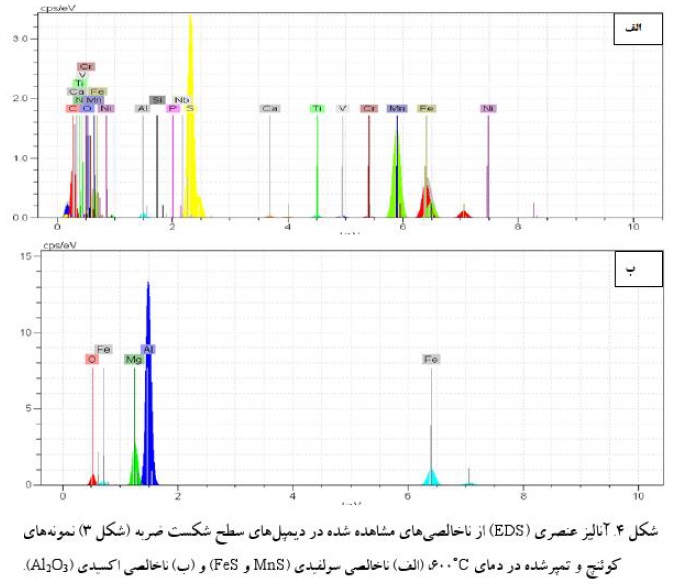
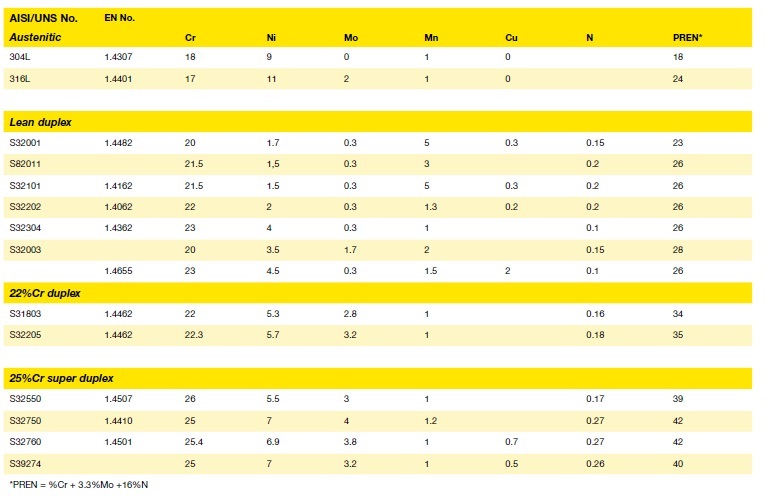
 آمار
وب سایت:
آمار
وب سایت:

