
بررسی ریزساختاری و شکست نگاری فولاد عملیات حرارتی شده ی ASTM A516 Gr 60 تحت بارگذاری دینمامیکی
ورق A516
در پژوهش حاضر ریزساختار و سطح شکست ضربه فولاد ساده کربنی و میکروآلیاژی ASTM 516 Gr 70. تولید شده با نورد گرم که سیکل عملیات حرارتی کوئنچ و تمپر بر روی آن انجام شده، بررسی شده است. نمونه ها به مدت 30 دقیقه در دمای 890 درجه سانتی گراد در حمام نمک آستنیته شده. و بلافاصله درون آب با دمای 25 درجه سانتی گراد کوئنچ شدند.
سپس نمونه ها در دمای 200 – 400 و 60 درجه سانتی گراد در حمام نمک. به مدت 45 دقیقه حرارت داده شده و تمپر شدند. جهت بررسی مقاومت در برابر بارهای ناگهانی دینامیکی (نرخ کربن زیاد). نمونه ها تحت آزمون ضربه چارپی در دماهای 25+، 25- و 75- درجه سانتی گراد قرار گرفتند. با تحلیل ریزساختار نمونه ها مشخص شد که با افزایش دمای تمپر. مورفولوژی مارتنزیت تمپر شده خشن تر گردیده. و ساختار به حال تعادلی (آنیل شده) نزدیک تر شده و انرژی ضربه افزایش و سختی کاهش می یابد. بهترین نتایج در دمای تمپر 600 درجه سانتی گراد به دست آمده است.
ورق a516
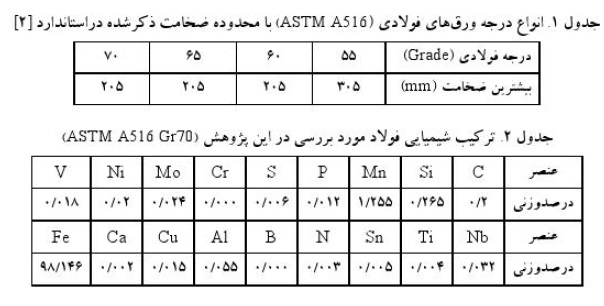
فولاد های ساده کربنی و میکروآلیاژی از خانواده فولادهای کم آلیاژی استحکام بالا با مقادیر محدودی عناصر کاربید ساز قوی نظیر Nb، Ti و V جهت کنترل رشد دانه های آستنیت می باشند. که از جمله آن فولاد ASTM A516 Gr70 می باشد. در حال حاضر ورق فولادی A516 کاربرد بسیار زیادی در ساخت بدنۀ مخازن تحت فشار دارد. که علت آن دارا بودن همزمان استحکام و قابلیت انعطاف مطلوب و قابلیت جذب انرژی ضربه در دمای پایین است. این خانوادۀ فولادهای A516، ورق های فولادی استحکام بالای کوئنچ – تمپر را تحت پوشش قرار می دهند. که برای کاربرد در بویلرهای جوشکاری شده و دیگر مخازن تحت فشار بسیار مورد استفاده هستند.
این مشخصه شامل تعداد زیادی از عیارهاست که توسط تولید کننده های مختلفی ساخته می شوند. اما همۀ عیارها دارای خواص مکانیکی و ویژگی های کلی یکسانی هستند.ماکزیمم ضخامت ورق هایی که تحت این مشخصات تولید می گردند به صورت جدول 1 است. یکی از روش های مقرون به صرفه. و مرسوم برای بهبود خواص مکانیکی این فولادهای تولید شده با روش نورد گرم. عملیات حرارتی می باشد. در این فولادها در صورت اضافه نمودن عناصر آلیاژی معمولاً سرعت رشد دانه. به علت اثر کششی اتم محلول عناصر آلیاژی جدایش یافته به داخل مرزدانه های آستنیت کاهش می یابد.
ورق a516
کنترل رشد دانه های آستنیت در طی پروسه نورد گرم و نهایتاً عملیات حرارتی. بسته به نوع مقدار عناصر کاربیدسازی قوی Nb،Ti و V دارد. تحقیقات نسان می دهد که تشکیل کاربیدها. نیتریدها و کربونیتریدهای عناصر ذکر شده (ذرات فاز ثانویه) موجب قفل شدن مرز دانه ها می گردد. و این کار به قدری مؤثر می باشد. که باعث می شود، در دماهای پایین آستنیته کردن، هیچ رشد دانه ای اتفاق نیفتد.
حال در این پژوهش، با اتکا و توجه به موارد ذکر شده هدف این است. که با اجرای سیکل عملیات حرارتی کوئنچ و تمپر فولاد ASTM A516 Gr70. در حمام نمک مذاب خنثی با دماهای 200 – 400 و 600 درجه سانتی گراد. تأثیر دمای تمپر در یک زمان تمپر ثابت در فولاد مذکور بر روی انرژی ضربه (بارگذاری دینامیکی). برای دماهای آزمون 25+ ، 25- و 75 – درجه سانتی گراد که در گذشته کمتر مورد بررسی قرار گرفته است. در کنار تحلیل ریزساختار و سطوح شکست ضربه مورد ارزیابی قرار گیرد و بهترین نتیجه استخراج گردد.
روش تحقیق
در این پژوهش فولاد ساده کربنی و میکرو آلیاژی ASTM A516 Gr70 مورد تحقیق و بررسی قرار گرفت. ترکیب شیمیایی این فولاد که با رعایت استاندارد محیطی ASTM E406-81(2008) انجام شد در جدول 2 آمده است. این فولاد طی مراحل ذوب در کورۀ قوس الکتریکی به صورت تختال ریخته گری شد. سپس این تختال طی انجام یک پروسه نورد گرم به ورق با ابعاد (25000*2000*25) میلی متر تبدیل گردید. سپس مقداری از سطح ورق نورد شده جدا کرده. و نمونه های استاندارد ضربه به صورت عمود بر راستای نورد از سطح ورق انتخاب شده. و توسط اره ی نواری برش داده شدند.
جهت عملیات حرارتی، نمونه ها با نرخ گرمایشی A C/S. تا دمای 620 درجه سانتی گراد به مدت 20 دقیقه پیشگرم شدند. سپس نمونه ها با همان نرخ حرارتی تا دمای 890 درجه سانتی گراد. به مدت زمان 25 دقیقه در حمام نمک مذاب. آستنیته شده و در آب کوئنچ شدند. در نهایت عملیات تمپر در حمام نمک مذاب. در دماهای 200، 400 و 600 درجه سانتی گراد به مدت 45 دقیقه انجام شد.
ورق a516
آزمون ضربه به منظور ارزیابی مقاومت به شکست ضربه ای (بارگذاری دینامیکی ناگهانی). این ورق فولادی و آنالیز تصاویر سطوح شکست ضربه آن جهت تعیین مد شکست. با میکروسکوپ الکترونی روبشی انجام گردید. آزمون ضربه به دور روش شارپی و ایزود انجام می گردد. که در این تحقیق از روش شارپی استفاده شد. و نمونه سازی آن هم بر اساس استاندارد ASTM E23-07a با ابعاد (55*10*10) میلی متر انجام گرفت.
از بررسی متالوگرافی جهت بررسی ریزساختار و ارزیابی کیفی این ورق فولادی در شرایط کوئنچ و تمپر. در دماهای 200 – 400 و 600 درجه سانتی گراد استفاده گردید. نمونه سازی و بررسی ریزساختار طبق استاندارد انجام شد. محلول اچ مورد استفاده نایتال 2% بوده و میکروسکوپ نوری مورد استفاده Olympus مدل PMG3 بوده است. عملیات سختی سنجی با استفاده از دستگاه EMCO TEST با مدل MAU 750. بر روی نمونه های ضربه عملیات شده و پالیش شده. در واحد برینل با نیروی اولیه 10kg و نیروی نهایی 187/5kg صورت گرفت. همچنین آنالیز عنصری (EDS) از سطوح شکست ضربه همراه بار بررسی های شکست نگاری. با تصویر الکترون های برگشتی میکروسکوپ الکترونی روبشی مدل VEGA/TESCAN انجام شد.
نتایج بحث
تأثیر عملیات کوئنچ و تمپر بر خواص ضربه ای، سختی و ریزساختار
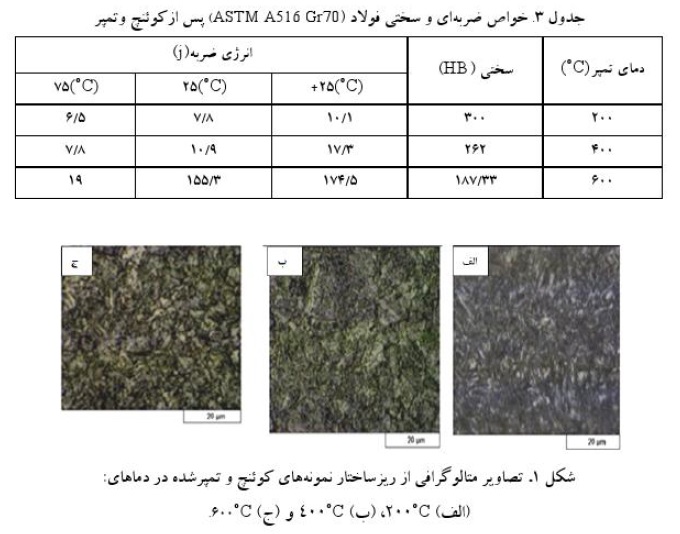
نتایج حاصل از آزمون های ضربه و سختی نمونه های کوئنچ و تمپر شده. در جدول 3 نشان داده شده است. نتایج حاکی از افزایش انرژی ضربه متناسب با افزایش دمای تمپر است. به طوری که انرژی ضربه از 10/1j در نمونه کوئنچ و تمپر شده. در دمای 200 درجه سانتی گراد به 174/4j در نمونه کوئنچ و تمپر شده. در دمای 600 درجه سانتی گراد افزایش می یابد.
(در دمای آزمون 25+ درجه سانتی گراد). احتمالاً علت پایین بودن انرژی ضربه در دمای تمپر 200 درجه سانتی گراد. بالا بودن تنش های پسماند ناشی از گرادیان حرارتی. در عملیات کوئنچ و بالا بودن میزان تتراگونالیته مارتنزیت لایه ای ایجاد شده است. که باعث افزایش میزان جوانه زنی. و رشد ترک های میکروسکوپی و کاهش انرژی ضربه نمونه های کوئنچ و تمپر شده. در دمای 200 درجه سانتی گراد تا 10/1j شده است. شکل (الف) ریزساختار نمونه کوئنچ و تمپر شده در دمای 200 درجه سانتی گراد که شامل مارتنزیت تمپر شده. و مقادیر جزئی فریت است را نشان می دهد.
ورق a516
با افزایش دمای تمپر به 400 درجه سانتی گراد مشخص می شد. که انرژی ضربه این شرایط در دمای آزمون 25+ درجه سانتی گراد برابر 17/3j می باشد. و در مقایسه با انرژی ضربه نمونه های تمپر 200 درجه سانتی گراد تغییر محسوسی ایجاد نشده است. با توجه به اینکه منطقه تردی حرارتی برای این نوع فولادها محدوده ی دمایی 575 – 375 درجه سانتی گراد میباشد. احتمالاً تردی تمپر در این دمای تمپر رخ داده است.
و تصاویر شکست نیز گواه این مورد هستند. این موضوع میتواند ناشی از چند عامل باشد؛ چنانچه مشاهده می شود. عناصر کاربیدزا (Ti،Nb و V) در دمای تمپر پایین نقش زیادی ندارند. و عنصر Si به طور قابل ملاحظه ای مقاومت به نرم شدن در حین تمپر را افزایش می دهد. مطالعات ریزساختاری نشان می دهد که علت این امر جلوگیری از استحاله کاربید انتقالی به سمنتیت است. عنصر Mn نیز در دماهای پایین تمپر اثر ناچیزی بر مقاومت به نرم شدن دارد. اما در دماهای بالاتر اثر آن تشدید می شود و دلیل آن مشارکت Mn در تشکیل کاربیدها در دمای بالاست.
ورق a516
این عنصر دارای ضریب نفوذ کم بوده و بنابراین درشت شدن کاربیدها را به تعویق می اندازد. حضور توأم Mn و Cr قابلیت تردی بازپخت را افزایش می دهد. اما اگر مقدار Mn در فولاد کمتر از 0/5% باشد فولاد ترد خواهد شد. علاوه بر عنصار آلیاژی ناخالصی ها نیز در بروز این نوع تردی نقش مؤثری دارند. در فولاد ASTM A516 Gr70 حضور عناصر آلیاژی Mn،Gr،Si و Ni تجمع ناخالصی ها از جمله S و P را در مرزدانه های آستنیت تقویت می کند. این تجمع به صورت نوار باریک و پیوسته در امتداد مرزدانه خواهد بود. و همراه با دیگر ناخالصی های به دام افتاده از جمله اکسید آلومینیوم. ( آلومینیوم برای اکسیژن زدایی به مذاب فولاد اضافه می شود) باعث افت تافنس می گردد.
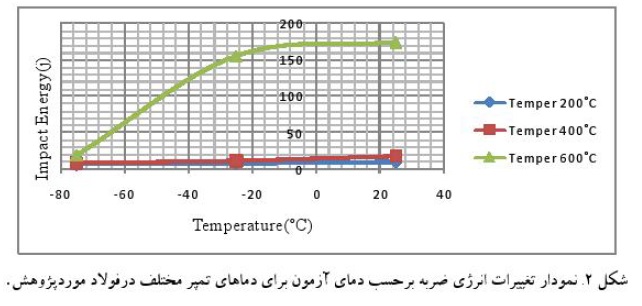
مرحلۀ بعدی، سیکل عملیات حرارتی کوئنچ و تمپر در دمای 600 درجه سانتی گراد می باشد. انرژی ضربه حاصل شده در این دمای تمپر. نسبت به دمای تمپر 200 و 400 درجه سانتی گراد افزایش 17/27% داشته است. نمودار تغییرات انرژی ضربه فولاد A516 بر حسب دمای بازپخت که در منابع مختلف موجود نیست. و در حقیقت هدف اصلی پروژه است در شکل 2 ترسیم شده است.
متوسط نتایج تست سختی برای دماهای مختلف تمپر نیز در جدول 3 ارائه شده است. در این جدول مشاهده می شود که انرژی ضربه و سختی کاملاً وابسته به دمای بازپخت است.
ورق a516
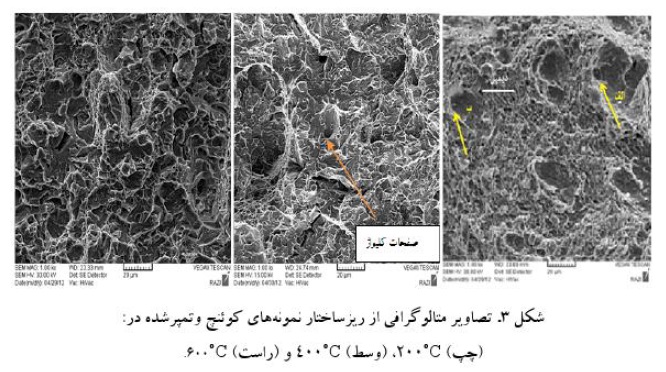
تفسیر تصاویر متالوگرافی نشان می دهد که با افزایش دمای بازپخت مورفولوژی مارتنزیت بازپخت شده. خشن تر شده و ساختار به حالت تعادلی (آنیل) نزدیک شده است. و مقدار فریت از سطح به مغز نمونه ها در تمامی دماهای تمپر. خصوصاً دمای تمپر 600 درجه سانتی گراد بیشتر شده. و به نظر می رسد که این تغییر عامل اصلی افزایش انرژی ضربه و کاهش سختی بوده است. از طرفی با توجه به درصدهای نسبتاً کم عناصر آلیاژی کاربید زا اثری از سختی ثانویه. در این فولاد مشاهده نشده است. تصاویر سطح شکست نمونه های ضربه در شکل 3 نشان داده شده است.
سطح شکست نمونه های کوئنچ و تمپر 200 و 400 درجه سانتی گراد. شامل صفحات کلیواژ در جهات کریستالی مشخص می باشد. هرچند آثاری از وجود دیمپل های بسیار ریز مشاهده شده است. که حاکی از شکست نیمه ترد است.
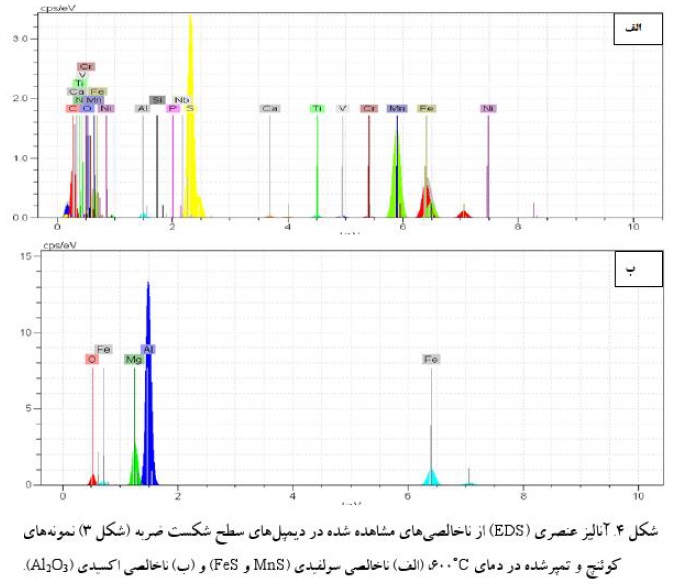
وجود دیمپل های ریز و درشت در نمونه های ضربه کوئنچ. و تمپر 600 درجه سانتی گراد نیز حاکی از شکست کاملاً نرم می باشد. و همچنین وجود ناخالصی ها روی مرزدانه علت جوانه زنی و مشاهده دیمپل های مرزدانه ای است. که شکست نرم را تأیید می نمایند. محل جوانه زنی دیمپل ها ناخالصی های سفید رنگی است که در بعضی از فرورفتگی های دیمپلی مشاهده شده است.
شکل 4 آنالیز عنصری (EDS) دو جزء از ناخالصی های موجود در دیمپل های مشاهده شده است. که حاکی از وجود درصد قابل توجهی از عناصر منگنز، آلومینیوم، گوگرد و آهن می باشد. لذا ناخالصی های سولفید منگنز و آهن و اکسید آلومینیوم مهم ترین مکان جوانه زنی دیمپلی. و ناپیوستگی زمینه مارتنزیتی با ناخالصی ها به حساب می آیند.
نتیجه گیری
1- وجود عناصر آلیاژی نیوبیوم و تیتانیم. عامل به تأخیر انداختن رشد دانه های آستنیت اولیه تا حدود 1000 درجه سانتی گراد. از طریق تشکیل رسوبات کاربونیتریدی و نیتریدی و قفل کردن مرزدانه ها در عملیات آستنیته کردن این فولاد است.
2- عامل پایین بودن انرژی ضربه فولاد کوئنچ و تمپر شده. در دمای 200 درجه سانتی گراد بالا بودن تنش پسماند. ناشی از گرادیان حرارتی در حین کوئنچ و همچنین افزایش تتراگونالیته مارتنزیت لایه ای حاصل شده است.
3- فولاد مورد پژوهش در دمای تمپر 400 درجه سانتی گراد دچار تردی تمپر شده. و این می تواند ناشی از تجمع ناخالصی ها از جمله P و S در مرز دانه های آستنیت باشد. که با حضور عناصر آلیاژی Mn،Mo،Si و Ni تقویت می شود. نتایج حاصل از آزمون ضربه (انرژی ضربه) و نوع شکست کلیواژ. (رخ برگی) نیز این رخداد را به اثبات می رساند.
ورق a516
4- افزایش دمای تمپر باعث افزایش انرژی ضربه ای و کاهش مقدار سختی و گرایش نوع شکست از حالت تردد. و رخ برگی به سمت نیمه ترد و سپس نرم و دیمپلی. (تمپر شده در دمای 600 درجه سانتی گراد) است.
5- ریزساختار فولاد طی عملیات حرارتی کوئنچ و تمپر، مارتنزیت تمپر شده همراه با مقادیر جزئی فریت می باشد. که با افزایش دمای تمپر از 200 به 400 و سپس 600 درجه سانتی گراد. مورفولوژی مارتنزیت تمپر شده خشن تر شده. و با افزایش مقدار جزئی فریت از سطح به مرکز ساختار به حالت تعادلی (آنیل) نزدیک شده است.
6- بیشترین انرژی ضربه (174j) بهترین ریزساختار (مارتنزیت تمپر شده خشن با مقادیر جزئی فریت). و بهترین مد شکست (نرم و دیمپلی) در دمای تمپر 600 درجه سانتی گراد به دست آمده است.
7- آنالیز نقطه ای انجام شده (EDS) با میکروسکوپ الکترونی روبشی بر روی آخال ها نشان می دهد. که محل جوانه زنی و رشد دیمپل های سطح شکست نمونه های ضربه. ترکیبات سولفیدی آهن و منگنز و اکسید آلومینیوم می باشد.
ورق a516
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.
ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
ارتباط با ما در شبکه های اجتماعی
https://t.me/foolad_paytakht تلگرام
https://www.instagram.com/folad_paytakht اینستاگرام
https://www.instagram.com/foolad_paytakht.ir اینستاگرام


























 آمار
وب سایت:
آمار
وب سایت:

